
复配表面活性剂对无铅助焊剂润湿性能影响的研究
2011-11-14 07:59:42郑家春杨晓军雷永平夏志东
电焊机 2011年7期
郑家春,杨晓军,雷永平,夏志东,郭 福
(北京工业大学 材料科学与工程学院,北京 100124)
焊接材料
复配表面活性剂对无铅助焊剂润湿性能影响的研究
郑家春,杨晓军,雷永平,夏志东,郭 福
(北京工业大学 材料科学与工程学院,北京 100124)
助焊剂中的表面活性剂对于降低熔融无铅钎料的表面张力,增加无铅钎料对母材的润湿性具有重要作用。根据表面活性剂的HLB值和分子量,选取了四种不同类型的表面活性剂。以无水乙醇作溶剂,有机酸作活性剂,加入所选表面活性剂,并添加成膜剂、缓蚀剂等其他成分,配制成助焊剂,用于研究表面活性剂对无铅钎料润湿性能的影响。润湿力测试及铺展实验结果表明,助焊剂中表面活性剂的种类和含量对无铅钎料的润湿性能影响较明显,选用适宜的表面活性剂复配体系可以进一步提高助焊剂性能。
表面活性剂;无铅钎料;助焊剂;润湿性能
0 前言
现代电子行业的飞速发展对电子产品提出了越来越高的要求。众所周知,铅以及铅的化合物损害健康、破坏环境,因此焊料无铅化成为发展的趋势。目前,市场上常见的无铅钎料主要有Sn-Ag系、Sn-Cu系、Sn-Ag-Cu系,其中Sn-Ag-Cu系钎料具有良好的物理和机械性能,可焊性较好,被公认为最有可能替代Sn-Pb系合金的无铅钎料[1-3]。但在研究和使用过程中发现,与传统的 Sn-Pb系钎料相比,Sn-Ag-Cu系无铅钎料润湿性差,易氧化,且熔点高(Sn-Pb系钎料熔点为183℃),其中无铅钎料润湿性差是钎料无铅化面临的一个重要问题。表面张力是影响熔融焊料浸润的主要因素,在焊接过程中,助焊剂的主要作用之一是降低熔融焊料的表面张力。作为助焊剂重要组成部分的表面活性剂在助焊剂中的添加量虽然很小,但对降低钎料的表面张力和提高钎料润湿性能的作用却很关键,能够确保熔融钎料在焊接母材表面顺利扩展、流动、浸润等,从而达到良好的焊接效果。降低焊料表面张力并不仅仅依靠表面活性剂这一种方法,但表面活性剂的使用是较为常见且有效的方法[4-6]。通常评价助焊剂润湿性能的主要指标有最大润湿力和润湿时间,在实际生产中,助焊剂的润湿力越大、润湿时间越短,说明焊接过程中熔融焊料对母材的润湿效果越好[7]。
目前,针对助焊剂中活化成分在钎焊过程中的作用和工作原理已经进行了大量的研究,然而关于助焊剂中表面活性剂的影响作用的研究还较少,徐冬霞、王东斌[8]等人曾就非离子表面活性剂对助焊剂润湿性能的影响进行了研究,得出助焊剂中加入适量非离子表面活性剂能够在一定程度上改善助焊剂的润湿性;非离子表面活性剂的含量对铺展面积和润湿角的影响关系并非线性关系。但没有涉及其他类型的表面活性剂和复配表面活性剂对助焊剂润湿性能的影响。本研究根据表面活性剂的HLB值、分子量等参数选取了四种不同类型的表面活性剂,在无铅钎料以及助焊剂的前期研究工作的基础上,重点研究了不同类型表面活性剂及复配表面活性剂对助焊剂润湿性能的影响。
1 实验
1.1 实验设备及材料
实验材料:Sn-3Ag-0.7Cu无铅钎料,0.3 mm厚紫铜板,丁二酸,己二酸,三乙醇胺,无水乙醇,丙烯酸树脂,苯并三氮唑,op-10,丁二酸二辛酯磺酸钠,十六烷基三甲基溴化铵,椰子油酰胺丙基甜菜碱。
实验设备:SX-10-12箱式电阻氧化炉,TEED-2001温度调节仪,自制电热板,赛多利斯电子天平,热电偶测温仪,日本Malcom公司的SWB-2润湿力测量仪。
1.2 助焊剂配制
以无水乙醇作溶剂,有机酸和有机胺作活性剂,添加表面活性剂、成膜剂、缓蚀剂等其他成分,配制成助焊剂,助焊剂基本成分如表1所示。
1.3 铺展实验
铺展面积实验采用CAD测量法,参照SJ/T 11273-2002《免清洗液态助焊剂》标准。实验步骤为:

表1 助焊剂各成分质量分数%Tab.1 Ingredients and mass fractions of the flux
(1)试样准备。切取试样尺寸为50 mm×50 mm× 0.3 mm的紫铜铜片,制备质量为0.3 g的钎料球。
(2)铜片的预处理。按照国家标准要求用500号碳硅水砂纸打磨,去除表面的污染物和氧化物,再用去离子水、酒精清洗铜片表面。将铜片放入150℃的烘箱中氧化1 h。
(3)铺展实验。当烤箱温度到达260℃时,将钎料置于铜板中心位置,用滴管滴加三滴助焊剂在钎料上,用镊子平稳地把铜板放入电阻炉中,保温60s后取出。每个试样做三次,取铺展面积的平均值。
(4)数据处理。用新版一角钱硬币作为参照物,其真实面积是282.336 2 mm2,和铺展的铜片一起扫描,扫描成图片后用AUTOCAD计算面积,铺展面积计算公式:试样铺展面积=试样测量值/标准硬币测量值×标准硬币的实际面积。
1.4 润湿力实验
润湿力实验采用润湿平衡法,参照日本工业标准(JIS-Z-3198-42003)。实验步骤为:
(1)制备试样。用线切割切出30 mm×10 mm× 0.3 mm的铜片,用500号砂纸进行打磨,再依次在10%的盐酸、丙酮、无水乙醇、去离子水中进行清洗。
(2)打开润湿力测试仪,调节温度至260℃,设置铜片的浸入深度为2 mm,浸入速度2 m/s,浸入时间10 s,将钎料放入润湿力测试仪的加热埚中加热。
(3)把助焊剂均匀涂抹在铜片上,将其放在测试仪的测试仪上,打开软件的手动模式控制面板,按“measuring”机器就会自动进行润湿力测试。测试结果如图1所示,可以直接读出最大润湿力F和润湿时间t。
2 实验结果及分析
2.1 单一表面活性剂对助焊剂润湿性能的影响
本实验选用的四种表面活性剂分别是OP-10、丁二酸二辛酯磺酸钠、十六烷基三甲基溴化铵和椰子油酰胺丙基甜菜碱。其中OP-10是非离子型表面活性剂,丁二酸二辛酯磺酸钠是阴离子型表面活性剂,十六烷基三甲基溴化铵(CTAB)是阳离子型表面活性剂,椰子油酰胺丙基甜菜碱(CAB)是两性型表面活性剂。

图1 润湿力曲线Fig.1 Wetting force curves
助焊剂的基础配方源自课题组自主研制的醇基助焊剂,为研究表面活性剂的类型和添加量对助焊剂润湿力、润湿时间的影响,进行了四组实验。每组实验选用一种表面活性剂,改变其在助焊剂中的添加量,分别为0g、0.03g、0.06g、0.09g、0.12g、0.15 g、0.18 g,配制了四个系列共28种助焊剂,采用润湿力测试仪测试每种助焊剂的润湿曲线,研究不同类型的表面活性剂及其添加量对助焊剂润湿力、润湿时间的影响。实验结果如表2~表5所示。
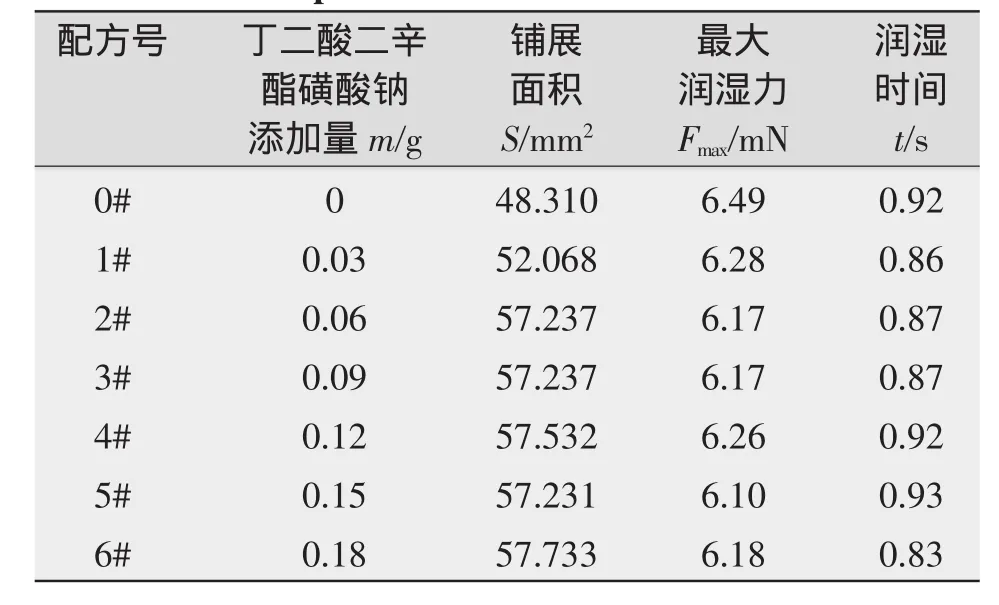
表2 丁二酸二辛酯磺酸钠的实验数据Tab.2 Experiment data of the Aerosol OT
四种表面活性剂在助焊剂中的添加量和最大润湿力之间的关系如图2所示。
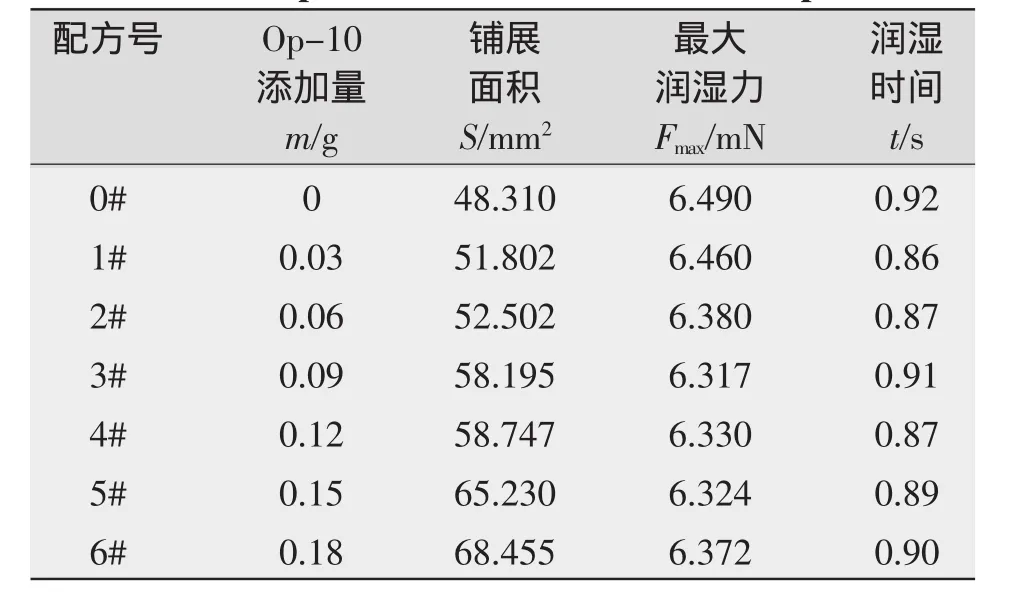
表3 Op-10的实验数据Tab.3 Experiment data of the Aerosol Op-10

表4 CATB的实验数据Tab.4 Experiment data of the CATB
由图2可知,四种不同类型的表面活性剂随着添加量的增加,对助焊剂最大润湿力的影响是不同的。对于非离子型表面活性剂OP-10和阴离子型表面活性剂丁二酸二辛酯磺酸钠,随着添加量的增加,助焊剂的最大润湿力有减小趋势;阳离子型表面活性剂CTAB,随添加量增加,最大润湿力显著提高,当添加量为0.12 g时,最大润湿力可达6.88 mN;两性型表面活性剂CAB,随添加量增加,最大润湿力的变化趋势并不明显,当添加量为0.09 g时,最大润湿力6.7 mN。
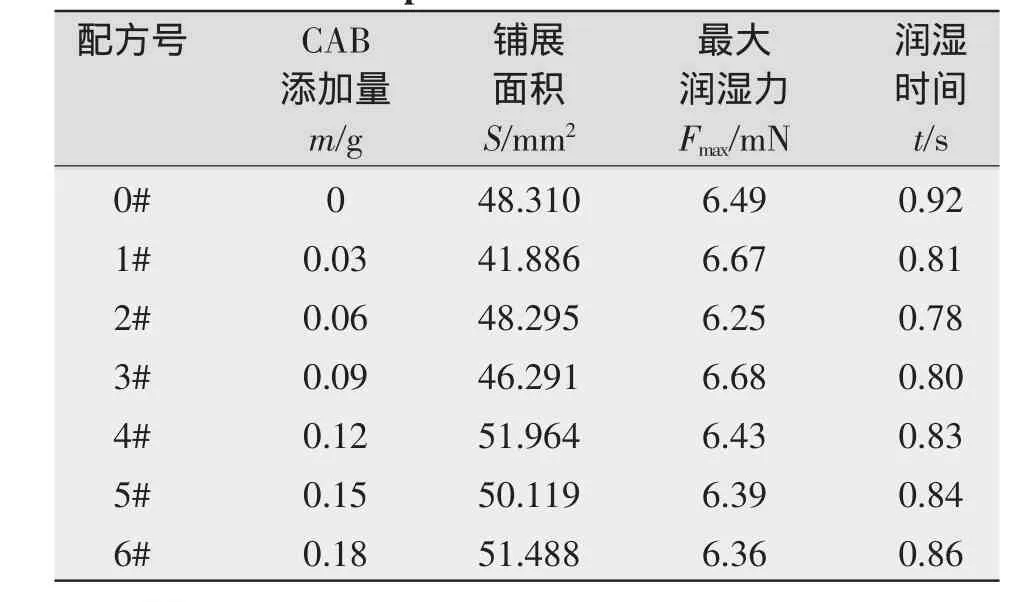
表5 CAB的实验数据Tab.5 Experiment data of the CAB

图2 不同类型表面活性剂含量对最大润湿力的影响Fig.2 Influence of contents of different types of surfactants on maximum wetting force
四种表面活性剂在助焊剂中的添加量和润湿时间之间的关系如图3所示。

图3 不同类型表面活性剂含量对润湿时间的影响Fig.3 Influence of contents of different types of surfactants on wetting force time
由图3可知,四种表面活性剂都能对的润湿时间产生影响,其中阴离子型表面活性剂CTAB和两性表面活性剂CAB对降低助焊剂润湿时间的效果较显著,当CTAB添加量为0.12 g时,润湿时间为0.76 s;CAB添加量为0.06 g时,润湿时间为0.78 s。
四种表面活性剂在助焊剂中的添加量和铺展面积之间的关系如图4所示。从图4中可知,四种不同类型的表面活性剂随着添加量的增加,铺展面积都有所增加,其中阳离子型表面活性剂CTAB的效果最显著,其次是非离子型表面活性剂OP-10。

图4 不同类型表面活性剂添加量对铺展面积的影响Fig.4 Influence of contents of different types of surfactants on spreading area
由以上讨论可知,阳离子型表面活性剂CTAB对助焊剂润湿性能的影响最显著,能明显提高最大润湿力、减小润湿时间、增大铺展面积,但因含有卤素,不适合用作免洗助焊剂的原料[8]。两性表面活性剂CAB能较好改善助焊剂的润湿性能,但对铺展面积的影响不大,残留物较多。非离子型表面活性剂OP-10对助焊剂润湿性能和铺展面积的影响也较大,是一种具有较好性能的表面活性剂。阴离子型表面活性剂丁二酸二辛酯磺酸钠的综合效果较好。
2.2 复配表面活性剂对助焊剂润湿性能的影响
表面活性剂复配的目的是产生加和增效作用,即把不同类型的表面活性剂混合后,得到的混合物其性能比原来单一组分的性能更加优异。表面活性剂复配产生的加和增效作用已为人们所熟知,并在生产及生活中得到了实际应用[9]。由于非离子表面活性剂在水溶液中不电离,稳定性高,不易受强电解质无机盐类存在的影响,不易受酸碱的影响,与其他类型表面活性剂的相容性好,在水及有机溶剂中都有较好的溶解性能[10],因此以非离子型表面活性剂OP-10为其中一种表面活性剂,分别与CAB和丁二酸二辛酯磺酸钠进行复配,研究复配表面活性剂对助焊剂润湿性能的影响。在保证表面活性剂总量0.18 g的前提下,调节两种表面活性剂的质量比,设计并配制了两个系列共14种助焊剂。测试每种助焊剂的润湿力曲线和铺展面积,结果如表6、表7所示。

表6 OP-10与丁二酸二辛酯磺酸钠复配体系实验数据Tab.6 Spread experiment results of OP-10 and Aerosol OT
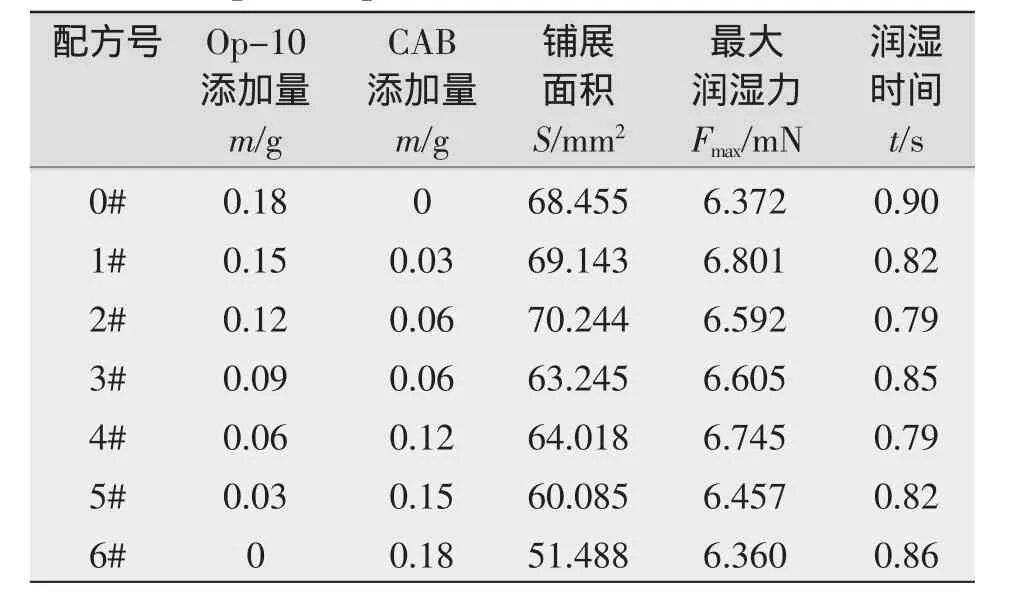
表7 OP-10与CAB复配体系实验数据Tab.7 Spread experiment results of OP-10 and CAB
OP-10与CAB复配体系的铺展面积、润湿时间和最大润湿力与两种表面活性剂的添加量的关系如图5所示。OP-10与丁二酸二辛酯磺酸钠复配体系的铺展面积、润湿时间和最大润湿力与两种表面活性剂的添加量的关系如图6所示。

图5 OP-10与CAB复配体系对助焊剂性能的影响Fig.5 Influence of combined system of OP-10 and CAB on the performance of flux

图6 OP-10与丁二酸二辛酯磺酸钠复配体系对助焊剂性能的影响Fig.6 Influence of combined system of OP-10 and Aerosol OT on the performance of flux
从图5、图6中不难看出,表面活性剂复配对助焊剂的最大润湿力、润湿时间和铺展面积的影响较为显著,有些配方的综合性能明显优于单一表面活性剂的配方。这主要是因为在助焊剂中,复配的两种表面活性剂除了发挥各自的性能优势外,还能互为补充,产生增效作用[11]。从图5中可以看出,w(OP-10)与w(CAB)的质量比为1∶2时,润湿效果最好,铺展面积70.244 mm2,最大润湿力6.592 mN,润湿时间0.79 s;从图6中可以看出,OP-10与丁二酸二辛酯磺酸钠的复配配方虽然没有显著增加助焊剂的铺展面积,但对助焊剂的最大润湿力和润湿时间的影响较大。当w(OP-10)与w(丁二酸二辛酯磺酸钠)的质量比为1∶2时,最大润湿力6.392 mN,润湿时间0.81 s。同时,随着OP-10含量的增加,铺展实验的焊点形貌趋于规则饱满。
综合以上讨论,OP-10与CAB的复配体系对助焊剂综合性能的改进效果要优于OP-10与丁二酸二辛酯磺酸钠的复配体系。原因在于:(1)非离子表面活性剂在相当宽的pH值范围内都具有良好的润湿性能,助焊剂的pH值范围通常为2~7.5,非离子表面活性剂的润湿性能不会受助焊剂pH值的影响;(2)非离子表面活性剂能与几乎所有类型表面活性剂进行复配,而且在一般情况下都能产生加和增效作用;(3)非离子表面活性剂可以吸附在带正电荷或负电荷的物质表面,而不产生憎水薄层,具有很好的润湿性和发泡性。
2.3 复配表面活性剂的加和增效作用
表面活性剂的复配是实际应用中的一个重要课题,通过表面活性剂的复配可以达到以下目的:(1)提高表面活性剂的性能。复配体系常常具有比单一表面活性剂更优越的性能。(2)降低表面活性剂的应用成本。一方面通过复配可以降低表面活性剂的总量,另一方面利用价额低廉的表面活性剂与成本高的表面活性剂复配,可以降低成本较高的表面活性剂组分的用量。(3)减少表面活性剂对生态环境的破坏。表面活性剂的最基本作用是降低表面张力和胶束的形成,衡量表面活性剂的活性大小主要是考察其溶液表面张力的降低程度和临界胶束浓度的大小。在降低表面张力方面,当溶液的表面张力降低到一定程度所需的两种表面活性剂的浓度之和(c10+c20)低于单独使用复配体系中的任何一种表面活性剂所需的浓度时,产生加和增效作用。反之,如果两种表面活性剂的浓度之和高于其中任何一种表面活性剂所需的浓度,则说明产生了负的加和增效作用[12-14]。从图5和图6可以看出,在表面活性剂总量一定的条件下,复配表面活性剂比单一表面活性剂更加有效地提高助焊剂最大润湿力,降低助焊剂的润湿时间,使助焊剂润湿性能在一定程度上得到显著改善,即试验中的两种复配体系都产生了正加和增效作用。今后的研究中可以通过选用其他表面活性剂复配体系以及改变复配体系中表面活性剂的种类,以获得更好的润湿效果。
3 结论
(1)研究表明,表面活性剂的种类及其含量对助焊剂的润湿性能影响较明显,存在一定的影响规律。在配制助焊剂时,应合理选择表面活性剂及添加量。
(2)四种不同类型的表面活性剂都能增加焊料的铺展面积,并且随着表面活性剂含量的增加,铺展面积呈逐渐增大的趋势,其中非离子型表面活性剂OP-10还能使焊点形状规则且饱满。
(3)表面活性剂的复配体系能有效提高助焊剂的综合性能,但要合理选择表面活性剂复配体系及其含量。
[1]郭 福.无铅钎焊技术与应用[M].北京:科学出版社,2006:1-37.
[2]史耀武,雷永平,夏志东,等.电子组装用SnAgCu系无铅钎料合金与性能[J].有色金属,2005,57(3):8-15.
[3]杨 磊,揭晓华.锡基无铅钎料的性能研究与新进展[J].电子元件与材料,2010,29(8):62-65.
[4]金 霞,郭建军.锡膏用助焊剂在钎焊过程中作用机理的探讨[J].焊接技术,2009,38(10):38-41.
[5] Hitoshi A,Takashi Shoji,Shunauke Nagasaki,et a1.Flux for solder paste[P].United States,0200836 A1,2003-10-30.
[6]李国伟,雷永平,夏志东,等.无铅焊膏中松香含量对焊点剪切强度的影响[J].电子元件与材料,2008,27(5):65-70.
[7]EuPohLeng,Min Ding,IbrahimAhmad,et al.Lead-free Flux Effect in Lead-free Solder Joint Improvement[J].International Electronic Manufacturing Technology,2006:541-548.
[8]王世荣,李祥高,刘东至,等.表面活性剂化学[M].北京:化学工业出版社,2010:206-215.
[9]赵世民.表面活性剂——原理、合成、测定及应用[M].北京:中国石化出版社,2005:124-149.
[10]Michele Ferrari,Francesca Ravera.Surfactants and wetting at superhydrophobic surfaces[J].Water solutions and no aqueous liquids,2010:22-28.
[11]赵国玺.表面活性剂的应用和发展[J].全面腐蚀控制,2005,19(6):42-45.
[12]严群芳.非离子表面活性剂的性质及应用[J].贵州化工,2005,30(5):4-7.
[13]钱国坻,桂玉梅.表面活性剂复配原理及其在纺织印染工业中的应用[J].日用化学工业,1999(2):19-25.
[14]徐冬霞,王东斌.非离子表面活性剂对助焊剂润湿性能的影响[J].电子元件与材料,2010,29(9):33-36.
Effect of the surfactants in flux on wettability of lead-free solder
ZHENG Jia-chun,YANG Xiao-jun,LEI Yong-ping,XIA Zhi-dong,GUO Fu
(College of Material Science and Engineering,Beijing University of Technology,Beijing 100124,China)
Surfactant plays a great role in reducing the surface tension of the melting lead-free solder and increasing the wettability of the lead-free solder on base metal.Four different types of surfactants were selected in accordance with HLB values and molecular weights.The flux used for the study of the effect of surfactants on wettability of lead-free solder was composed of anhydrous ethanol as solvent,organic acids as active moiety,selected surfactants,and some other components such as film formers,corrosion inhibitor,etc.The results of the wetting power tests and spread tests showed that the types and contents of surfactants in flux had a rather obvious influence on the wettability of lead-free solder.It was found that the flux with properly combined surfactants had improved properties.
surfactant;lead-free solder;flux;wettability
TG422
A
1001-2303(2011)07-0079-06
2011-04-20
“十一五”国家科技支撑重点资助项目“含有毒有害材料元素材料替代技术”(2006BAE03B02)
郑家春(1985—),男,山东临沂人,在读硕士,主要从事先进电子连接的研究。
猜你喜欢
现代制造技术与装备(2022年2期)2022-03-19 05:51:38
陶瓷学报(2021年3期)2021-07-22 01:05:00
电镀与环保(2018年4期)2018-08-20 03:08:04
电子制作(2017年7期)2017-06-05 09:36:13
电子制作(2017年20期)2017-04-26 06:57:40
电子工业专用设备(2017年2期)2017-04-25 08:32:37
中国塑料(2016年1期)2016-05-17 06:13:05
中国塑料(2016年11期)2016-04-16 05:25:58
中国塑料(2016年7期)2016-04-16 05:25:47
河南科技(2014年14期)2014-02-27 14:11:50
