排除LNG接收站紧急停车系统故障的应急方法
2011-11-08 03:31:56李超平杜怀林
天然气技术与经济 2011年1期
李超平 杜怀林
(中海福建天然气有限责任公司,福建 莆田 351100)
0 引言
福建LNG 总体项目是经国家发改委核准的国家重点建设项目,也是福建省主要的基础设施工程,主要目的是为3个燃气电厂、5个城市的工业、商业和居民生活提供洁净燃料。仪表控制系统的稳定运行对于一个需要连续生产的企业来说是至关重要的。福建LNG 接收站自2008 年5 月投产以来,整个仪表控制系统运行稳定,仪表控制系统的扩容工作也在进行中。扩容工作包括在运行的仪表控制系统内进行新程序的下载,在原有机柜内安装新增卡件和机柜内部接线。
7 月的福建正值用电高峰,福建LNG 公司下游的3个燃气电厂几乎每天全负荷发电,接收站需要2台高压泵满负荷运行才能勉强维持管网压力。为确保下游用户的用气需求,必须要避开白天的用气高峰期施工。因此,留给系统扩容的时间只有凌晨1~6点的5个小时。在已经运行的控制系统上施工,其危险性很大,哪怕是一个接线端子的松动都有可能造成全厂停车,即使小心翼翼也难以确保万无一失。7月22日凌晨4点,中控室内传出了一阵刺耳的报警声。中控室操作人员发现ESD(紧急停车系统)异常报警。意外发生了!经过一个多小时的排查,终于查出由于ESD 系统机柜内的一块DI(数字量输入)卡件损坏,导致整个ESD系统功能瘫痪。此时已是凌晨5点,6点钟就要进行高压外输以供燃气电厂发电,如果更换卡件则必须断电进行,一切顺利也至少需要2个小时。在时间有限的情况下,采取紧急措施以确保生产是当务之急。
1 LNG接收站生产控制系统及各系统间关系
福建LNG接收站的生产控制系统是由DCS(集散控制系统)、ESD 及F&G(火气系统)这3 个系统组成,如图1所示。各系统功能之间相互独立,而又通过一个上位平台将3 个系统进行整合,形成了福建LNG的ICS(仪表控制系统)。
DCS 系统是工艺人员进行生产操作的平台,工艺人员通过该平台可以对现场所有远程设备进行集中监控,并对特定设备进行需求控制,以保证稳定生产。
ESD 系统是工艺生产的安全保护装置,在工艺条件超过了极限报警值后,该系统能进行相应的逻辑输出,对工艺装置起到保护的作用,同时保证操作人员的人身安全。
F&G 系统负责监视现场火灾与天然气泄漏情况,在泄漏达到一定程度后该系统要进行报警与保护,并且与ESD系统产生联动。
DCS 系统可以进行工艺操作,保证生产的正常运行。ESD 系统保护生产,并且在紧急情况下会停止生产,只有工艺条件恢复正常后才能恢复生产。F&G 系统可以ESD 系统为媒介来影响生产,同样需要现场条件恢复正常后才能恢复生产,所以ESD 系统发生故障后,工艺人员是无法进行正常的工艺操作的,为保证生产,首先要恢复ESD的功能。
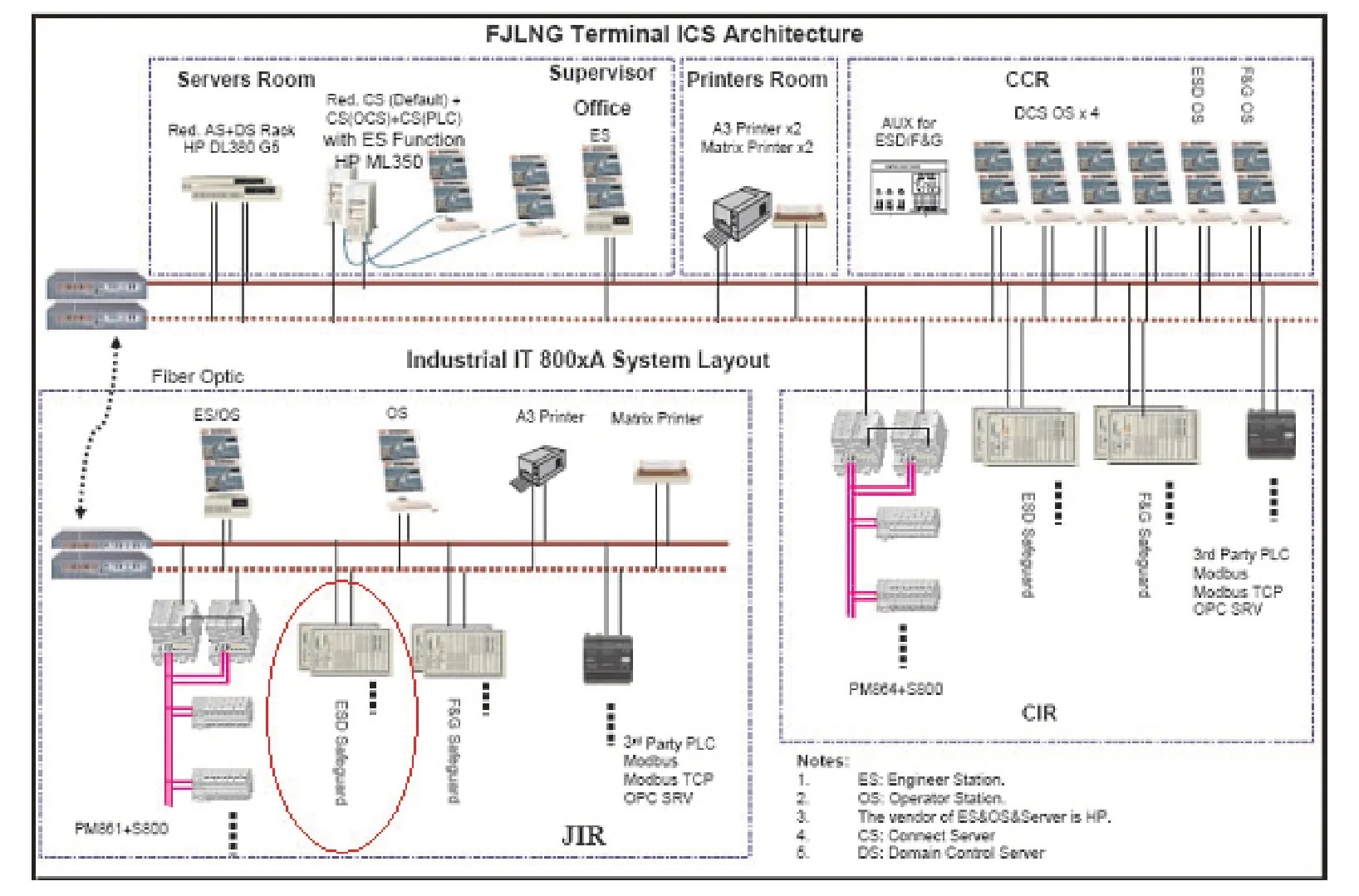
图1 福建LNG接收站生产控制系统构成图
2 ESD系统故障及应急措施
在进行ESD 系统扩容期间,在中央控制室内的辅助操作台上(如图2所示)对新增按钮和报警灯的钻孔进行扩孔打磨时出现了急促的报警声,HMI(人机界面)上的ESD画面所有的点都在闪烁,而且无法进行操作,此时才发现ESD 系统处于故障状态。而且经过现场确认发现,能保证高压外输的几个关键阀都处于关闭状态,而且无法复位,即此时的工艺生产处于无安全保护的状态。
2.1 故障原因分析
操作人员正在进行辅助操作台新钻孔的打磨工作,如图2所示的红色位置,打磨的锉刀碰到新孔下方按钮的接线端子,致使24V 电源直接对地,烧坏DI板卡的一根保险。
在确定了这根保险被烧坏并尝试将其换下时,由于使用的螺丝刀是带磁的,带磁性的螺丝刀接入通电的系统中,出现了类似短路的现象,导致DI3板卡背卡烧坏(如图3所示),使ESD系统发生故障。

图2 辅助操作台实物图
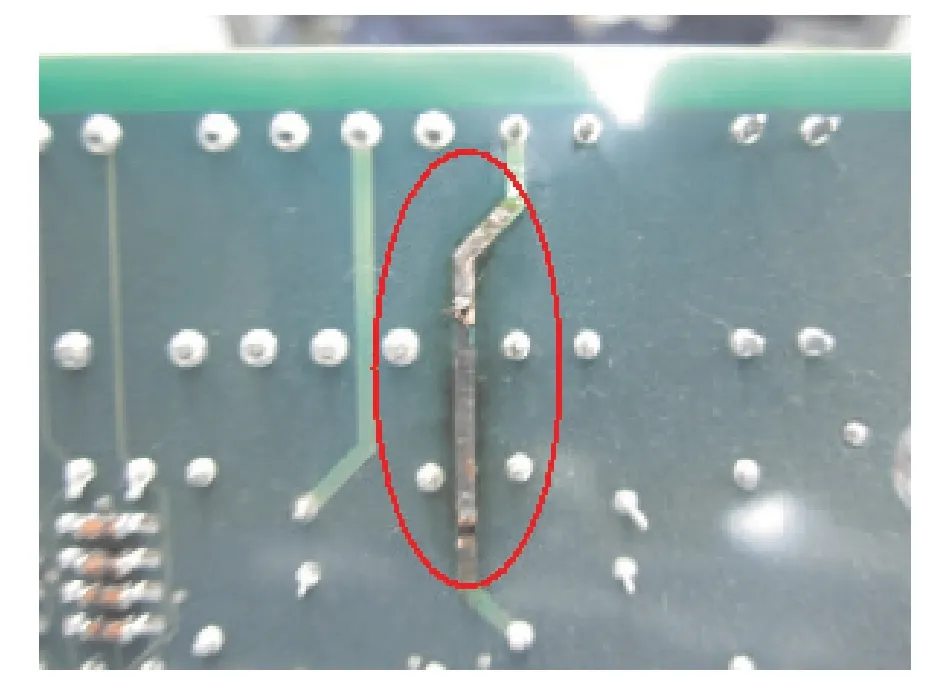
图3 背卡损坏位置图
2.2 对输出端子直供24V电源的处理措施
ESD系统有别于其他系统,它是“0”触发的系统,所以在现场气动阀门的电磁阀正常情况下都带有24V 电。要保证其电磁阀有24V 电源供应,故应考虑给所需输出端子直接供24V 电源。此法需要若干端子短接排和大量导线。实施步骤如下:①工艺人员统计需要开启的阀门的所有位号,并提供被联锁的所有信号位号;②在机柜中寻找可以备注作为信号24V 动力源的端子排;③将需要进行供电的带保险的端子排安装在导轨上;④制作长度相当的短接线;⑤拆下需要强制的阀门原信号线;⑥根据接线图将阀门的正负端接入带保险的端子排上;⑦合上端子排上的保险;⑧通知工艺人员进行现场复位,启动高压外输;⑨工艺人员对工艺条件进行实时监控,保证在临时系统使用期间高压外输的安全可靠。
此法是在第一时间内最直接有效地保证高压按时外输的方法,但是少了ESD 系统的保护,在出现紧急情况的时候,难以及时反应过来,为此要求工艺人员在系统恢复之前要时刻监视整个工况,发现问题及时反映及处理。从理论上分析,这个方法存在极大的风险,所以除非确实遇到不得已的情况,否则不提倡使用这个方法。
2.3 系统修改exception class值
在停止高压外输后使用在线修改的手段将exception class 值修改至79,此时可以进行所有面板的操作,假设得到了确切的肯定。
一块DI 板卡被烧坏为何会导致整个ESD 系统瘫痪呢?其原因为ESD系统的旁路开关00XS0007正好处于DI 这块板卡上,板卡的损坏导致系统认为00XS0007 处于“0FF”状态,所以操作面板全部处于未激活状态,故不能进行任何操作。那就得在线更改exception class 值。系统的配置文件将exception class设置为79,也就是说当任何一个DB(Data Base)的class 引脚配置大于等于79 时,该DB 对应的控制面板将可以被操作,所以只要在线将00XS0007 的class 引脚等级改为大于78,便可通过操作面板将00XS0007 由“OFF”转为“ON”,之后ESD 系统将处于可以通过操作面板来控制输出信号的状态,从而控制现场阀门的状态。图4 为ESD 系统配置文件的旁路管理,其中红色部分就为所更改的exception class值。
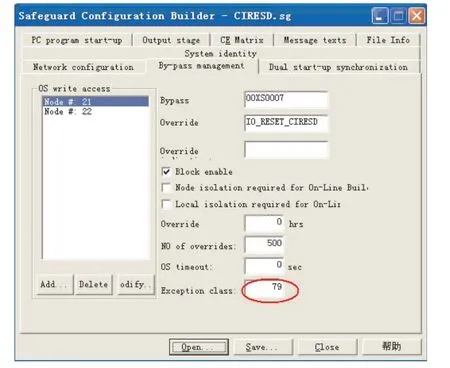
图4 ESD系统配置文件的旁路管理图
2.4 两种方法的比较
第一种向端子供24V 电源的方法其原理简单易懂,在紧急情况下最容易被想到,可行性也得到了证明。但是,该方法操作起来比较繁琐,容易出错。第二种方法只需在线更改exception class 值,便可以控制系统的输出,操作起来更加简单容易,工艺操作人员也比较熟悉,并可使ESD 系统仍然发挥一定的作用。将这两种方法进行比较后得到表1,从表1 中可以很明显地看出两种方法的区别。
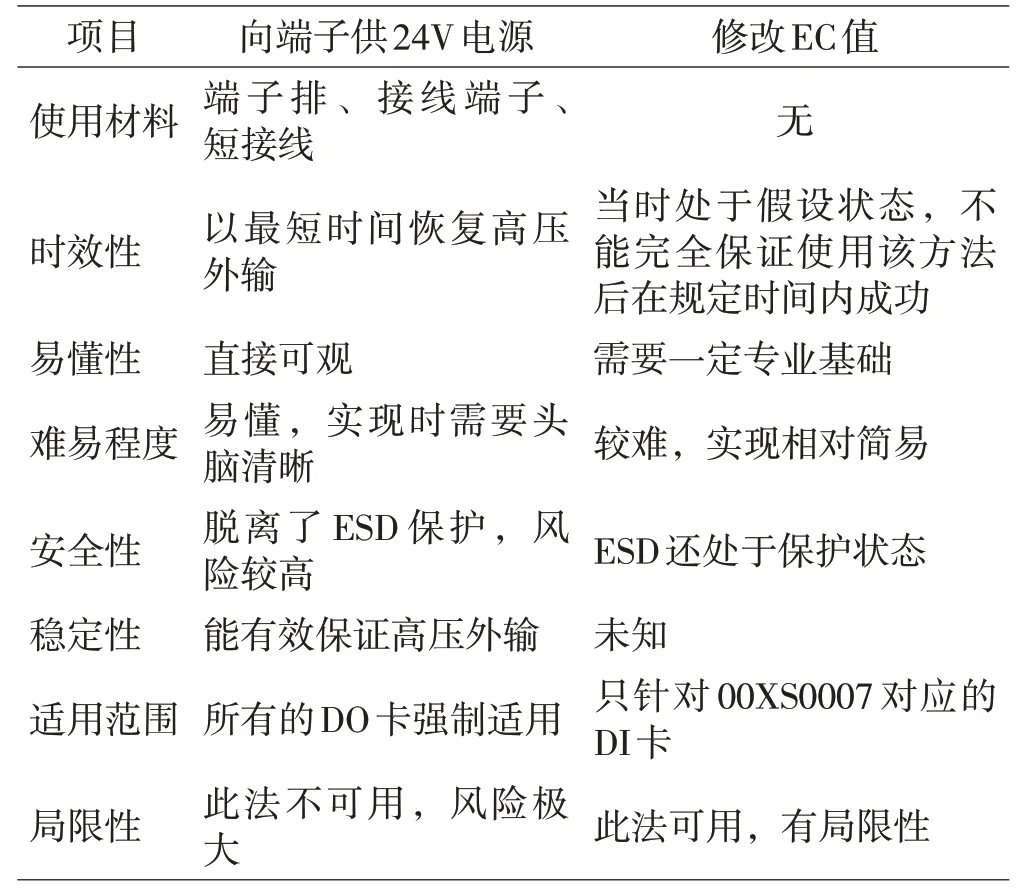
表1 方法1与方法2比较表
3 结束语
福建LNG接收站肩负着下游5市与3个电厂的供气任务,供气一旦中断,对社会的影响及损失是巨大的,所以在时间紧、任务重的情况采取非常措施,以保证高压外输。在出现紧急情况时,应当考虑时间的重要性,想到的方法如果可行,则需立即执行,同时也要考虑风险的存在,毕竟高风险的作业不可取,所以必须在实际工作中不断总结经验教训,在遇问题的时候有一个切实可行而又有效的方法,以便尽可能在最短的时间内解决问题。
猜你喜欢
煤气与热力(2021年9期)2021-11-06 05:22:56
煤气与热力(2021年7期)2021-08-23 01:11:10
化工管理(2021年7期)2021-05-13 00:46:34
中国海上油气(2020年5期)2020-10-20 09:28:36
科学导报·学术(2020年19期)2020-07-09 11:21:37
测控技术(2018年3期)2018-11-25 09:45:46
测控技术(2018年12期)2018-11-25 09:37:42
上海煤气(2018年6期)2018-03-07 01:03:18
火控雷达技术(2016年3期)2016-02-06 02:30:33
天然气与石油(2015年2期)2015-02-28 17:01:09