
SiC对自保护明弧高铬堆焊合金性能的影响
2011-10-30 07:23唐天顺龚建勋肖逸锋路德斌
材料工程 2011年10期
唐天顺,龚建勋,肖逸锋,路德斌
(湘潭大学 机械工程学院,湖南 湘潭411105)
SiC对自保护明弧高铬堆焊合金性能的影响
唐天顺,龚建勋,肖逸锋,路德斌
(湘潭大学 机械工程学院,湖南 湘潭411105)
采用药芯焊丝自保护明弧堆焊方法制备了系列高铬合金,借助光学显微镜、X射线衍射仪、扫描电镜及湿砂耐磨性实验,研究了SiC含量对其性能的影响。结果表明,SiC显著影响其显微组织形态、尺寸、数量及分布。当SiC含量0%~4%(质量分数,下同)时,堆焊层组织晶粒细化,共晶组织(α-Fe+M3(C,B))数量增加,耐磨性下降;当其含量增加到8%时,堆焊层组织形成初生M23C6碳化物而改善耐磨性;但当SiC加入量大于12%时,SiC分解出过量的硅原子反而会使焊缝的石墨化倾向增加,抑制初生M23C6碳化物形成,致使耐磨性下降。磨损形貌分析表明,随SiC增加,其磨损方式从凿削为主转变为刮伤与凿削两种方式共存。
明弧;自保护;堆焊;药芯焊丝;耐磨性
作为一种快速、经济且可靠的材料成型方法,堆焊已经应用于制造、修复因磨损或腐蚀而失效机械零件的表面合金层,主要采用药皮焊条、实心焊丝和药芯焊丝进行焊接[1-3],其中药芯焊丝熔敷效率高而备受企业青睐。近年来,随着逆变电源等先进技术相继推广采用,药芯焊丝自保护明弧焊以中间焊道无需清渣、可连续进行堆焊生产的优点而逐渐为不少厂家所选用,用来制造、修复耐磨表面平整度要求不高的一些零件,如混凝土输送管、磨煤辊、水泥挤压辊等[4-6]。高铬合金因含有较多数量的自生碳化物,且耐腐蚀性良好,适合作为在大气潮湿环境服役下机械零件材料[7]。由于自保护明弧焊接时,高温熔滴、熔池直接与大气接触,致使焊缝冷却快,拘束应力大,易开裂,氧化物夹杂多,熔体流动性差,结果焊缝成形困难。鉴于SiC可增加铁基合金涂层的耐磨性[8,9],针对以上情况,在大量实验筛选的基础上,在药芯焊丝中加入适量SiC和B4C粉末,利用硼和硅的联合脱氧作用,改善熔体流动性,采用自保护明弧堆焊方式制备系列高铬合金,研究了SiC对其性能的影响。
1 实验
1.1 堆焊合金制备
药芯焊丝外皮采用H08A钢带,药芯由高碳铬铁(65%(质量分数,下同)Cr,8%C)、碳化硼(B4C)、碳化硅(SiC)、银片石墨(含碳量98%以上)、还原铁粉等粉末组成。所有药粉过60目筛后混合均匀,由药芯焊丝成型机YHZ-1轧制为φ4.5mm粗丝,逐步拉拔减径至φ3.2mm。
在160mm×75mm×20mm的Q235钢板上,药芯焊丝用逆变埋弧焊机MZ-1000自保护明弧堆焊一层连续平行三道焊缝,相邻焊缝宽度部分重叠50%,直流正接,电流500A,焊速50cm·min-1,空冷。所得焊缝成型美观,渣量极少,接近无渣,无气孔等缺陷,完全满足实用要求。磨平试样表面,HR-150洛氏硬度计测试硬度。保持药芯焊丝中组分总量不变,仅改变其中SiC质量分数,不足总额部分以还原铁粉补充,制备了1#(0%SiC),2#(2%SiC),3#(4%SiC),4#(6%SiC),5#(8%SiC),6#(10%SiC)与7#(12%SiC)试样,其成分范围为:Cr 11%~13%,C 2.2%~3.0%,Si 0.5%~2.4%,B 1.2%~1.5%。
1.2 显微组织与耐磨性分析
用DK7725型电火花线切割机在堆焊焊缝中间切取12mm×10mm×25mm的金相试样、57mm×25.5mm×6mm的耐磨性试样。金相试样经预磨、抛光后,4%硝酸酒精腐蚀,HFX-ⅡA型尼康金相显微镜观察试样显微组织,JSM-6360LV扫描电镜观察1#与6#试样显微组织形貌,并以附属电子能谱仪Oxford7854探测微区成分。采用抛光且未腐蚀的1#与6#试样作为D/MAX2550VB型X射线衍射仪分析样品。
耐磨试样采用MLS-23型湿砂橡胶轮式磨损实验机进行磨粒磨损实验,所加砝码质量为2.5kg,预磨1000r,称重M0,重复上述操作,称重M1,试样磨损失重ΔM=(M0-M1)。以1#试样作为参比,磨损系数ε=试样磨损失重/参比试样磨损失重。样磨损表面用丙酮清洗,吹干,JSM-6360LV扫描电镜观察其磨损形貌。
2 结果与分析
2.1 明弧高铬堆焊合金的显微组织
图1为明弧高铬堆焊合金的显微组织,图2为1#与6#试样的相组成分析XRD谱。由图可知,其基体组织由大量的铁素体、马氏体和少量奥氏体组成,硬质相包含 M23C6,M3(C,B),Si5C3,Fe4N,Fe2N 等相,其中 M代表Fe,Cr和Mn等合金元素。图1(a),(b)和图1(c)显示,当SiC加入量从0%增加到4%时,显微组织明显细化,残留奥氏体数量减少,共晶组织(α-Fe+M3(C,B))数量增加,如图1(b),(c)所示条状灰色体即为该共晶组织。
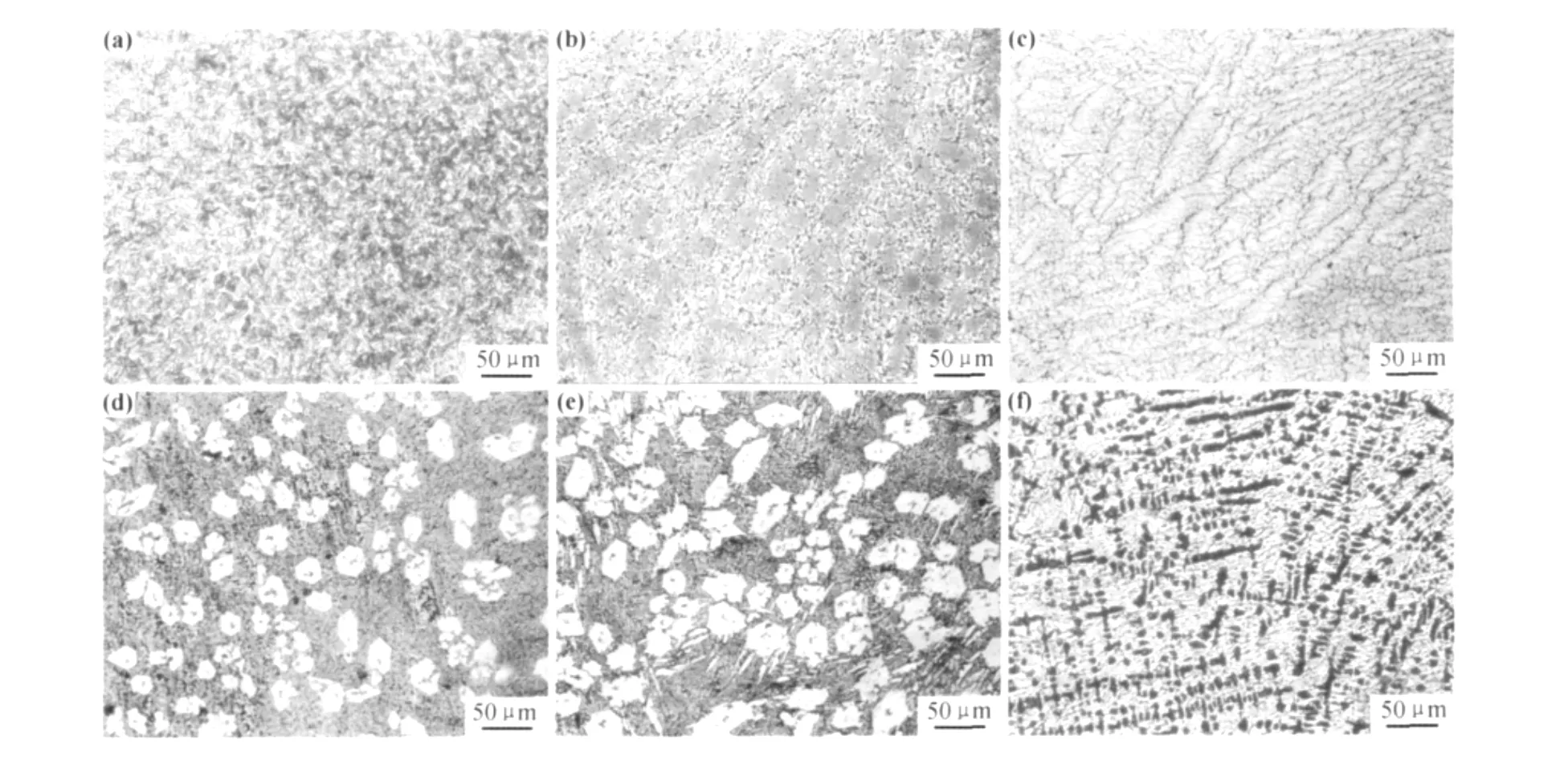
图1 明弧高铬堆焊合金的显微组织 (a)1#(0%SiC);(b)2#(2%SiC);(c)3#(4%SiC);(d)5#(8%SiC);(e)6#(10%SiC);(f)7#(12%SiC)Fig.1 Microstructure of open arc high chromium hardfacing alloys (a)1#(0%SiC);(b)2#(2%SiC);(c)3#(4%SiC);(d)5#(8%SiC);(e)6#(10%SiC);(f)7#(12%SiC)
图1(d)显示当SiC加入量增加至8%时,出现了10~30μm白色块状初生硬质相;当SiC含量达10%时,图1(e)显示该初生相体积分数提高,尺寸增加到25~40μm。结合图2(b)所示XRD分析结果可知,该初生相为M23C6,且其形态与文献[10]所示M23C6初生相一致。但当SiC加入量为12%时,初生M23C6相消失,如图1(f)所示。这表明,SiC显著影响明弧高铬堆焊合金的显微组织形态、尺寸、数量及其分布。
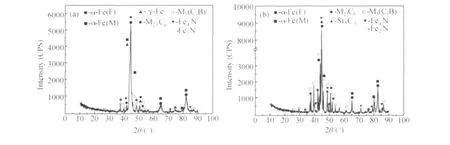
图2 明弧高铬堆焊合金的XRD谱 (a)1#(0%SiC);(b)6#(10%SiC)Fig.2 XRD patterns of open arc high chromium hardfacing alloys (a)1#(0%SiC);(b)6#(10%SiC)
药芯焊丝焊接时,电流集中于其低碳钢外皮,其外表部分优先熔化,药芯组分熔化滞后,这使得其中的高熔点颗粒组分在熔池金属凝固结晶前可处于未完全熔化态。SiC熔点为2600℃,在高温电弧作用下,颗粒熔化部分发生分解反应,即:SiC→Si+C,而未熔SiC颗粒则受热脱碳,即有:5SiC→Si5C3+2C。上述两种反应所产生的自由碳原子一部分被氧化,另一部分则使熔敷金属增碳。这些未熔的Si5C3颗粒可为熔池液态金属提供非均匀形核核心,从而导致显微组织细化,熔敷金属增碳则先导致共晶组织(α-Fe+M3(C,B))数量增加。当增碳量达到一定值时,熔池局部区域碳浓度满足M23C6形核要求,形成初生M23C6相,碳含量继续增加,M23C6形核长大的驱动力提高,从而使其尺寸增加。但如果SiC加入过量,因SiC分解所产生的增硅量,导致焊缝的石墨化倾向过大,反而抑制初生M23C6相形成,不利于改善耐磨性。
自保护明弧药芯焊丝无造渣剂,焊接时没有外加保护气体,这使熔滴、熔池均暴露于大气之中,发生如下反应:8Fe+N2→2Fe4N和4Fe+N2→2Fe2N。由于Fe4N,Fe2N常呈针状,使得焊缝硬度提高,但韧性下降。由图2可知,1#和6#试样的XRD谱未见明显的B4C相特征峰,这说明所加入的B4C粉末颗粒(熔点:2450℃)大部分已分解,所释放的自由硼原子与SiC分解出硅原子起到联合脱氧作用,其氧化物B2O3和SiO2复合为硅酸硼,可起到清除焊缝中氧化物的作用。但焊缝表面渣量极少,接近无渣这一现象反映出少量硅酸硼清除氧化物作用较为有限,更多应是B4C,SiC和石墨所提供自由碳原子起到脱氧作用,其氧化形成的CO和CO2气体在弧柱空间形成保护气氛,并增加了熔滴过渡的驱动力。
图3为明弧高铬堆焊合金的硬质相形貌。由图3(a)可知,1#试样的硬质相呈层片状分布,类似珠光体形态,即为(α-Fe+M3(C,B))共晶;基体则呈胞状,为初生相,但其腐蚀程度深浅不一,这表明其由多相构成。图3(b)显示6#试样的硬质相呈条状、不规则多边形及层片状,基体则分布于硬质相之间,主要由贫铬铁素体组成。

图3 明弧高铬堆焊合金的硬质相形貌 (a)1#(0%SiC);(b)6#(10%SiC)Fig.3 Hard phase morphologies of open arc high chromium hardfacing alloys (a)1#(0%SiC);(b)6#(10%SiC)
对图3(a)中A与B处进行EDS成分探测(因EDS对轻元素碳的探测结果误差过大,未列入),结果如下:A-Si 0.5,Cr 4.35,Mn 1.83;B-Cr 9.74,Mn 2.38。图3(b)EDS成分结果:A-Cr 24.13,Mn 1.64;B-Cr 11.98,Mn 1.30。
根据上述结果,可知铬主要富集于 M23C6,M3(C,B)等硬质中,而基体中含量偏少。考虑1#试样部分铬被腐蚀较多而产生的误差,并结合1#和6#试样面扫描结果,可知1#试样的铬含量低于6#试样,但二者药芯焊丝中高碳铬铁含量相同,这表明加入SiC组分,可加强对熔敷金属的保护作用,从而提高铬的过渡系数。
2.2 明弧高铬堆焊合金的耐磨性

图4 SiC对明弧高铬堆焊合金硬度及磨损系数ε的影响Fig.4 Effect of SiC content on the hardness and wear rateεof hardfacing alloys
图4为药芯焊丝中SiC含量对其自保护明弧堆焊合金硬度及磨损系数ε的影响曲线。由此可知,随SiC含量增加,其硬度和磨损系数ε的变化趋势并不一致。其硬度随SiC加入而增加,当加入量为10%时,硬度最高,达到63.1HRC,但继续增加SiC,硬度下降。而磨损系数ε则先增加,然后下降,当SiC加入量8%时,ε最小,耐磨性最好;再增加SiC含量,ε增加,耐磨性下降。
当SiC为2%时,因 M3(C,B)等组织细小,与0%SiC时试样的网状结构碳化物耐磨骨架相比,不能有效阻碍磨粒的显微切削运动,因而磨损失重最大。4%SiC试样中的共晶组织(α-Fe+M3(C,B))绝对数量比2%SiC时增加而使其耐磨性提高。当SiC含量为8%,均匀分布初生M23C6相可有效抵抗磨料的显微切削,因而磨损失重最小,但10%SiC时,耐磨性较8%SiC时下降,这与其初生 M23C6相周围共晶(α-Fe+M3(C,B))数量增加而使焊缝变脆有关。12%SiC时,过高的硅含量抑制初生M23C6相生成,这使其耐磨性下降。上述结果表明,适量的SiC能有效提高自保护明弧高铬堆焊合金的耐磨性,也说明硬质相形态、尺寸、数量及其分布显著影响堆焊合金的耐磨性。
磨粒磨损按照磨料对材料的力学作用特点可分为:凿削、研磨和刮伤等[11]。由图5所示明弧高铬堆焊合金的磨损形貌可以看出,1#磨粒微切削沟槽明显,属于凿削磨料磨损;6#试样切削沟槽少,表面有残留磨损坑,这表明其包含刮伤和凿削两种磨料磨损。上述结果表明,因1#和6#的显微组织不同,使得磨粒作用于表面的力学特点产生了变化。
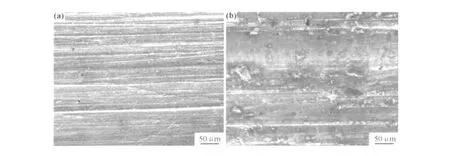
图5 明弧高铬堆焊合金的磨损形貌 (a)1#(0%SiC);(b)6#(10%SiC)Fig.5 Worn morphology of open arc high chromium hardfacing alloys (a)1#(0%SiC);(b)6#(10%SiC)
1#试样基体呈胞状分布,硬质相呈层片状分布,且尺寸小,二者均对磨粒压入合金表面及阻碍其微切削运动阻力小,导致其磨损失重大。6#试样含有粗大的初生M23C6碳化物,其基体分布于硬质相之间,阻碍磨粒压入合金表面作用大,同时初生M23C6可有效阻碍磨粒的微切削运动,因而其磨损失重小,图4显示其磨损失重仅为1#试样的0.47,具有良好的耐磨性。
3 结论
(1)SiC显著影响明弧高铬堆焊合金的显微组织形态、尺寸、数量及分布而改变其耐磨性。随着药芯焊丝中SiC含量不断增加,首先使残留奥氏体减少,共晶组织(α-Fe+M3(C,B))数量增加,耐磨性下降;继而出现了初生M23C6碳化物而改善耐磨性;但加入过量,焊缝石墨化倾向增加,反而抑制初生M23C6碳化物形成而不利于耐磨性。
(2)随着SiC加入增加,其明弧高铬堆焊合金磨损方式从凿削为主转变为刮伤和凿削两种磨损方式共存。
[1] 周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1995.165-180.
[2] 王清宝,王智慧,李世敏.Fe-Cr-C系高碳耐磨堆焊合金组织及性能[J].焊接学报,2004,25(6):119-123.
[3] 龚建勋,李煌,肖逸锋,等.Fe-C-Cr-V-B系高铬堆焊合金的显微组织及耐磨性[J].材料工程,2009,(5):22-25.
[4] YU P,PAN C,XUE J.Effect of aluminum on microstructure and mechanical properties of self-shielded flux cored welds in low carbon steel plate[J].Materials Science and Technology,2005,21(8):948-954.
[5] 曹朝霞,丁振波,王东.磨煤辊明弧堆焊修复技术[J].铸造技术,2009,30(3):432-434.
[6] 魏建军,潘健,黄智泉,等.耐磨堆焊材料在我国水泥工业中的应用[J].中国表面工程,2006,19(3):9-13.
[7] WU Xiao-jun,XING Jian-dong,FU Han-guang,et al.Effect of titanium on the morphology of primary M7C3carbides in hypereutectic high chromium white iron[J].Materials Science and Engineering A,2007,457(1-2):180-185.
[8] RAMESHA C S,SRINIVAS C K,CHANNABASAPPAC B H.Abrasive wear behaviour of laser sintered iron-SiC composites[J].Wear,2009,267(7):1777-1783.
[9] GUO Mian-huan,LIU Ai-guo,ZHAO Min-hai,et al.Microstructure and wear resistance of low carbon steel surface strengthened by plasma melt injection of SiC particles[J].Surface &Coatings Technology,2008,202(16):4041-4046.
[10] FAN C,CHEN M C,CHANG C M,et al.Microstructure change caused by(Cr,Fe)23C6carbides in high chromium Fe-Cr-C hardfacing alloys[J].Surface & Coatings Technology,2006,201(3):908-912.
[11] 陈华辉,邢建东,李卫.耐磨材料应用手册[M].北京:机械工业出版社,2006.
The Effect of SiC on the Properties of Self-shielded Open Arc High Chromium Hardfacing Alloys
TANG Tian-shun,GONG Jian-xun,XIAO Yi-feng,LU De-bin
(School of Mechanical Engineering,Xiangtan University,Xiangtan 411105,Hunan,China)
A series of high chromium alloys were prepared by the method of self-shielded open arc fluxcored wire hardfacing with varying SiC content.The effect of SiC on the properties was investigated by optical microscopy(OM),X-ray diffraction(XRD),scanning electron microscopy(SEM)and wet sand rubber wear tests.The results show that SiC has a significant effect on the shape,the size,the volume fraction and the distribution of the microstructure.With the addition of 0%-4% (mass fraction,the same below)SiC into a flux-core wire,the grains were refined and the volume fraction of the eutectic(α-Fe+M3(C,B))increased,which made abrasion resistance descended.As SiC content rose up to 8%,the primary M23C6grains appeared and the abrasion resistance was improved.But when it was higher than 12%,excessive Si atoms provided by the decomposition of SiC can inversely intensify the graphitization tendency of weld beads,which inhibited the formation of primary M23C6phases.The analysis of worn morphology indicates that the wear mode of material removal changes from the dominant clipping to the combined scoring and clipping with the increasing addition of SiC powders.
open arc;self-shielded;hardfacing;flux-cored wire;abrasion resistance
TG422.1
A
1001-4381(2011)10-0061-05
湖南省自然科学基金委员会和湘潭市政府自然科学联合基金资助项目(11JJ9015);湘潭大学科研启动基金资助项目(09QDZ16)
2011-01-19;
2011-07-15
唐天顺 (1986-),男,硕士生,从事材料表面工程方向的研究,E-mail:scorpio1018@126.com
龚建勋,联系地址:湖南省湘潭市湘潭大学机械工程学院(411105),E-mail:gong309@tom.com
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油沥青(2022年3期)2022-08-26
石材(2022年3期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
石材(2020年11期)2021-01-08
石油沥青(2019年2期)2019-04-28
焊接(2016年10期)2016-02-27
橡胶工业(2015年8期)2015-07-29
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
