
TiNi形状记忆合金/不锈钢异种材料激光焊研究
2011-10-30 07:25李洪梅孙大千王文权殷世强
材料工程 2011年10期
李洪梅,孙大千,董 鹏,王文权,殷世强
(吉林大学 材料科学与工程学院 汽车材料教育部重点实验室,长春130025)
TiNi形状记忆合金/不锈钢异种材料激光焊研究
李洪梅,孙大千,董 鹏,王文权,殷世强
(吉林大学 材料科学与工程学院 汽车材料教育部重点实验室,长春130025)
采用纯镍中间夹层和激光焊技术,连接TiNi形状记忆合金丝和不锈钢丝异种材料。对比分析了加镍夹层与未加镍夹层的激光焊接头的组织和性能。结果表明,与未加镍夹层的接头相比,加镍夹层的接头组织和性能得到明显改善,接头组织中γ-Fe相含量增加,TiFe2,TiCr2等金属间化合物相含量减少,焊缝区硬度明显降低,接头抗拉强度提高。未加镍夹层的接头的抗拉强度仅为187MPa,断口呈现典型的脆性断裂特征。加镍夹层后,接头抗拉强度提高至372MPa,断口具有脆-韧混合型断裂特征。
激光焊;TiNi形状记忆合金;不锈钢;微观组织;力学性能
TiNi形状记忆合金(Shape Memory Alloy,SMA)是一种新型功能材料,它具有独特的形状记忆效应和超弹性及优良的抗腐蚀性、生物相容性,在航空航天,原子能,海洋开发,仪器仪表,家用电器以及医疗器械领域获得了广泛的应用[1-3]。随着科学技术的进步和现代工业的发展,现代社会(特别是高科技领域)对产品性能提出了更高、更苛刻的要求。单一的TiNi形状记忆合金很难同时满足产品不同部位对使用性能的要求。TiNi形状记忆合金与其他异种材料的连接是解决这一问题的主要对策。但是,由于缺乏TiNi形状记忆合金与其他异种材料焊接理论和焊接技术的研究,无法获得满足使用性能要求的TiNi形状记忆合金异种材料焊接接头,这在一定程度上制约了TiNi形状记忆合金的更广泛应用。因此,开展TiNi形状记忆合金/不锈钢异种材料激光焊研究,有利于促进TiNi形状记忆合金与其他异种材料焊接技术的发展。
由于TiNi合金与不锈钢在物理和化学性能方面存在较大差异[4],直接对焊易在焊缝区形成大量的金属间化合物,严重恶化接头的力学性能[5-7]。通过焊接材料添加合适的合金元素是改善焊缝组织及接头力学性能的有效途径。本研究采用纯镍中间夹层作为焊接材料实现TiNi合金/不锈钢激光焊接。选择镍焊接材料的依据主要有以下几点:(1)根据 Fe-Ni,Cr-Ni,Ti-Ni二元相图[8-10],Ni与不锈钢中的Fe,Cr及 TiNi合金中的Ti在液相无限互溶,在固相有限互溶,且Ti在Ni中具有较大的溶解度,有利于改善激光熔焊的结合性能和接头的力学性能;(2)Ni是一个奥氏体形成元素,有利于增加焊缝金属的γ-Fe量,改善接头的力学性能;(3)镍的线膨胀系数处于TiNi合金和不锈钢线膨胀系数之间,有利于缓解异种材料焊接接头的残余应力;(4)镍具有较高的塑性及变形能力,有助于改善接头的脆性;(5)镍的耐腐蚀性较好,对异质接头的耐腐蚀性影响较小。
本研究对比分析了加镍中间夹层和不加镍中间夹层的TiNi合金/不锈钢异种材料激光焊接头微观组织与力学性能特点。
1 实验材料与方法
实验采用TiNi形状记忆合金丝和奥氏体不锈钢丝作为母材,两种丝的截面尺寸均为φ0.48mm×0.64mm,长度为30mm。TiNi合金丝的化学成分为50.20Ti-49.80Ni(原子分数/%)。奥氏体不锈钢丝的化学成分为 Fe-0.05C-0.8Si-1.9Mn-17.5Cr-9Ni(质量分数/%,下同)。实验采用厚度为50μm的纯镍箔作为焊接材料,将其置于TiNi合金丝与不锈钢丝的界面处(中间夹层)。TiNi合金/不锈钢焊接采用JHM-1GY-300B型YAG激光焊接机。焊前将TiNi合金丝和不锈钢丝待焊端部分别用800#,1200#,2000#砂纸磨平,用丙酮去除丝材试样表面的油脂,用 HF+HNO3的混合溶液去除试样表面的氧化膜,而后清水冲洗吹干。将处理后的TiNi合金丝、不锈钢丝装在自制的夹具上。由于本研究为细丝激光熔焊,焊接试验选用激光单脉冲法,焊接过程中采用氩气保护。脉冲频率为1HZ,光斑直径为φ0.3mm,单脉冲能量为7.2J,脉冲宽度为10ms。图1为加镍夹层和未加镍夹层激光焊示意图。
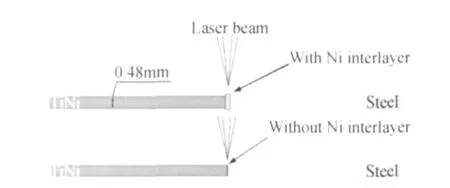
图1 激光焊示意图Fig.1 Schematic diagram of laser welding
采用激光共聚焦扫描显微镜(CLSM),扫描电镜(SEM)研究接头的微观组织和断口形貌;用能谱仪(EDS)研究接头成分分布特点;采用微区X射线衍射仪(micro-XRD)分析接头的相组成。焊接接头的显微硬度测试在 MH-3型显微硬度计上进行,加载力为200g,作用时间为5s。在室温下采用MTS810型拉伸试验机对接头试样进行拉伸试验,拉伸速率为0.2mm/min,重复3次。
2 实验结果与讨论
2.1 接头微观组织

图2 接头低倍组织结构照片及EDS线扫描分析结果 (a),(b)未加镍夹层;(c),(d)加镍夹层Fig.2 Macrostructures and EDS line scans of joints (a),(b)without Ni interlayer;(c),(d)with Ni interlayer
图2为未加镍中间夹层和加镍中间夹层的TiNi合金/不锈钢激光焊接头的低倍组织照片及EDS线扫描分析结果。从图2(a),(c)中可看出,接头熔合良好,无未焊透及未熔合缺陷。在激光焊缝区可看到由液态金属流动引起的旋涡状特征。由EDS线扫描分析结果可知(图2(b),(d)),焊缝区成分分布是不均匀的,这意味着焊缝区的组织分布也是不均匀的。这主要是由于激光焊极快的加热和冷却速度影响异种材料焊接熔池的成分均匀化过程,因而导致焊接区化学成分分布的不均匀性。根据焊缝金属的颜色差异可分为白色区、灰色区和黑色区。其中白色区含有较多的Fe,Cr元素,黑色区含有较多的Ti,Ni元素。对比图2(b),(d)发现,与未加镍夹层的焊缝区相比,加镍夹层的焊缝区的含Ti量明显降低,含Ni量提高。能谱分析表明,加镍夹层的焊缝区含Ti量由未加镍夹层的22.37%下降至9.95%,而 Ni含量由32.13%增加至47.25%。镍中间层对焊缝化学成分的上述影响不仅归因于焊缝中加入了更多的Ni元素,而且也与TiNi合金、不锈钢母材的熔合比降低有关。
图3(a),(b)分别为对应于图2(a),(c)焊缝中部的高倍像。由图可见,焊缝金属主要为树枝晶结构。未加镍夹层的焊缝区存在微裂纹缺陷(见图3(a)),而加镍夹层的焊缝区得到明显的改善,未发现裂纹缺陷(见图3(b))。这主要是由于TiNi合金与不锈钢的线膨胀系数相差较大,直接对焊容易产生较大的焊接应力,从而易于产生裂纹。此外,由Ti-Fe二元相图可知[11],Fe与 Ti的溶解度很低,Fe在α-Ti中的最大溶解度为0.047%(700℃),而 Ti在γ-Fe中的最大溶解度为0.93%(1150℃),因此Fe与Ti极易形成金属间化合物(TiFe2,TiFe),使焊缝严重脆化,在焊接应力的作用下易产生裂纹。而纯镍的线膨胀系数处于二者之间且Ti在Ni中溶解度较大,有利于缓解接头焊接应力,一定程度上抑制了裂纹的产生。
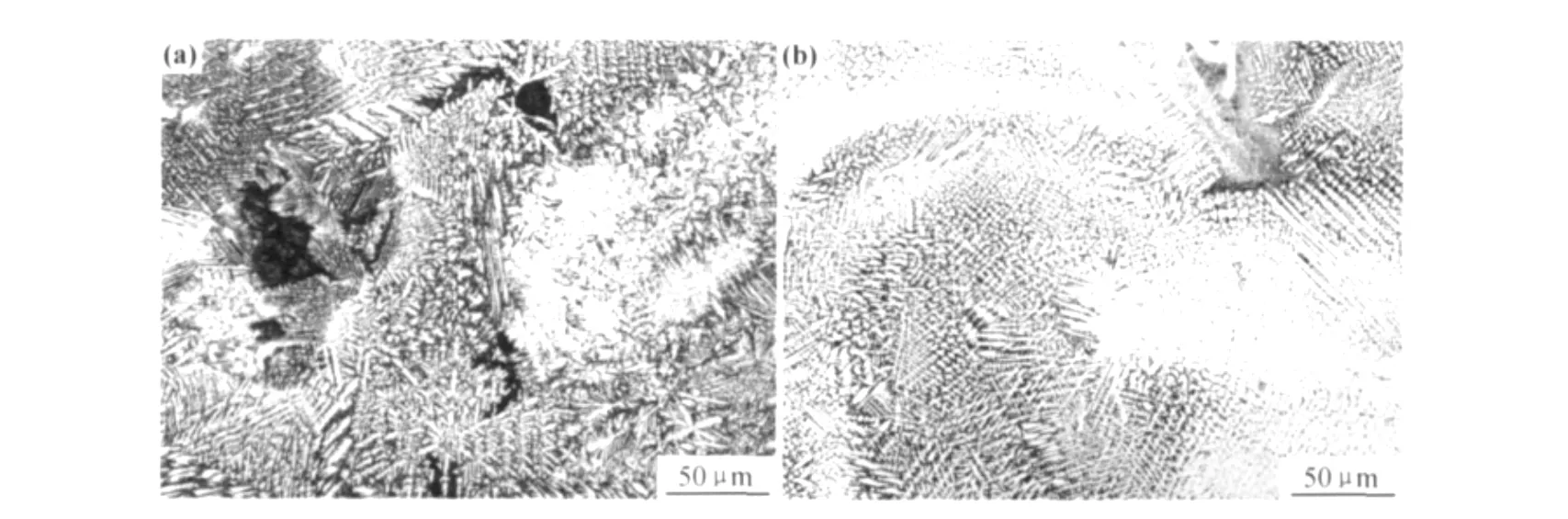
图3 焊缝区微观组织 (a)未加镍夹层;(b)加镍夹层Fig.3 Microstructures of weld zones with and without Ni interlayer (a)without Ni interlayer;(b)with Ni interlayer
图4(a),(b)为未加镍夹层的焊缝两侧熔合区的微观组织,图4(c),(d)为加镍夹层的两侧熔合区微观组织。从图中可以看出,TiNi合金侧存在一定宽度的黑色结晶层(见图4(a),(c))。加镍夹层使结晶层宽度明显减少。分别在未加镍夹层和加镍夹层的TiNi合金侧结晶层处取两点进行能谱分析,如表1所示。结果显示黑色结晶层含有大量的Ti,Ni元素和少量的Fe,Cr元素。根据Fe-Ni-Ti三元相图可知[12],黑色结晶层的相组成主要为TiFe2+B2+TiNi3。因此,TiNi合金侧熔合区的黑色结晶层可能为金属间化合物层。这意味着TiNi合金侧熔合区将成为接头的薄弱地带。由图4(b),(d)可见,不锈钢侧熔合区具有联生结晶的特点,熔合区主要为胞状晶和胞状树枝晶。加镍夹层,熔合区的胞状晶区宽度有增加的趋势。这主要是由于加入镍夹层使熔合区的Ti含量降低一定程度上抑制了成分过冷的增大,因而导致胞状晶区的宽度增加。
图5为未加镍夹层和加镍夹层激光焊焊缝的XRD衍射分析结果。由图可见,二者均含有γ-Fe,B2,TiFe2,TiCr2,TiNi3和Ti2Ni相。加镍夹层的焊缝金属γ-Fe相衍射峰明显增强,TiFe2,TiCr2等金属间化合物衍射峰有减弱的趋势,并出现镍基固溶体衍射峰(见图5(b))。这意味着焊缝金属γ-Fe相增加,TiFe2,TiCr2等金属间化合物减少。镍夹层对焊缝金属相组成的影响主要归因于焊缝金属化学成分的变化。Ni是一个奥氏体形成元素。加入镍夹层,焊缝金属的Ni含量增加,因而促进了焊缝金属中γ-Fe相的形成。焊缝中的Ti,Fe,Cr元素主要来源于熔化的TiNi合金、不锈钢母材。加入镍夹层,TiNi合金、不锈钢母材熔合比降低,使进入焊接熔池的Ti,Fe,Cr元素减少,这是焊缝中TiFe2,TiCr2等金属间化合物减少的主要原因。由于γ-Fe相具有较高的塑性,焊缝金属中γ-Fe相增多、金属间化合物减少将有利于改善激光焊接头的力学性能。
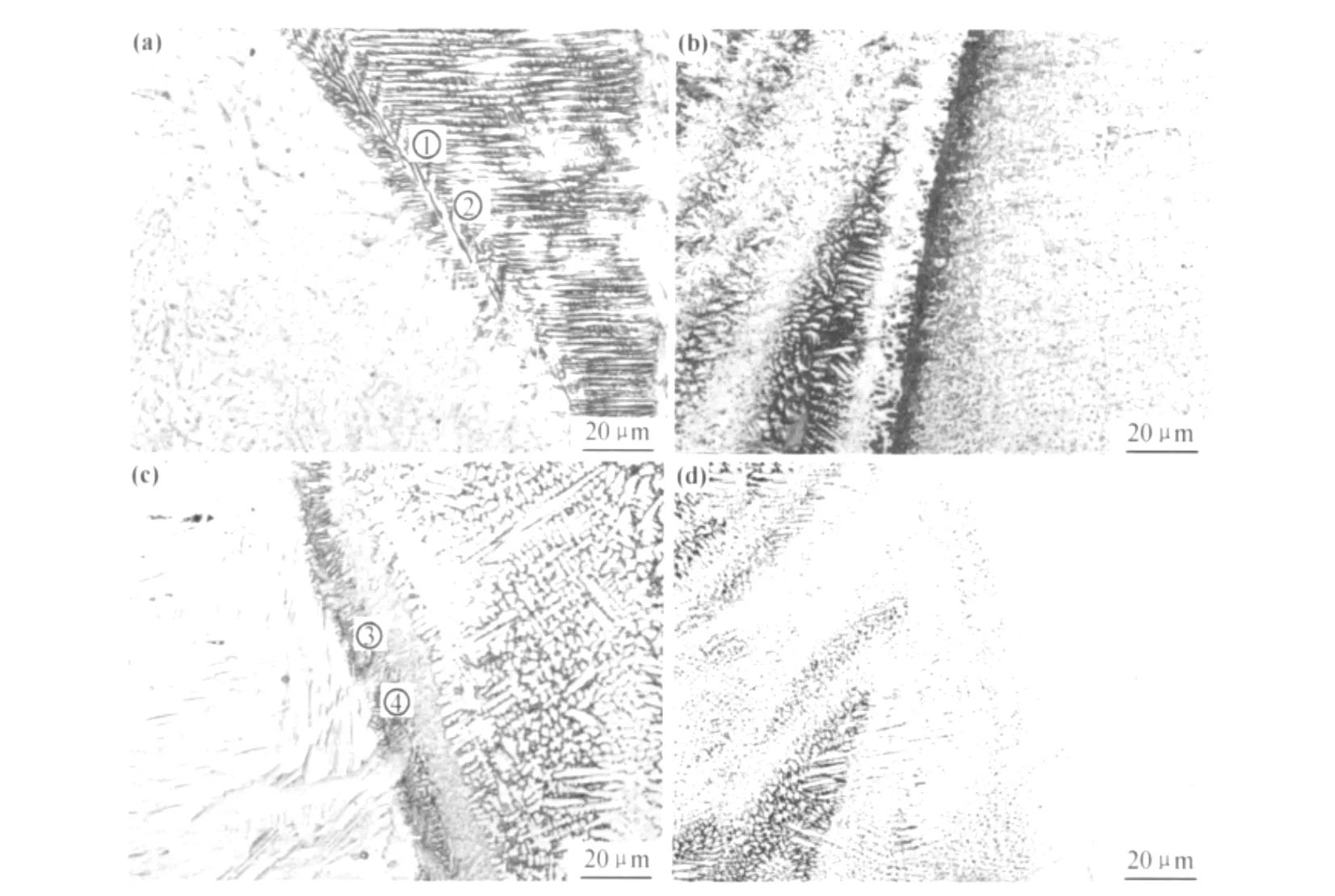
图4 熔合区的微观组织 (a),(c)TiNi合金侧;(b),(d)不锈钢侧Fig.4 Microstructures of the fusion zones of both joints(a),(c)TiNi alloy side;(b),(d)stainless steel side

表1 TiNi合金侧熔合区能谱分析结果(质量分数/%)Table 1 EDS analysis results of fusion zone for TiNi alloy side(mass fraction/%)
2.2 接头力学性能
图6为未加镍夹层和加镍夹层的接头硬度分布曲线。从图中可以看出,与未加镍夹层的焊缝区硬度相比,加镍夹层的焊缝区硬度明显降低,这主要归因于焊缝区γ-Fe相增加和TiFe2,TiCr2等金属间化合物减少;焊缝区最高硬度值出现在TiNi侧熔合区,主要与该区形成大量的金属间化合物有关。

图5 焊缝XRD分析结果 (a)未加镍夹层;(b)加镍夹层Fig.5 XRD analysis of welds (a)without Ni interlayer;(b)with Ni interlayer
图7为未加镍夹层和加镍夹层的激光焊接头的应力-应变曲线。由图可见,与未加镍夹层的接头相比,加镍夹层的激光焊接头断裂应力和应变得到明显的提高,接头断裂应力和应变分别达372MPa和4.4%,高于应力诱发马氏体相变产生的屈服应力。而未加镍夹层的激光焊接头在拉伸过程中未达到屈服应力便发生断裂,断裂应力仅为187MPa,应变仅为0.5%。加镍夹层后应力应变的变化主要归因于焊缝区γ-Fe相增加和金属间化合物的降低。接头断裂主要发生在Ti-Ni合金侧熔合区处(见图8),这进一步证明TiNi合金熔合区为接头的薄弱地带,主要由于该区生成大量的金属间化合物,在拉伸过程中裂纹易于在该处萌生并扩展。研究表明,镍夹层对接头的断口形貌也具有明显的影响(见图9)。未加镍夹层的接头断裂表面呈现脆性断裂特征,断口表面可看到气孔和裂纹缺陷(见图9(a))。加镍夹层的接头断口局部出现韧窝等塑性变形特征,具有韧-脆混合断裂特征(见图9(b))。


图8 加镍夹层的接头断裂位置Fig.8 Fracture site of the joint with Ni interlayer

图9 接头断口形貌 (a)未加镍夹层;(b)加镍夹层Fig.9 Fracture surface morphologies of joints (a)without Ni interlayer;(b)with Ni interlayer
3 结论
(1)采用纯镍中间夹层可实现TiNi合金/不锈钢丝激光焊接,并对接头微观组织具有明显的改善作用。加镍夹层的焊缝区组织为树枝晶结构,无裂纹缺陷。焊缝金属主要由γ-Fe,B2,TiFe2,TiCr2,TiNi3和Ti2Ni相组成。与未加镍夹层的焊缝金属相比,加镍中间层的焊缝区γ-Fe相增加,TiFe2,TiCr2等金属间化合物减少;熔合区金属间化合物层宽度减少。
(2)与未加镍夹层的接头相比,加镍夹层的焊缝区硬度明显降低;接头断裂强度和应变明显增加,分别达372MPa和4.4%。接头断裂于TiNi合金侧熔合区,断口呈现韧窝等塑性变形特征。
[1] 赵连城,蔡伟,郑玉峰.合金的形状记忆效应与超弹性[M].北京:国防工业出版社,2002.
[2] OTSUKA K,WAYMAN C M.Shape memory materials[M].Cambridge:Cambridge University Press,1998.
[3] THOMPSON S A.An overview of nickel-titanium alloys used in dentistry[J].International Endodonic Journal,2000,33(4):297-310.
[4] 汪应玲,李红,栗卓新,等.TiNi形状记忆合金与不锈钢瞬间液相扩散焊工艺研究[J].材料工程,2008,(9):48-51.
[5] LI M G,SUN D Q,QIU X M,et al.Microstructures and properties of capacitor discharge welding joint of TiNi shape memory alloy and stainless steel[J].China Welding,2005,14(2):95-100.
[6] GUGEL H,SCHUERMANN A,THEISEN W.Laser welding of NiTi wires[J].Materials Science and Engineering A,2008,481-482:668-671.
[7] 李洪梅,孙大千,王文权,等.激光光斑位置对TiNi SMA与不锈钢激光焊接头组织与性能的影响[J].材料科学与工艺,2009,17(增刊1):143-147.
[8] SWARTZENDRUBER L J,ITKIN V P,ALCOCK C B.The Fe-Ni(iron-nickel)system [J].Journal of Phase Equilibria,1991,12(3):288-312.
[9] NASH P.The Cr-Ni(chromium-nickel)system [J].Journal of Phase Equilibria,1986,7(5):446-476.
[10] TAM B.Micro-welding of Nitinol shape memory alloy [D].Waterloo:Univ of Waterloo,2010.
[11] MURRAY J L.The Fe-Ti(iron-titanium)system [J].Journal of Phase Equilibria,1981,2(3):320-334.
[12] RAGHZVAN V.Fe-Ni-Ti(iron-nickel-titanium)[J].Journal of Phase Equilibria and Diffusion,2010,31(2):186-189.
Study on Laser Welding of Dissimilar Materials Between TiNi Shape Memory Alloy/Stainless Steel
LI Hong-mei,SUN Da-qian,DONG Peng,WANG Wen-quan,YIN Shi-qiang
(Key Laboratory of Automobile Materials,School of Materials Science and Engineering,Jilin University,Changchun 130025,China)
TiNi shape memory alloy and stainless steel wires were butt joined by laser welding with pure Ni interlayer.Microstructures and properties of joints with and without Ni interlayer were analyzed and discussed.The results showed that microstructures and properties of the joint with Ni interlayer were improved significantly compared with the joint without Ni interlayer.Moreγ-Fe phase and less intermetallic compounds such as TiFe2,TiCr2were formed in the joint with Ni interlayer,which led to the decrease of weld microhardness and increase of joint strength.The joint strength without Ni interlayer was only 187MPa and the corresponding fracture surface exhibited a typical brittle feature.Using the Ni interlayer elevated joint strength to 372MPa and changed the joint fracture mode from pure brittle feature to mixture of cleavage and dimples.
laser welding;TiNi shape memory alloy;stainless steel;microstructure;mechanical property
TG456.7
A
1001-4381(2011)10-0047-05
国家自然科学基金资助项目(50975112)
2011-02-15;
2011-06-10
李洪梅(1982-),女,博士,工程师,主要从事先进材料连接的研究工作,联系地址:吉林大学材料科学与工程学院(130025),E-mail:lihongmei@jlu.edu.cn
猜你喜欢
建材发展导向(2021年11期)2021-07-28
舰船科学技术(2021年12期)2021-03-29
重型机械(2020年3期)2020-08-24
科学技术创新(2020年21期)2020-01-06
心肺血管病杂志(2019年9期)2019-12-09
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
癌症进展(2016年10期)2016-03-20
焊接(2016年1期)2016-02-27
中国工程咨询(2015年8期)2015-02-16
噪声与振动控制(2015年4期)2015-01-01
