
纵切钢卷宽高比研究及应用
2011-10-20 02:02上海宝钢股份公司热轧精整分厂韩永健
河南科技 2011年18期
上海宝钢股份公司热轧精整分厂 韩永健
纵切钢卷宽高比研究及应用
上海宝钢股份公司热轧精整分厂 韩永健
某热轧厂一精整分厂的纵切线,是拥有纵切开条和分切重卷等功能的多用途卷线机组。随着公司一体化进程的推进,纵切开条卷在内部供料中的比重逐步攀升,同时也带来了新的生产要求,即要求纵切后单条单独成捆包,这给纵切生产带来了成品储运的倾翻问题。本文,笔者通过研究物体倾翻原理,结合现实情况确定钢卷宽高比,并按照用户的不同需求,确定解决纵切带储运倾翻问题的生产组织方案。
一、物体倾翻原理
根据物理学原理,一个物体或一个系统要想保持平衡状态,就必须满足物理学的守恒原则,即共点力作用下的平衡(静止或匀速运动),则有∑F=0;有固定转动轴物体的平衡,则有∑M=0;物体既没有固定转动轴,又不是受共点力作用,而要保持平衡,则有∑F=0 和∑M=0。
当物体处在斜面时,要保持其静态平衡,则要满足∑F=0。根据力学分解图(图1)所示,支撑力N和重力G的合力应该同静摩擦力大小相等,而方向相反,即 f′=G sinα= f。而N= G cosα,又有f=μN ,所以最后得到μ=tgα。由于tgα在0~90°间为单调递增函数,所以只要静摩擦系数μ大于或等于tgα,斜面上的物体就处于静态平衡状态。
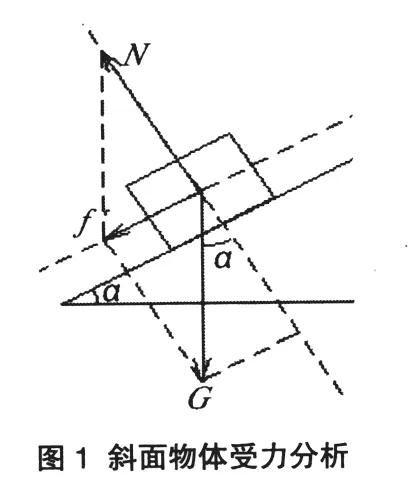
当倾斜面角度增大时,单调递增函数tgα也增大。当tgα大于静摩擦系数μ时,斜面上物体的静态平衡状态被打破,物体开始下滑。由于动态的摩擦系数要小于静摩擦系数,所以打破静态平衡状态的物体处于匀加速下滑状态。
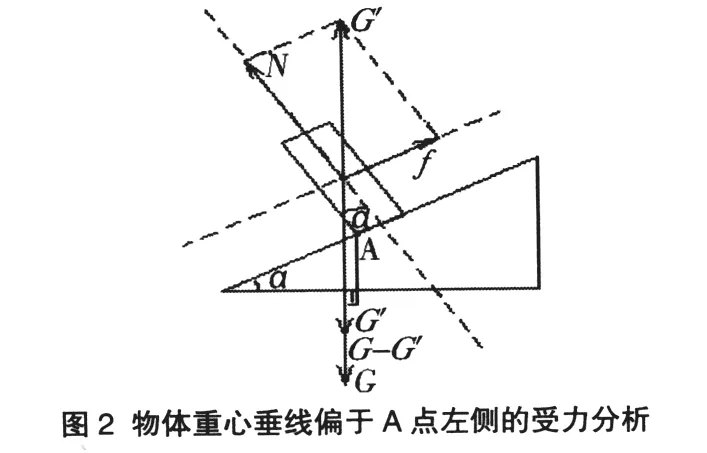
在斜面上的物体被打破静态平衡状态,处于匀加速下滑状态时,∑F≠0,重力G已大于支撑力N和动摩擦力f的合力G ′,也就是说,在重心垂线方向上有一大小为G-G ′、方向向下的合力。如果此时重心垂线偏于物体几何形状之外,即如图2所示的偏于A点的左侧,则∑M=(G-G ′)L≠0,物体绕A点发生逆时针旋转而引发倾翻。如果此时重心垂线没有偏于物体几何形状之外,则∑M=0,物体仍处于匀加速下滑状态。
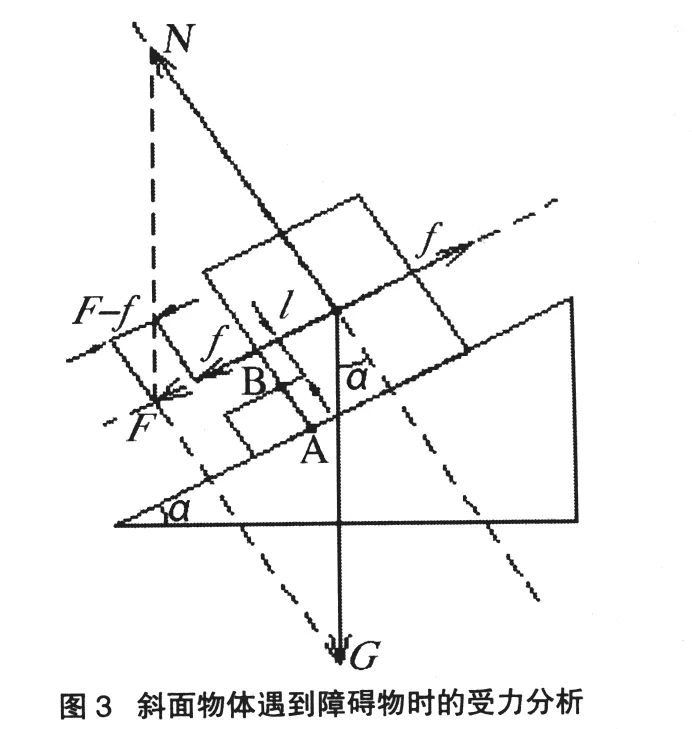
虽然重心垂线没有偏于物体几何形状之外时,物体可以保持匀加速下滑状态。但如果此时遇到障碍物,则有两种情况发生。如图3所示,障碍物高度低于重心L,此时重力G和支撑力N的合力F大于动摩擦力f,则∑M=(F-f)L≠0,物体绕B点发生逆时针旋转而发生倾翻。 障碍物高度高于重心,则∑M=0,物体不倾翻,但可能发生其他运动(如停止、减速或者冲量过大而反向运动等)。
一个静态的简单倾翻过程,就是物体发生倾斜至arctgμ角度以上,静态平衡被打破,物体加速下滑,最后发生倾翻。
纵切生产的成品钢卷是一个几何形状规则的匀质物体,所以其重心处于几何形状的中心位置。根据前面的力学分析,当倾斜角度大于arctgμ角度时,物体静态平衡被打破,就有倾翻的可能,关键看这时的∑M是否为0。所以,笔者以打破平衡状态的临界角度arctgμ为倾翻临界点,来确定钢卷的宽高比。钢与钢的静摩擦系数为0.7,结合图1和图2,临界点的宽高比就等于tgα,也就是静摩擦系数μ,所以钢卷的宽高比为7∶10 。
二、宽高比应用
1. 冷轧薄板用料。冷轧薄板厂的用料(磁屏蔽用钢和荫罩带钢)规格通常为2.5×700L,由于有活套的限制,其带钢长度希望在300m以上。以300m为例,通过质量公式m=ρν,计算得到捆包单重重量应该在4.2t以上,外径在1 120mm以上。这样就不能满足宽高比7∶10的要求。
结合实际,笔者从下工序需求出发,取保证下工序要求的最低界限,这样可尽量减小可能发生倾翻时∑M值。那么,即使在达到倾翻界限时,由于还有装车时固定绳索提供的外力,∑M值还是能保证在达到倾翻界限时,不会发生倾翻。
为了使一线操作人员能更加直观地操作,通常把投料板坯的质量限定在25t左右,精整只需按照两条两分切组织生产,也就是经过精整纵切后可形成4个捆包,这样除去切损等后,每个正品捆包重量在5t左右,即外径在1 180mm左右。
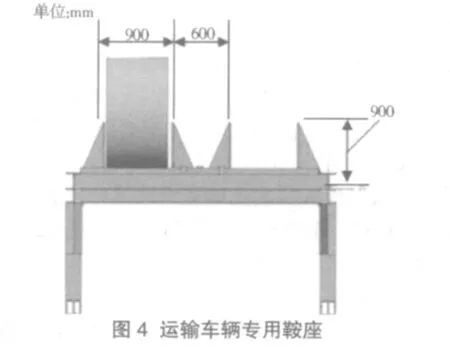
2. ERW用料。同样受到活套的限制,ERW希望使用大卷,即只开条不分切。为此,笔者设计了运输车辆专用鞍座,并在某内部运输车辆中使用专用鞍座结构。
由于ERW开条卷高度都会在1 800mm以下,所以如图4所示,当车辆发生倾斜而打破钢卷的平衡体系时,900mm高的鞍座壁可以给钢卷在摩擦力方向提供支撑力,保证了∑F=0。同时,900mm高的鞍座壁高出钢卷重心的高度,这样也保证了∑M=0。钢卷的平衡体系得到恢复,钢卷不发生倾翻。
三、结论
通过理论分析并结合现实情况,确定了钢卷的宽高比界限为7∶10。根据现状需求,把宽高比灵活应用于纵切生产实际中,确定了如下生产原则:冷轧薄板料,投料板坯在25t左右,纵切生产两条两分切;ERW料,纵切不分切,用专用器具运输。
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
煤矿机电(2020年6期)2020-12-28
生活用纸(2020年9期)2020-09-07
石油化工设备技术(2019年5期)2019-09-05
科学与财富(2018年30期)2018-12-28
课程教育研究·学法教法研究(2018年31期)2018-10-13
机械设计与制造(2018年7期)2018-07-19
课程教育研究·新教师教学(2016年15期)2017-04-12
固体火箭技术(2014年5期)2014-01-16
