
自学习热转印机控制系统设计
2011-10-09 09:45陆瑶成尤丽华
电子设计工程 2011年23期
陆瑶成,李 唐,尤丽华
(江南大学 机械工程学院,江苏 无锡 214122)
热转印刷是近年来新兴的一种印刷工艺,该工艺是将加热到适宜温度的标纸(载体)上的印刷好的图案通过转移印刷到被转印体[1]。由两部分配合完成印刷,一部分是预先印有图案的标纸,即转印纸,另一部分是有一定温度的压头。通过压头把转印纸压紧在被印刷物体的表面来完成转印工作。该技术成像好,防水防刮,制作速率快。随着热转印机的普及和质量好、形式多的转印纸的批量生产,转印成本大大降低。由于操作者对于与转印效果直接相关的转印温度、压紧时间、压紧力等因素很难把握,转印质量不高。笔者正是基于对影响因素的讨论,设计自学习的最优参数热转印控制系统。
1 热转印机工作原理
工作流程:将印刷物3放在静压头2上,根据田字光标指示完成定位;气缸9推动动压头6前进,转印纸5与印刷物3一同被压向温度为T的静压头2,压紧力为F,延时t时间后动压头随气缸退回,直流电机M驱动主动轮1旋转拖动转印纸带到达新的转印工位。
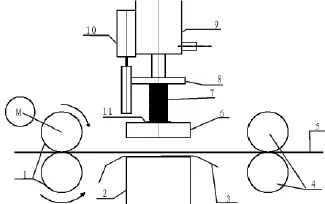
图1 系统原理图Fig.1 Principle of system
由于不同厂商生产的转印纸性能参数各异,每更换一种转印纸都需要转印工艺跟着改变。文献[2]和实验证明,对于给定的转印纸,转印温度T,压紧时间t,压紧力F是影响热转印质量的三大工艺因素。转印温度过低,转印材料与载体不易分离,造成印刷图案不完整。转印温度过高,转印材料部分融化,转印图案模糊、变形。压紧时间不够,转印材料导热不充分,同样造成印刷图案不完整。转印时间过长,一方面造成过分加热,使图案模糊,另一方面降低了生产效率。压紧力过小,有时会造成转印不充分。压紧力过大,会造成被印刷物体弹性过度变形,印刷表面收缩造成图案折皱成虎皮状。以往的手工转印是靠工人手持熨斗式压头把转印纸压在物体表面一段时间,揭开载体薄膜完成一次转印任务,三大工艺因素全靠工人的经验,印刷质量显然难以控制。后来出现的转印机能够替代工人完成自动转印工作,因为三大因素固定不变而只能转印专用的转印纸。因此需要设计一款控制系统能够随着转印纸的改变而输出相应的最优控制参数。
2 自学习控制方法
通过自学习的方法可以获得各种转印纸的最优工艺参数(转印温度T,压紧时间t,压紧力F)。按下自学习键进入系统的“自学习”状态,此时数码管显示当前纸号i,可以通过清零键和进纸键控制步进电机前进和后退,带动调压螺母上升或下降,以此来控制动压头的压紧力Fi;按光标键进入温度调节模式,通过清零键和进纸键来设定当前温度Ti;按光标键进入时间调节模式,通过运行键,进纸一个工位,压头压下,启动内部计时器ti,按自学习键,压头抬起。微控制器保存当前的电机步数、压头温度、内部计时器数据和转印纸号。若得到满意的转印效果,则自学习完成,若不满意,则重复上述过程。上述自学习过程可以把n组数据输入并保存在微控制器的存储器,程序运行时通过判断当前转印纸的种类,自动查表获得最佳的转印参数,驱动执行器即可达到最优控制。当某种转印纸被淘汰或者有更多的新品转印纸出现时,亦可以通过“自学习”功能修改相应组的参数。
当目标参数(Ti, ti, Fi)确定之后,就是如何实 现目标参数的要求。Ti的实现是本设计的关键,为了使温度达到设定值,必须采取闭环控制的方法。本控制系统采取经典PID控制算法,以设定值Ti作为目标值,以热电偶采集值Tc作为当前值,用Matlab模拟得到PID控制系数(此系数一经确定不再改变),来进行闭环控制。ti的实现可以通过软件延时或者定时器中断的方式,为了降低系统负担,设计采用定时器中断的方式。Fi的实现是通过步进电机驱动调压螺母到达指定位置处,给调压弹簧确定的预紧力。为了简化机械部件的复杂度,步进电机采用开环控制方式。
3 电路设计
电路设计需要完成如下的功能,直流电机驱动,纸带位置检测,步进电机驱动,气缸电磁阀驱动,热电阻驱动,印刷物定位光标驱动,气缸0位检测,温度采集,键盘,数码管显示,通讯。其中直流电机驱动、步进电机驱动、气缸电磁阀驱动、印刷件定位光标驱动合称为驱动模块,纸带位置检测、气缸0位检测、温度采集合称为采集模块,键盘、数码管显示合称为人机交互模块。系统硬件框图如图2所示。

图2 系统硬件框图Fig.2 Hardware block of system
3.1 微控制器(MCU)
根据控制要求,微处理器的控制任务量不大,用8位单片机可以达到处理速度与使用经济性的综合要求。本控制系统采用美国新华龙公司的8位单片机C8051F340。该单片机采用51内核,外设一路10位模数转换器,两路UART串口,内部集成128字节的RAM和64 k的flash程序存储器,2个8位和3个16位定时器[3]。程序存储区可以在线读写和擦除,便于“自学习”参数的自动存储。通用I/O口为32个。封装为TQFP-48。
3.2 温度采集
温度采集使用北京华夏日新公司的HX-RS系列铂电阻温度传感器,测温范围-50℃~350℃,A等级精度为±(0.15+0.002t),电路如图 3所示。

图3 温度采集电路Fig.3 Circuit of temperature acquisition
热敏电阻RS与电阻R1形成分压,当位于静压头内部的热敏电阻RS的阻值随着内胆温度变化而变化时,则传输给微处理器的电压值也相应地变化。因此,转印温度与传输给MCU的电压值一一对应,MCU通过A/D采样端口采集信号,根据不同的A/D转换得到当前温度值,与目标值比较作为PID控制的差值。
3.3 步进电机驱动
步进电机工作需要一定频率和电压的脉冲。本设计采用美国SGS-THOMSON公司的L297芯片来进行脉冲分配。步进电机驱动电路如图4所示。L297是一种硬件环分集成芯片,它可以产生4相驱动信号[4-5]。采用意法公司的L6203芯片来进行功率放大,额定驱动电流可以达到5 A[6]。本系统采用两相步进电机,驱动一个电机需要两片L6203。L297芯片有4个控制口与单片机相连,分别是方向控制口,脉冲输入口,细分控制口和使能控制口,两相步进电机接线为A-A’-B-B’。如果方向控制口高电平,电流方向为A-A’,则电机正传,反之,电流方向A’-A,电机反转。脉冲输入口输入不同频率的脉冲可以获得步进电机的不同转速。细分控制可以使得步进电机驱动更平滑,更精密。当使能控制口为高电平时,L6203正常输出电流,为低电平时,L6203不再输出电流[4]。电流控制方法是在电机回路接采样电阻,输出采样电压Vsense, 与 L297上的比较电压 Vref进行比较,Vsense>Vadb时,减小输出电流,反之增加输出电流。
3.4 人机交互模块
人机交互面极如图5所示。采用数码管显示,简约可靠。显示内容包括转印件数和当前温度。自学习时显示已存储的参数值以及当前操作状态。按键共5个,置零键,走纸键,光标键,运行键和自学习键。自学习状态时置零键实现参数增,进纸键实现参数减,光标实现模式切换,运行键实现运行。非自学习状态时清零键用来清除记录的转印件数,重新计数。光标键用于开关灭光标。走纸键用于让纸带走到下一工位。运行键用于完成一次完整的转印。运行键自学习键位于面板侧面。

图4 步进电机驱动电路Fig.4 Drive circuit of stepping motor

图5 人机交互面板Fig.5 Human-computer interaction panel
4 软件设计
软件采用模块化设计,有以下功能模块,温度控制、压紧力控制、时间控制、按键响应、数码显示、纸带控制、气缸运行和通讯等模块。其中温控模块、时间控制模块、按键响应模块、数码显示模块在定时器中断中完成,压紧力控制模块、纸带控制模块、气缸运行模块在主循环中完成,通讯在串口中断中完成。主程序流程图如图6所示。
5 实验验证
本系统实验前已经通过“自学习”获得了最优控制参数。对照组是手工转印组,固定参数转印组。使用相同面料的袜子,转印纸是手工组经常使用而固定参数组未使用过的。每组实验100件。
从表1可以看出,自学习热转印机转印成功率达到了98%,效率是手工方式的2.94倍,是固定参数的1.76倍。从图7可以看出手工印刷效果不好,而且差别较大。从图8可以看到,固定参数热转印机印刷效果也不理想,图9是固定参数热转印机使用专用转印纸的效果。图10可以看到自学习转印的效果比较好。

图6 主程序流程图Fig.6 System flow
6 结 论
通过设计自学习的热转印机控制系统,较好的实现不同转印纸的自由更换,转印效果明显提高。同时,合理的软硬件设计使得系统工作更加流畅,稳定,生产效率大大提高。简约的人际交互,简化了操作。实践证明,本系统较好的满足了生产的要求。

表1 生产对照表Tab.1 Production comparison

图7 手工转印结果Fig.7 Result of hand operation

图8 固定参数热转印结果Fig.8 Result of fixed parameter printer

图9 固定参数热转移结果2Fig.9 Result 2 of fixed parameter printer

图10 自学习转印结果Fig.10 Result of self learning printer
[1]张航.PLC在热转印机控制系统中的应用 [J].茂名学院学报,2009(2):49-51.
ZHANG Hang.PLC application in thermal transfer control system[J].January of Maoming University,2009,(2):49-51.
[2]宋奇.影响热转印质量的因素分析[J].丝网印刷,2007(12):45-47.
SONG Qi. Analysis on factors affecting the quality of thermal transfer[J].Silk screen printing,2007(12):45-47.
[3]新华龙有限公司.C8051F340全速USB FLASH微控制器数据册.[EB/OL].(2006-01).http://www.xhl.com.cn/CN/ProductShow/Search.aspxcont=c8051f340
[4]唐国栋,高云国.基于L297/L298芯片步进电机的单片机控制[J].微计算机信息,2006(12):134-136.
TANG Guo-dong,GAO Yun-guo.Stepping motorcontrol method based on chip of L297/L298[J].Computer information,2006(12):134-136.
[5]SGS-Thomsonmicroelectronics.L297datasheet.[EB/OL].(1996-08).http://www.alldatasheet.com/datasheet-pdf/pdf/22436/STMICROELECTRONICS/L297.html.
[6]SGS-Thomsonmicroelectronics.L6203datasheet.[EB/OL].(2003-07).http://www.alldatasheet.com/datasheet-pdf/pdf/22533/STMICROELECTRONICS/L6203.html.
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
印刷工业(2020年4期)2020-10-27
印刷工业(2020年4期)2020-10-27
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
柴油机设计与制造(2017年2期)2017-07-01
出版与印刷(2016年4期)2016-12-20
科技创新导报(2016年9期)2016-05-14
