
包裹红色料在无铅熔块釉中的发色研究*
2011-09-28 01:02:48翟新岗聂保民
陶瓷 2011年1期
翟新岗聂保民
(1淄博福禄新型材料有限公司 山东 淄博 255086) (2咸阳陶瓷研究设计院 陕西 咸阳 712000)
包裹红色料在无铅熔块釉中的发色研究*
翟新岗1聂保民2
(1淄博福禄新型材料有限公司 山东 淄博 255086) (2咸阳陶瓷研究设计院 陕西 咸阳 712000)

对国内外8种主要的包裹红色料,对比了它们在中低温无铅釉中的发色情况。结果表明:国产包裹红色料质量远高于国外同类产品;不同厂家的包裹红色料质量差异较大;基础釉组成和烧成温度对包裹红色料的发色影响最大。
包裹红色料 无铅釉 发色
前言
包裹型镉硒红色料(以下简称包裹红色料)以其鲜艳的颜色,较好的高温稳定性和适用性,在陶瓷装饰领域得到广泛应用。国内外生产包裹红色料的厂家众多,产品质量参差不齐。包裹红色料对基础釉要求严格,在艺术瓷、建筑卫生陶瓷领域应用较多,且多用含铅的铅硼熔块釉。包裹红色料在日用陶瓷尤其是高档瓷方面的应用较少,且相关文献资料贫乏。因此,本文以无铅熔块釉为基础釉,以高档日用陶瓷素烧坯为坯体,对比了国内外有代表性的包裹红色料的发色情况,分析了影响包裹红色料发色的因素。
1 实验
1.1 实验仪器与设备
电子天平(精度0.001g)、行星式四头快速球磨机(带玛瑙罐及玛瑙球)、量筒、施釉器、烘箱、高温箱式硅碳棒电炉(智能控制)、喷釉设备、色度仪、激光粒度分析仪、原子吸收分光光度计。
1.2 实验用釉料
使用英国生产的宾馆瓷用无铅透明熔块釉为基础釉。该釉为成品釉,已加工磨细,可直接使用。该釉的粒度分布为D50=7.35μm,D90=28.15μm,D100=50 μm;细度为325目筛余0.5%~2.5%。该釉为光泽釉,软化点为670℃,COE=170×10-7/℃,烧成温度范围为1 040~1 100℃。
该釉的化学组成范围(质量%)为:SiO240~50,Al2O38~15,B2O310~17,Na2O 2~8,K2O 2~8,CaO 10~17,ZrO20.5~2.0。该无铅釉粉末中氧化铅含量小于600ppm,釉烧后制品的铅溶出量为零。
1.3 实验用坯体
实验所用坯体为瓷质高白坯体。为方便上釉及对比颜色,坯体选用平板状,并在1 100℃素烧坯体以提高强度,同时利于上釉。先期实验证实,该坯体与基础釉的匹配性很好,未出现任何釉面缺陷。
1.4 实验用包裹红色料
实验选用国内外有代表性的8种包裹红色料,分别为德国产RSK1、RDF2,山东产RTF3,江西产RDQ4,湖南产RKX5,RJH6,江苏产RBF7,广东产RYF8。这8种色料的粒度分布见表1。
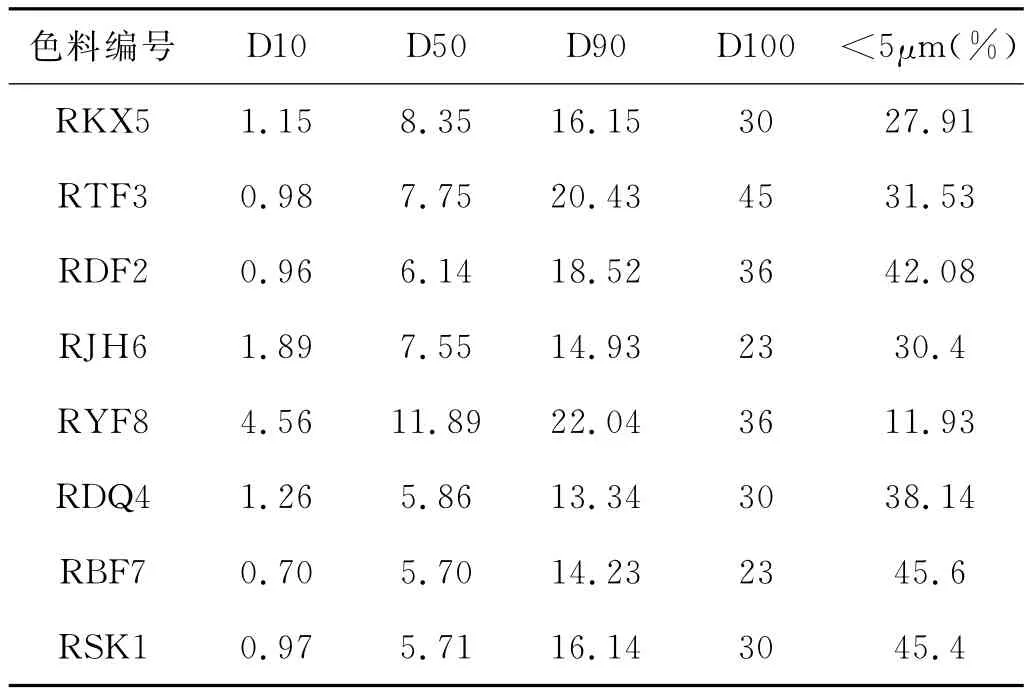
表1 各包裹红色料的粒度分布(μm)
1.5 实验过程
准确称量100g基础釉倒入玛瑙罐中,然后外加8%的包裹红色料,再加入65%的CMC溶液(在1 000ml水中充分溶解5g高粘度CMC制得),用快速磨球磨10 min,倒出釉浆备用。把坯体清洁擦拭干净,施釉器厚度选择1.2mm。把红釉施到坯体上后,放入烘箱中烘干,然后置于电炉中烧成。设定升温时间为150min,烧成温度为1 070℃,保温时间为30min。烧成结束后关闭电炉自然冷却,将烧后的试片测量CIE Lab值。
2 实验结果与分析
2.1 色度测试结果
釉烧后各色料的发色情况见表2。根据颜色外观和测量值,可把这8种色料分为3类:发色浅,色调不红的为一类,包括RSK1、RDF2、RBF7;发色较好,为鲜艳大红色的为一类,包括RDQ4、RTF3、RJH6;还有一类是发色为深红色,但鲜艳度稍差一些,包括RKX5、RYF8。
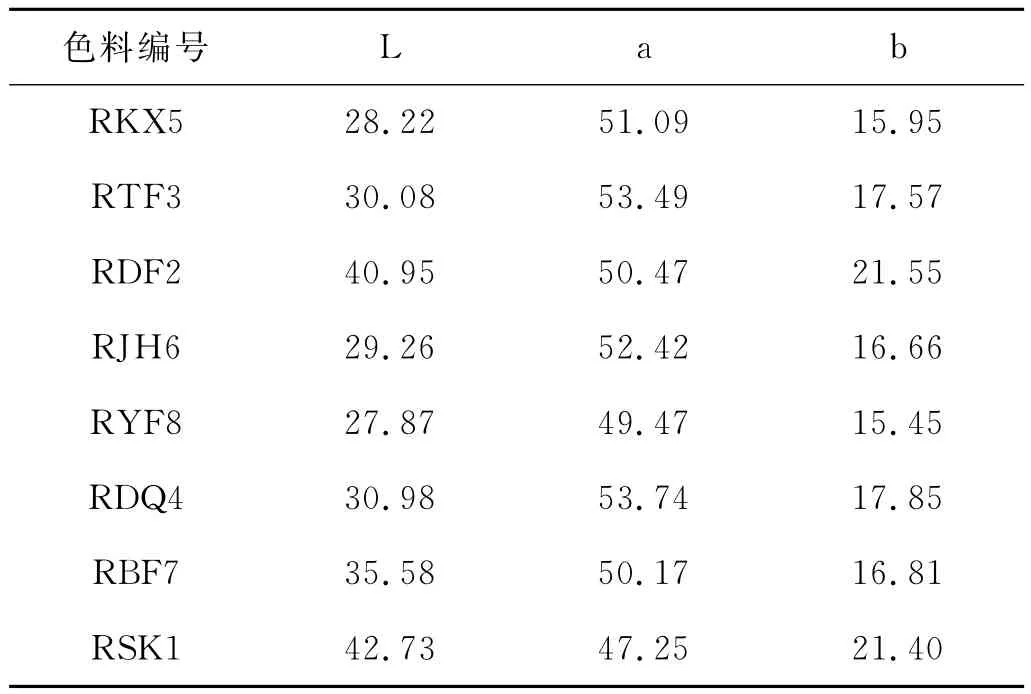
表2 各包裹红色料试片的色度测量值
从表2可以看出,无论是发色深度还是鲜艳度,国产包裹红色料都比国外同类产品好很多。但与此同时我们也应该注意到,国内生产包裹红色料的企业,在含镉废水的处理上并不符合环保要求,今后还有很多工作要做。同时还发现,不同厂家的包裹红色料发色差别较大。因此,在使用时要根据自身的具体情况,比较性价比以得出合理选择。
2.2 铅镉溶出量
不同包裹红色料的镉溶出量是不同的,为测量各包裹红色料釉烧后的铅镉溶出量,另把釉浆喷于骨瓷坯上,控制釉厚度为0.8mm,烧成制度同上。测试方法依照GB/T3534—2002《日用陶瓷器铅、镉溶出量的测定方法》,判定标准依照GB12651—2002《与食物接触的陶瓷制品铅、镉溶出量允许极限》。测量结果见表3。
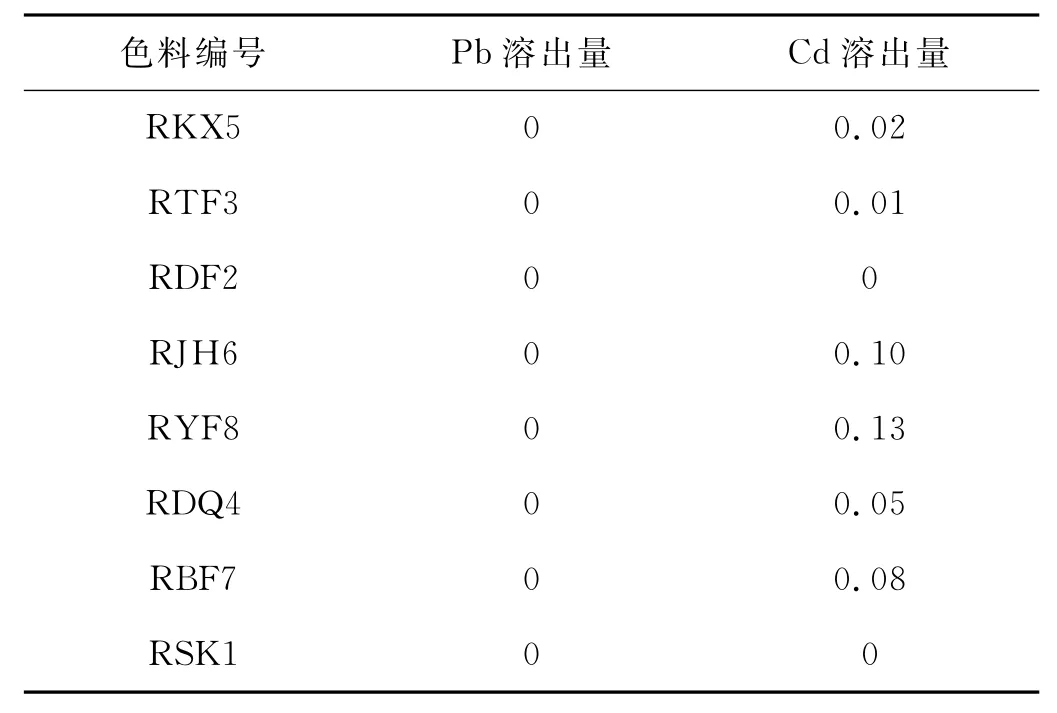
表3 各包裹红色料试样的铅镉溶出量(ppm)
从表3可以看出,使用优质的无铅釉,配合使用高质量的包裹红色料,陶瓷大红色釉制品的铅镉溶出量是远低于国家标准的,做到无铅镉溶出也是完全可能的。
2.3 烧成制度对包裹红色料发色的影响
2.3.1 升温时间
实验中分别对比了升温时间为90min、120min、150 min、180min,结果各包裹红色料的发色情况及釉面质量并无明显差别。所以,该基础釉可以快烧以节省能源。
2.3.2 烧成温度
烧成温度对包裹红色料的发色有重要影响,偏低的温度有利于包裹红色料的发色。通常来说,温度越低则发色越好。烧成温度在1 250℃以上时,很难得到鲜艳的大红色。同样的试片在1 100℃釉烧后,釉面质量明显不如1 070℃时好,部分包裹红色料的发色情况如下:
RDF2:L=39.90,a=50.62,b=21.57,颜色比1 070℃偏深。
RTF3:L=29.79,a=54.63,b=17.85,颜色比1 070℃偏深、红。
RJH6:L=28.23,a=50.04,b=16.07,颜色比1 070℃偏暗、不红。
RKX5:L=57.00,a=48.99,b=15.39,颜色比1 070℃偏暗、不红。
2.3.3 保温时间
实验中考察不同保温时间对包裹红色料发色的影响,保温时间低于10min时,釉面质量不好;保温时间超过40min时,发色明显不红。综合考虑,保温时间为20~30min比较合适。
2.3.4 烧成气氛
在还原气氛下烧成时,包裹红色料也能呈现红色,但不如在氧化气氛下颜色深、鲜艳。所以,包裹红色釉适合在氧化气氛下烧成。
2.4 生产工艺条件对包裹红色料发色的影响
2.4.1 釉层厚度
对包裹红色釉来说,釉层不宜过厚,否则极易出现针孔、起泡等缺陷;但也不能太薄,否则色釉的遮盖力不足,易出现色差。具体的釉层厚度要根据坯体和基础釉的情况,通过实验来确定。对于高温一次烧成瓷器色釉,通常要求釉层较薄,一般不超过0.3mm;同时在基础釉中添加适量的硅酸锆有利于提高色料的稳定性。
2.4.2 色料加入量
随着色料加入量的增加,颜色会越来越深。包裹红色料加入量在5%以下时,颜色为粉红色;加入量在8%以上时,颜色为大红色。包裹红加入量超过16%后,此时颜色已基本达到饱和,再增加加入量并不能使颜色加深。在生产中加入量范围为8%~13%。
2.4.3 坯体白度
对于红色、黄色、钒蓝色等浅色调来说,坯体颜色越白,色料的发色越好。通过对灰坯、炻器坯、普通瓷坯、高白瓷坯这4种坯体的色釉颜色比较,发现高白坯颜色最干净、色调最鲜艳。
2.4.4 色料球磨时间的影响
大量的实验及生产实践证实,球磨时间越长,包裹红色料的发色越浅。只要能保证色料在釉浆中分散均匀,则球磨时间越短越好。应采用分步球磨工艺,通常建议在釉浆出磨前2h加入包裹红色料。
2.5 高档瓷色釉的色差问题
对于骨瓷、强化瓷等采用二次烧成工艺的高档瓷来说,色釉产品的一个最大缺陷是色差。要解决此问题,最好是采用喷釉法,釉浆容重要高一些,釉层要稍厚一些。选择技术熟练的工人喷釉,在喷釉时保证釉层尽量一致;同时尽量使用棱角少、弧度大的器型,如花瓶、盘碟类。
2.6 基础釉组成对包裹红色料发色的影响
包裹红色料选定后,基础釉组成就成为影响色料发色的重要因素,甚至是决定性因素。包裹红色料在熔块釉中的发色通常要好于生料釉。
实验中选用国内有代表性的4种熔块釉,分别是骨瓷釉、强化瓷釉、高石英瓷釉、精陶釉,烧成温度范围都为1 120~1 160℃,把热稳定性较好的RDF2、发色较好的RJH6分别加入到这4种釉中,1 140℃烧成。结果2种包裹红色料在4种釉中均出现不同程度的起泡缺陷。
由此可见,釉料组成对包裹红色料的发色影响很大。
制备高质量大红釉的关键,是提高包裹红色料的呈色稳定性。基础釉中引入ZrSiO4,有利于提高色料的稳定性;基础釉中加入适量ZnO,不仅对呈色无负面影响,反而能提高釉面光泽度,减少釉面缺陷,以3%~6%为宜。烧成温度在1 250℃以上的釉中,目前仅发现镁质釉、锂质釉、锆釉可以获得良好的釉面。
3 结语
1)包裹红色料的自身质量是制备高品质大红釉制品的前提条件;
2)合适的基础釉是制备高质量大红釉的基础;
3)制定合理的生产工艺和烧成制度是获得高质量大红釉的重要条件。
1 沈华荣,等.日用艺术陶瓷装饰用新型大红釉的研制.中国陶瓷工业,2002(5):55~57
TQ174
翟新岗(1978-)本科,工程师;研究方向为陶瓷色釉料。E-mail:jiayupioyang@163.com
猜你喜欢
佛山陶瓷(2024年4期)2024-05-06 06:39:04
中国陶瓷工业(2021年6期)2021-12-22 12:41:36
陶瓷(2020年5期)2020-07-06 01:48:28
佛山陶瓷(2020年3期)2020-04-13 02:57:52
佛山陶瓷(2020年3期)2020-04-13 02:57:52
佛山陶瓷(2020年12期)2020-02-21 00:59:06
佛山陶瓷(2017年7期)2017-09-06 22:05:14
读与写·教育教学版(2016年12期)2016-12-23 09:09:13
陶瓷学报(2016年6期)2016-04-07 02:54:18
中国陶瓷工业(2014年2期)2014-04-18 08:50:17
