
深冷处理改善金属焊接接头力学性能研究现状
2011-09-27 01:03:14景转珍刘翠荣吴志生贾月静
大型铸锻件 2011年3期
景转珍 刘翠荣 吴志生 贾月静
(太原科技大学,山西030024)
深冷处理又称超低温处理,是指以液氮为制冷剂,在-130℃以下对材料进行处理而达到给材料改性的一种新方法,它是常规冷处理的一种延伸。深冷处理于1939年由苏联科学家提出,20世纪60年代后期,美国学者发现深冷处理工艺在工具材料及其它工业领域中具有重大的应用价值。经深冷处理的模具钢与未经深冷处理的模具钢相比,虽然硬度增加有限,但工件的抗磨损能力却显著提高,耐磨性比原来提高了2.0~6.6 倍,且经-190℃深冷处理的模具钢工件的耐磨性是经-84℃ 冷处理的2.6倍。20世纪70年代,随着低温绝热技术的发展和液氮的广泛应用以及发现了越来越多的关于深冷处理对刀具和其它零部件等带来的益处,全世界对深冷处理技术的研究和应用更加深入。目前,深冷处理不仅用于高速钢、轴承钢、工模具钢的处理,以提高材料的耐磨性和韧性[1~3];同时深冷处理还用于对铝合金、铜合金、硬质合金、塑料和玻璃等材料进行改性,以改善材料的均匀性和提高尺寸稳定性,减少变形和提高其使用寿命等[4~6]。表1、2为部分常用模具材料、高速钢经深冷处理后耐磨性变化和性能变化实例[7~8]。可以看出,深冷处理对于不同材料的零部件和工具产生了不同的效果。零部件和工具的使用寿命显著提高。
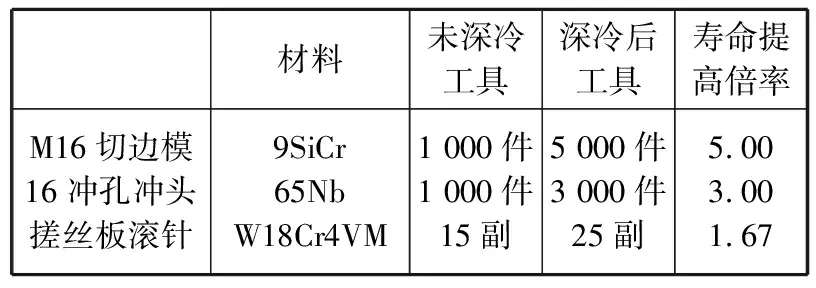
表1 模具深冷处理前后的寿命变化Table 1 The lifetime change of moulds before and after deep cryogenic treatment

表2 高速钢刀具深冷前后的对比情况Table 2 The lifetime change of high speed steel cutter before and after deep cryogenic treatment
1 深冷处理工艺
深冷处理一般采用液氮作为制冷剂,它不仅制冷温度低(可达-196℃),而且经济方便,对环境无污染。以液氮为制冷剂进行深冷处理可分为两种方式。一种是液体法,即液氮浸泡式制冷。它是将工件直接放入装有液氮的容器中,使工件骤冷至液氮温度,并在此温度下保温一定时间,最后回复至室温完成深冷处理。采用液氮直接深冷的处理工艺,由于液氮直接与被处理工件接触,降温速率很快,会导致热应力过大,产生热冲击作用,容易对工件材料造成组织损害,甚至对某些材料产生低温快冷脆断现象,而且工件在降温过程中降温速率难以控制,影响工艺的可控性。另一种方法是气体法,即利用液氮的汽化潜热或低温氮气制冷。氮气经喷管喷出后在深冷箱中汽化,利用汽化潜热及低温氮气吸热作用使工件降温。通过控制液氮的输入量来控制降温速率,可实现对深冷处理温度的调整,精确控制,且无热冲击作用,在研究中被广泛采用。
目前, 国内外对黑色金属的深冷处理工艺一般采用两种方法。一种是深冷-急热法,即深冷后快速升温的处理工艺;另一种为冷-热循环处理法。两种方法均可以降低材料的内应力,提高尺寸稳定性,减少加工变形,提高强度和韧性,改善力学性能。但两种方法相比较而言,后者较前者的处理效果好一些。其中,深冷-急热法降低残余应力的主要原因是在深冷处理过程中残余应力的相互抵消。而材料原有的残余应力和在深冷处理过程中产生的应力一般不会相等,因此深冷-急热法处理效果相对较差,而且在深冷-急热处理过程中的急速加热将产生较大的应力,可能会使材料的局部组织受损,导致工件的变形和挠曲。冷-热循环法降低应力的主要原因是材料发生塑性变形释放了一部分弹性应变。每次冷-热循环均会产生变形从而使材料原有的残余应力降低,经多次冷-热循环处理,残余应力消除比较彻底,材料力学性能可得到较大改善。
深冷处理的主要优点是可以增强材料的抗磨性、强度、韧性和抗冲击性,提高材料的抗腐蚀性和抗疲劳强度;经过一次深冷处理可以保证被处理材料始终具有被提高的力学性能;不引起外形尺寸变形;可以消除内应力;提高材料稳定性;处理成本低廉,可以取得与其他表面处理相同的结果(如镀钛、铬、泰弗龙);可以产生更加紧密的分子结构,从而在较大的接触面上降低摩擦力、发热和磨损。
2 金属焊接接头的性能
焊接是一种重要的材料加工方法,焊接结构不受外形尺寸限制,可以方便地拼成尺寸很大的工程结构。接头工作效能较高,具有设计简单、制作周期短、经济效益好等一系列优点[9~11],已经被广泛地应用于化工、能源、桥梁、造船、动力及航空等工业生产中。然而由于实际焊接工艺的特殊性和焊接区冶金反应的复杂性,焊接区易于产生微裂纹、微气孔、偏析、非金属夹杂等焊接缺陷。焊接加工的特点为加热温度高,加热速度快,高温停留时间短,自然条件下冷却,冷却速度也非常快,因此,凡是与扩散有关的过程都很难充分进行。焊接加热的另一特点是温度场分布极不均匀,紧靠焊缝的高温区内接近于熔点,远离焊缝的低温区内接近于室温。而且,峰值温度越高的部位,加热速度愈快,冷却速度愈大。因此焊接过程中,在形成焊缝的同时不可避免的使其附近的母材经受了一次特殊的热处理,形成了一个组织和性能极不均匀的焊接热影响区,使一些部位的组织和性能变的很坏,从而就决定了焊接接头的组织与性能的不均匀性。例如熔合区中存在重结晶以及晶粒的长大,化学成分与组织极不均匀,冷却后的组织为过热组织,使该区塑性和韧性下降,性能恶化,成为焊接接头中的薄弱地带。此外焊接接头还存在应力集中、残余应力,同时由于焊缝区的最终组织为铸态组织,易形成气孔、缩松等焊接缺陷,致使焊接接头强度大大降低,影响了结构的完整性,容易引起结构失效,常常造成巨大的经济损失。例如,焊接接头疲劳强度一般低于母材,止裂性能差,裂纹扩展很容易穿过焊缝,从而导致灾难性的后果。另据资料统计,金属结构由于疲劳而失效约占80%~90%,其中约70%~80%是由焊接件的疲劳失效造成的[12]。表3为焊接接头的力学性能测试实例。
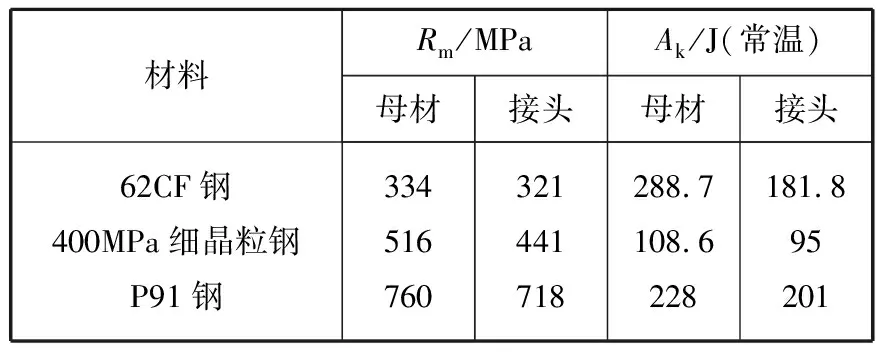
表3 焊接接头的力学性能测试实例Table 3 The testing example of mechanical property of welded joint
3 深冷处理改善焊接接头性能的研究现状
目前,深冷处理作为最新的材料强韧化处理工艺之一,随着对它的研究日益成熟,应用也日益广泛。许多学者依据深冷处理对金属作用机理的研究,并针对焊接构件中普遍存在的焊接接头软化问题,开始研究采用深冷处理技术来改善焊接接头的力学性能。
宋时兰等[13]对圆环链进行连续闪光对焊焊接,焊后采用了两种热处理工艺来进行比较,一种是常规热处理工艺,一种是深冷处理工艺(即相同的常规热处理后进行了深冷处理)。随后对焊接接头进行了冲击试验,并分别用光学显微镜和扫描电镜观察显微组织及微观断口形貌。试验结果表明经深冷处理后,焊缝冲击韧性比常规热处理工艺提高28.39%。深冷处理不仅使焊缝冲击韧性提高,而且使焊缝与母材的差别减小。通过对微观组织及断口形貌观察与分析,表明深冷处理可使焊缝的组织细化,使焊缝区的综合性能提高,从而使圆环链的寿命大大提高。
吴志生等[14]对5A06铝合金MIG焊焊接接头做了深冷处理试验,之后进行了拉伸试验和金相组织观察。研究发现,深冷处理后,5A06铝合金焊接接头抗拉强度提高,其中深冷4 h抗拉强度提高幅度最高。与未深冷处理的焊接接头相比,抗拉强度提高了15.25%。从微观组织来看,深冷处理后焊缝区晶粒得到细化,第二相在基体中弥散析出,强韧性提高,接头的力学性能得到改善。
吴剑谦等[15]对400 MPa超细晶粒钢手工电弧焊焊接接头进行了深冷处理试验,之后进行了焊接接头性能检测。结果表明,焊接接头强度和韧性均有所提高,但效果不明显。究其原因为试验用材料为400 MPa超级钢,它是在Q235钢基础上通过控制轧制工艺使其晶粒极度细化而获得的,材料中碳含量及合金含量都很少,原始组织主要为铁素体和珠光体,深冷处理过程中不会发生明显的组织转变和超微细碳化物的析出,因此深冷处理过程不会造成接头性能的明显提高。
赵洪运等[16]对400 MPa超级钢等离子弧焊焊接接头进行了深冷处理试验。试验结果表明,深冷处理后组织形态没有明显变化,焊接接头经深冷处理后硬度有一定的增加,但不是很明显。这是因为400 MPa超级钢碳含量和合金含量低,残余奥氏体量小,故深冷处理硬化效果不明显。强度有一定程度提高,但提高幅度不大,韧性有一定程度提高。深冷处理可以改善焊接接头综合性能。
4 结语
目前,对焊接接头进行深冷处理的研究还处于初级阶段,但现有的研究结果均表明,深冷处理可以改善焊接接头的力学性能,是改善焊接件使用性能和使用寿命的一种重要措施。焊后深冷处理不仅可以消除或降低结构的焊接残余应力,稳定结构的尺寸,而且能改善焊接接头的金相组织,提高焊接接头的各项性能。因此,深入研究深冷处理改善金属构件焊接接头力学性能的微观机理及进一步确定合理的焊接接头深冷处理工艺是我们一个重要的研究方向,并具有很好的应用前景和发展空间。
[1] Owaku S.Cryogenic treatment[J].Heating Treatment, (in Japanese),1999,39(1):12-13.
[2] Kamody D J.Using deep cryogenic to advanced[J].Materials and Processes,1999,6:H67-69.
[3] LI Wen-xian(黎文献),GONG Hao-ran(龚浩然),BO Zhen-hai(柏振海),et al. 金属的深冷处理[J].Materials Review(材料导报), 2000, 14(3):16-18.
[4] LI Huan(李寰),LI Jia-bao(李家宝), SUN Li-zhi(孙立志),et al.低温处理对SiCp/6061AI复合材料残余应力的影响[J].Acta Metallurgica Sinica(金属学报),1996,32(12):1279-1284.
[5] TANG Guang-ping(汤光平) and HUANG Wen-rong(黄文荣).循环热处理对铝合金性能和组织结构的影响[J].Metal Heating Treatment(金属热处理),1998(5):36-38.
[6] CONG Ji-yuan(从吉远).提高铜铬触头电寿命的研究[J].Metal Heating Treatment(金属热处理),1999(11):27-29.
[7] 陈鼎,陈吉华,严红革,等.深冷处理原理及其在工业上的应用[J].兵器材料科学与工程,2003,26(3):68-72.
[8] 刘劲松.采用深冷处理提高高速钢刀具使用寿命[J].长沙航空职业技术学院院报,2002,2 (3) :35-38.
[9] 孟广颉.贾安东.焊接结构强度和断裂[M].北京:机械工业出版社,2005.
[11] 焦馥杰.焊接结构分析基础[M].上海科学技术出版社.1991.
[12] 霍立兴.焊接结构的断裂行为及评定[M].北京:机械工业出版社,2000.
[13] 杜洪增.飞机结构疲劳强度与断裂分析[M].中国民航出版社,1996.9
[14] 宋时兰,李万英.圆环链闪光对焊的深冷处理.佳木斯大学学报,2000,18(1):22-24.
[15] 吴志生,靳鹏飞,等.深冷处理在金属材料中的应用及研究进展[J].焊接技术,2010,39(1):3-11.
[16] 赵洪运,张广传,吴剑谦,杨贤群,徐春华.400 MPa超细晶粒钢焊接接头的强化工艺研究[J].金属热处理,2008,33(10): 91-94.
[17] 赵洪运,韩飞,隋少华,贺文雄.400 MPa超级钢等离子弧焊焊接接头组织性能及深冷处理研究.热加工工艺,2006,35(7):9-11.
猜你喜欢
有色金属加工(2023年6期)2023-12-18 01:30:12
皮肤病与性病(2021年3期)2021-07-30 08:08:12
黑龙江动物繁殖(2020年2期)2020-12-17 14:39:26
上海理工大学学报(2020年2期)2020-05-30 03:20:22
化工管理(2017年12期)2017-05-12 08:38:37
上海金属(2016年3期)2016-11-23 05:19:44
证券市场周刊(2016年35期)2016-09-19 18:15:23
中国医疗美容(2015年2期)2015-07-19 10:11:59
焊接(2015年4期)2015-07-18 11:02:46
中国畜牧兽医文摘(2015年4期)2015-01-24 21:31:02
