
碱性脂肪酶在有机相中催化合成戊酸乙酯*
2011-09-19 09:57:12福建师范大学生命科学学院陈建平王根宇李建伟
海峡科学 2011年9期
福建师范大学生命科学学院 陈建平 王根宇 邓 颖 李建伟
戊酸乙酯是一类短链脂肪酸酯,无色油状液体,呈天然水果香味,是重要的香精、香料组分。戊酸乙酯与丙酸乙酯、丁酸乙酯、己酸乙酯等酯类物质同被称为芳香酯,广泛地应用于食品、医疗、化妆品及医药等日常生活用品中[1]。
通常情况下, 芳香和香味成分是由化学合成或从天然来源中提取的。化学合成法通常需在高温高压及强酸条件下进行, 副反应多、产物分离难、生产成本高, 且随着脂肪酸和脂肪醇碳链的加长,反应难度加大;而从植物中提取芳香物质的量有限,无法满足人们的需求。目前国内外多有研究采用以脂肪酶为催化剂的方法来催化合成芳香类物质,而其中以微生物脂肪酶为催化剂较为常见[2,3]。和化学合成法相比,酶法生物合成的芳香酯不仅被认为是高质量的天然产品,而且具有反应条件温和、转化率高、专一性好、易提取、易控制等优点,被看成是很有希望工业化的新途径[3,4]。酯化反应以微生物脂肪酶作为催化剂,具有显著特点:反应条件比较温和,醇用量较少, 几乎没有污染物排放, 产物易分离纯化,对设备性能要求较低。因此,利用酶法酯化合成生产芳香酯类物质是一种较好的选择。本研究以国产碱性脂肪酶为催化剂,在不同的有机相中催化戊酸酯化合成戊酸乙酯,考察了各种因素对戊酸转化率的影响,探讨并得出了适宜的酶催化反应条件。
1 材料与方法
1.1 脂肪酶
扩展青霉(Penicillium expansum)碱性脂肪酶:由福建师范大学生命科学学院提供。
1.2 化学试剂
橄榄油、戊酸为化学纯。 其它试剂均为分析纯。正辛烷、正庚烷、石油醚等有机溶剂在使用前用 3A分子筛作脱水处理。
1.3 仪器
恒温摇床, 高速组织捣碎机,磁力搅拌器,电热恒温水浴锅, 碱式滴定管,常规玻璃器皿等。
1.4 碱性脂肪酶催化合成戊酸乙酯的反应体系的构成
在100mL具塞三角瓶中,将0.020mol/L的戊酸、与戊酸成一定摩尔比的乙醇和15mL的有机溶剂组成非水相酯化反应体系,加入一定量的碱性脂肪酶作为合成反应的催化剂。在控制适当温度的恒温摇床中以150 r/min的速度旋转振荡。间隔一定时间加入一定量的3A分子筛以移走产物中的部分水分。定时取样分析检测酶催化酯化合成反应体系中戊酸的转化率。
1.5 碱性脂肪酶的酶活测定
采用NaOH中和滴定法测定碱性脂肪酶的酶活[5]。
1.6 戊酸转化率的测定
反应一定时间后,取0.5mL样品,加入95%乙醇10 mL,以1%酚酞为指示剂,用0.025 mol/L NaOH标准溶液滴定,并按下式计算戊酸的转化率:

式中:α——戊酸的转化率;
V0——反应初始时样品耗碱体积,mL;
V——反应一定时间后样品耗碱体积,mL。
2 结果与讨论
2.1 戊酸与乙醇的摩尔比对酯化反应转化率的影响
按1.4的方法构建反应体系:戊酸浓度为0.02mol/L,加入正辛烷15mL,碱性脂肪酶0.45g(相当于840 U / g戊酸),戊酸与乙醇的摩尔比分别为1.0:1.1,1.0:1.2,1.0:1.3,1.0:1.4,1.0:1.5,1.0:1.6,在恒温摇床中,控制反应温度为 36℃,反应时间为24h。实验结果如图1所示。
从图中看出:当戊酸与乙醇的摩尔比为1.0:1.5时,戊酸的转化率为最高。这是因为碱性脂肪酶在催化戊酸和乙醇合成戊酸乙酯的酯化反应中,根据化学平衡原理,适当增加反应物乙醇的浓度可以使反应平衡向正反应方向移动,从而提高戊酸的转化率。但是,由于乙醇本身也是一种酶的失活剂,当乙醇的浓度过大时会降低酶的活性,使戊酸的转化率下降。
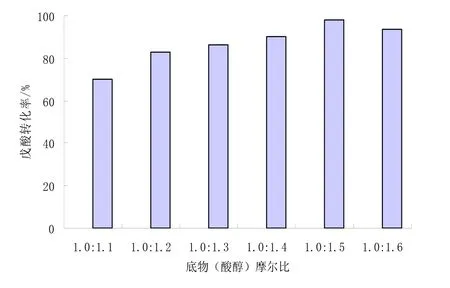
图1 底物摩尔比对戊酸转化率的影响
2.2 加入碱性脂肪酶的酶量对酯化反应的影响
按1.4的方法构建反应体系:戊酸浓度为0.02mol/L,戊酸与无水乙醇的摩尔比为1.0:1.5,加入正辛烷15mL,在恒温摇床中,控制反应温度为36℃,反应时间为24h,探讨不同加酶量对酯化反应中戊酸转化率的影响。结果如图2所示。可以看出,在加酶量为0.45g(相当于840 U / g戊酸)时,戊酸的转化率为最高,可达98%。

图2 酶用量对戊酸转化率的影响
2.3 不同有机溶剂对酯化反应的影响
按1.4的方法构建反应体系:戊酸浓度为0.02mol/L,戊酸与无水乙醇的摩尔比为1.0:1.5,碱性脂肪酶0.45g(相当于840 U / g戊酸),各种有机溶剂的加入量分别为15mL。在恒温摇床中,控制反应温度为36℃,反应时间为24h,探讨不同有机溶剂对酯化反应转化率的影响。结果如图3所示。以正辛烷为有机溶剂时,戊酸的转化率为最高。
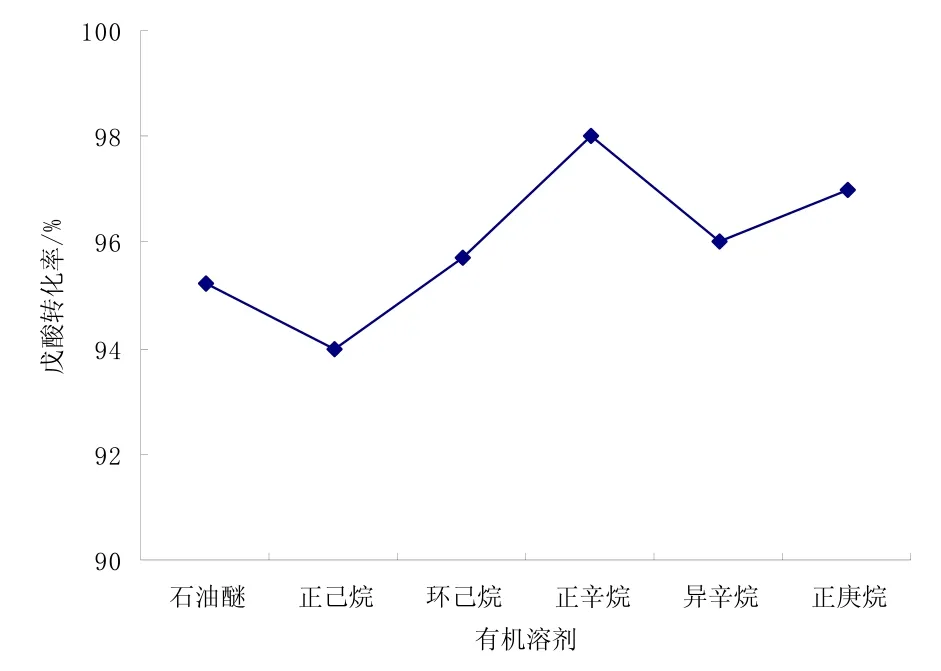
图3 有机溶剂对戊酸转化率的影响
2.4 反应温度对酯化反应的影响
按1.4的方法构建反应体系:戊酸浓度为0.02mol/L,戊酸与乙醇的摩尔比为1.0:1.5,加入碱性脂肪酶0.45g(相当于840 U / g戊酸),加入15mL正辛烷。反应时间为24h,探讨不同反应温度对酯化反应戊酸转化率的影响。结果如图4所示,酯化反应的最适宜温度为36℃,此时戊酸转化率可达98%。此最适宜反应温度与扩展青霉碱性脂肪酶的酶学特性相一致[6]。
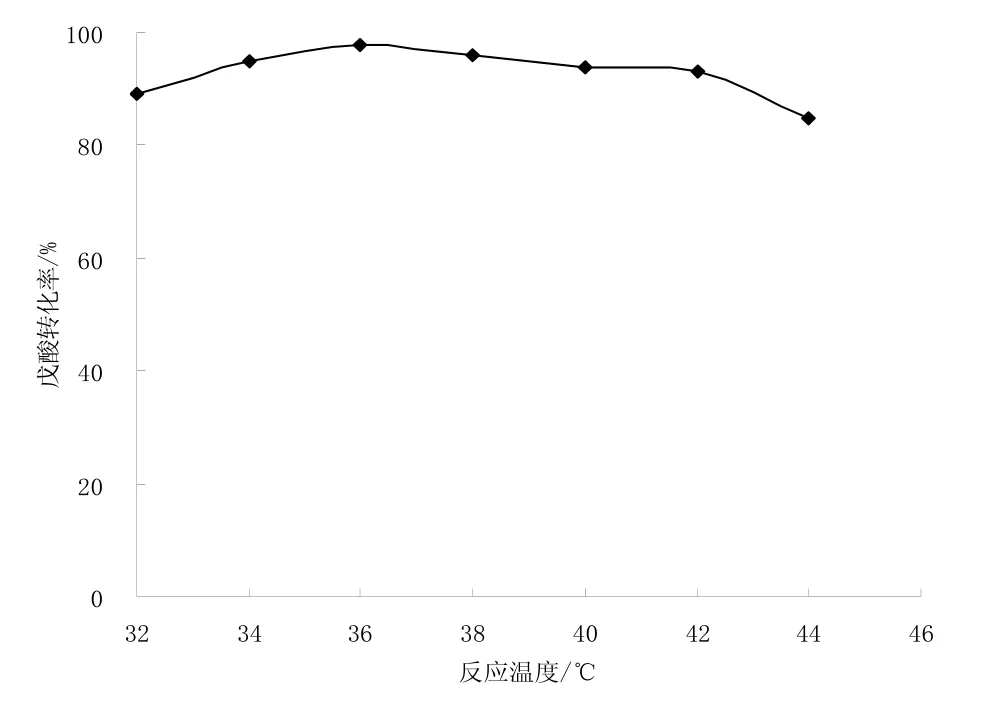
图4 反应温度对戊酸转化率的影响
2.5 反应时间对酯化反应的影响
按1.4的方法构建反应体系:戊酸浓度为0.02mol/L,戊酸与无水乙醇的摩尔比为1.0:1.5,碱性脂肪酶0.45g(相当于840U/ g戊酸),有机溶剂为15mL的正辛烷,反应温度为36℃,探讨不同反应时间对酯化反应的戊酸转化率的影响。结果如图5所示。从图中看出:在24h内,戊酸转化率上升较快;在24h过后仍能保持较高转化率。但从实际生产的经济性等综合考虑,反应时间取24h较为适宜。

图5 反应时间对戊酸转化率的影响
3 结论
采用国产碱性脂肪酶在有机相中催化合成戊酸乙酯,通过实验室研究以优化酶法酯化合成条件。当戊酸浓度为0.020mol/L时,戊酸与乙醇的摩尔比为1.0:1.5,加入脂肪酶酶量为0.45g(相当于840U / g戊酸),在有机溶剂为正辛烷,恒温摇床中以150 r/min的速度旋转振荡,反应温度为36℃,反应时间为24h,并适时加入一定量的3A分子筛移走产物中的部分水分。在上述最佳反应条件下进行戊酸乙酯的酯化合成反应,戊酸的转化率可达 98% 。由此可见国产扩展青霉碱性脂肪酶是一种优异的酯化合成生物催化剂。
[1]许开天,许葵,甘毅. 酒精制品的生产与配方[M]. 北京:中国轻工业出版社,1995.
[2]马歌丽, 彭新榜, 陈海明. 微生物脂肪酶及其催化合成芳香酯研究进展[J].郑州轻工业学院学报(自然科学版) ,2002, 17(3) : 50-53.
[3]陈建平,葛清秀,黄祖新. 碱性脂肪酶在正庚烷中催化合成己酸乙酯的研究[J]. 福建师范大学学报(自然科学版), 2005,21(4) :117-120.
[4]徐岩, 郭翔, 章克昌. 有机介质中酶法生物转化酒用芳香酯的研究[J]. 食品与发酵工业,1998,25(1):20-24.
[5]陈建平. 碱性脂肪酶酶活测定的影响因素探讨[J]. 福建师范大学学报(自然科学版), 2001, 17 (增刊) : 24 -27 , 45.
[6]郑毅,龚福生,施巧琴等. 扩展青霉脂肪酶催化性质的研究[J]. 药物生物技术,2000,7(2):98-101.
猜你喜欢
中国民间疗法(2021年10期)2021-07-22 02:33:12
纺织科学研究(2017年6期)2017-07-03 12:14:14
纺织科学研究(2017年1期)2017-05-17 03:59:17
国外医药(抗生素分册)(2016年2期)2016-07-12 14:25:01
天然产物研究与开发(2016年11期)2016-06-15 20:29:17
中国塑料(2016年7期)2016-04-16 05:25:53
中国卫生标准管理(2015年5期)2016-01-14 05:16:56
化工进展(2015年3期)2015-11-11 09:06:06
中国学术期刊文摘(2015年8期)2015-10-29 09:51:18
四川生理科学杂志(2014年2期)2014-02-28 14:09:02
