
高速线切割系统张力控制研究
2011-08-26 08:05贺敬良杜开勋王学军
制造业自动化 2011年17期
贺敬良,杜开勋,王学军
HE Jing-liang1, DU Kai-xun2, WANG Xue-jun3
(1. 北京信息科技大学,北京 100192;2. 吐哈油田销售事业部,新疆 838202;3. 中国电子科技集团公司 第四十五研究所,北京 101601)
0 引言
多线切割技术是对半导体硬脆材料进行超薄、大批量和高精度切割加工的一种技术。主要用于将诸如单晶硅、多晶硅晶锭、砷化镓和蓝宝石等硬脆材料切割成超薄晶片,切片加工工艺要求为:高效率、低成本、窄切缝、无损伤和无环境污染[1]。近年来,随着太阳能光伏产业的迅猛发展,对光伏发电用硅片的加工提出了更高的要求:一方面由于降低硅片制造成本的要求使得硅片不断向大直径和超薄厚度方向发展,另一方面又要求切割后的硅片具有极高的平面度和极小的表面粗糙度[2],TTV值的波动要小。这将极大的提高硅片的加工难度,由于硅材料具有脆、硬的特点,直径增大会造成硅片切割过程中的翘曲变形,加工精度不易保证。厚度减薄使得材料的利用率提高,但又更容易碎片,造成成片率降低。多线切割技术具有切割晶片表面质量高、切割效率高、节省材料和可进行大尺寸材料切割、方便后续加工等特点[3],目前已经广泛应用于硅材料的切割加工领域。硅片在切割过程中,由切割线带动碳化硅微粉磨粒高速运动对硅材料进行磨削切割,因此,切割线在硅片切割加工中起着非常重要的作用。其中,切割线径与切割损耗和硅片产出率密切相关。另外,在切割过程中切割线还需要恒张力控制,这是由于切割线张力波动范围太大,容易造成硅片表面损伤甚至造成切割过程断线,张力控制精度通常要求控制在±2N以内。同时,切割线恒张力控制技术更是切片成片率的关键所在,由于多线切割张力控制系统具有时变性、非线性及强扰动等特点[4~6],因此对切割线张力控制系统进行研究,掌握多线切割过程中张力变化的特点和控制方法,对硅晶片的切割具有非常重要的意义。
1 多线切割张力分析
多线切割方式是采用游离磨削的切割方式,晶体在切割过程中将砂浆磨粒喷射在切割线上,通过很细的并具有一定张力的金属钢线的单向或者往复高速运动,带动具有一定粘性的游离磨粒进入晶体加工区域,磨粒通过晶体和切割线之间的机械作用对切割晶体进行切割加工[7]。在加工过程中,磨粒的特性及作用对硅晶锭的切割质量和精度的影响不容忽视,但另一方面,由于磨粒是通过切割线带入晶锭体的,切割线张力又会直接影响砂浆量,从而影响到硅晶锭的切割质量和精度。通常的切割线张力控制方式有如下两种:
1.1 采用重锤方式的张力控制系统
采用重锤方式的张力控制机构如图1所示。
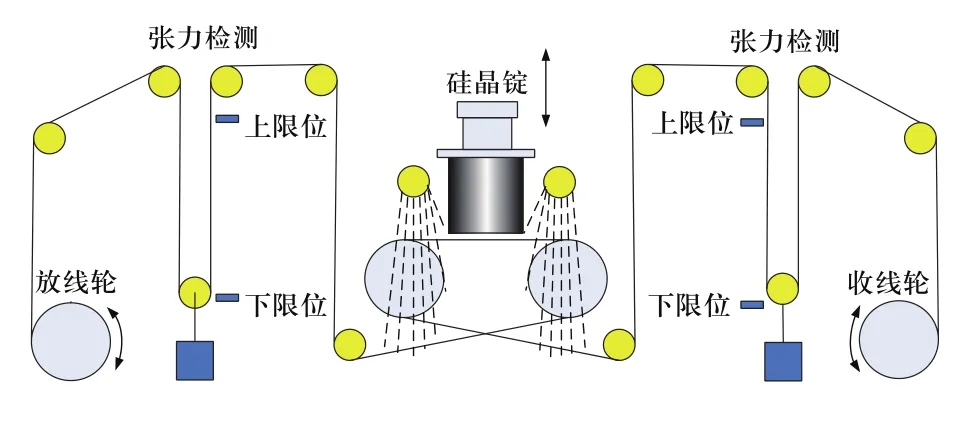
图1 采用重锤方式的张力控制系统示意图
控制张力的重锤在上下限位之间运动,当张力变大时,随着切割线的拉紧,重锤将快速向上运动,张力变小时,切割线会变得松弛,重锤会向下运动,设放线速度为V1,收线速度为V2,重锤的速度为V,则重锤的移动速度为:

假设切割线张力为F,重锤的质量为m,重力加速度为g,则其运动方程为:

由于摩擦等因素对系统影响较小,此运动方程忽略了摩擦因素的影响,方程可变换为:

当张力的变化使得重锤的运动超过上下限位时,线轮的卷绕速度将会加快,从而将张力控制在一定范围内。由于在高速切割过程中,需要保持张力恒定,而上式中项决定张力波动大小,可通过减小重锤质量和重锤加速度解决,但实际上减小重锤质量并不可行,而重锤加速度的减小由于受控制系统精度的影响,也并不好实现,这种张力控制系统的实时性较差,对于实时性要求较低的场合是适应的,因此对于高速线切割张力系统的控制来说,采用重锤方式进行张力控制是有一定的局限性的[8,9]。
1.2 采用张力计的伺服控制系统
采用张力计构成的张力系统如图2所示。
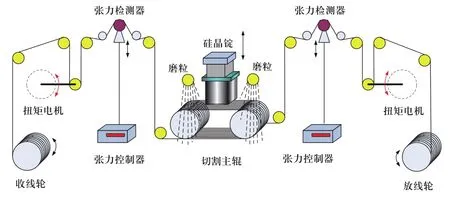
图2 采用张力传感器的张力控制系统示意图
由图2可知,在硅片切割过程中,由于收放线轮绕线直径随着供线量的不断变化会引起切割线张力变化,同时切割线往复运动时驱动电机加减速的变化和切割晶体状态变化,以及砂浆、晶体和切割线之间的摩擦力变化,均会使得切割线张力也实时变化。当切割线张力变化超过其张力负荷时,将会引起断线,同时,切割线张力的剧烈突变也会引起断线,断线将引起晶片切割质量和精度的变化,严重时会引起切割晶体因无法继续切割而报废。
选择高分辨率张力传感器监测切割线张力变化并传回运动控制单元,运动控制单元根据张力变化情况调整扭矩电机的扭矩来使张力调整到一定范围内,这种张力控制系统可以对每一时刻张力的变化进行调整[10]。如图3所示。
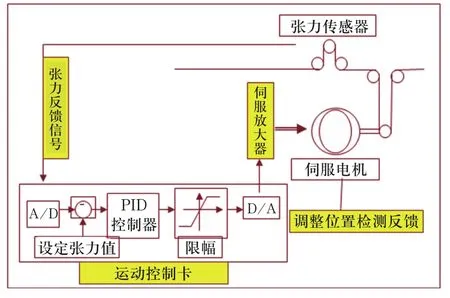
图3 采用张力计的控制系统框图
可见采用张力计实时监测张力变化的控制系统可降低切割线张力波动,系统的实时性大大提高。实际应用中,由于采用了张力传感器,系统的控制环增加,同时,机械结构的设计中,由于要采取张力计的安装、防护措施,避免进入砂浆而检测不准,使得系统的不可靠因素增加,系统的控制难度也相应增加。
2 一种实用的张力控制系统分析
通过对影响多线切割张力变化的因素和张力调整机构的研究,建立如图4所示无张力传感器的张力控制系统。
因此,要记住这3种面包的配方,首先要记住法棍面包的配方,通常酵母和改良剂的用量是一定的,食盐的用量在法棍面包中是2%左右,水的添加量主要看面粉的吸水率。在此基础上添加一定比例的油、糖、蛋、乳制品可以制作出不同的面包品种,或者说很多面包品种的基础面团配方都是在油、糖、蛋、乳制品上做比例的调整,并通过添加馅料,改变面包口味,进而变化出很多不同的面包品种。
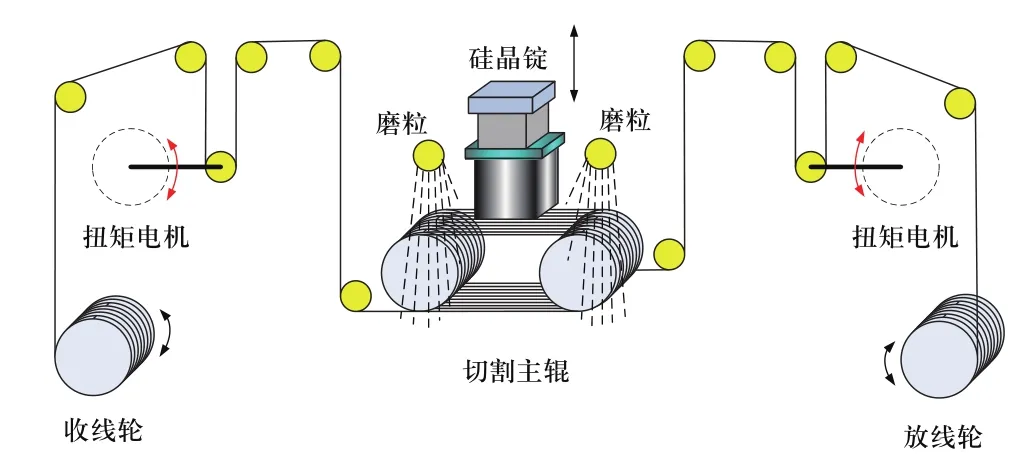
图4 张力控制系统示意图
切割线张力控制方法是通过检测张力臂扭矩电机转角大小实时检测切割线张力变化,并将检测信号数据送入运动控制系统,其中,运动控制系统采用嵌入式控制器,该控制器实时性强,响应快,通过信号变换,控制张力臂电机扭矩来实时调整张力,其张力调整机构如图5所示。
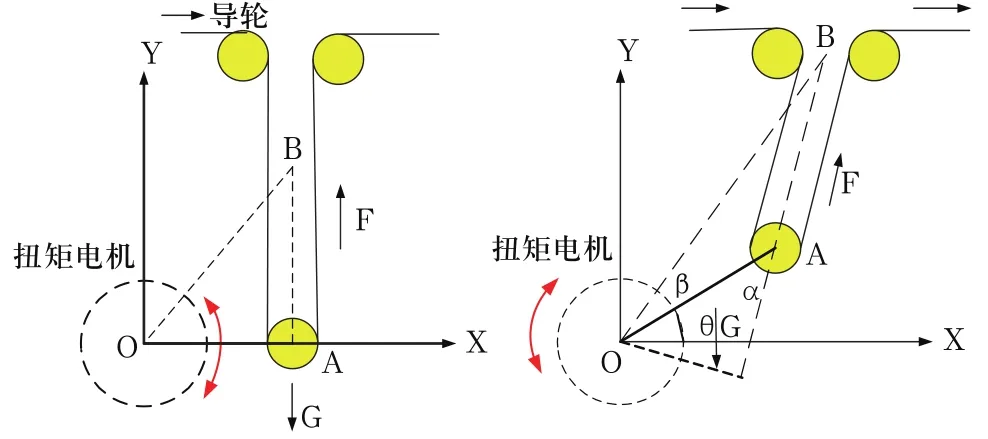
图5 张力控制系统示意图
当张力F变化时,可调整张力臂OA绕O点旋转的角度来调整张力F大小,切割线张力变大时,张力F的作用会使调整导轮A点逆时针趋向B点运动,此时可适当减小电机扭矩,使A点向B点运动,以减小张力F,当切割线张力变小时,由于张力F的作用会使调整导轮A点顺时针向B点相反的方向运动,此时可增加电机扭矩,以增加切割线张力,通过扭矩电机的频繁调整,使切割线张力保持恒定。在张力调整过程中,可采用力矩平衡的方式,上图中除了张力F产生力矩外,张力调整臂OA的重力也会产生力矩,假设电机调整扭矩为N,张力调整臂OA的质量为M,张力臂与X轴夹角为θ,忽略外力扰动产生的影响,则力矩平衡关系为:

式中:α为张力F与张力调整臂OA之间的夹角。
根据图中的几何关系及正弦定理可知:


由在OAB形成的三角几何关系及余弦定理可知:

由此可见,张力F变化时可通过张力臂摆动角度检测,调整电机扭矩N减小张力臂摆动角度,实现对张力波动的控制,实际工作过程中,由于系统加减速变化,绕动的冲击、机械系统惯量等因素的变化,控制过程可适当调整。
3 多线切割张力控制试验分析
实际切割晶体是采用直径0.14mm钢线,依据上面安装方式计算,选择17位编码器的驱动电机,实际工作线速度最大为680mm/min,每个循环周期采用加减速方式控制,整个切割过程则采用双向循环往复的切割方式进行切割,即正向加速、匀速、正向减速、反向加速、匀速、反向减速和正向加速,取其中一段张力检测数据如图6所示。
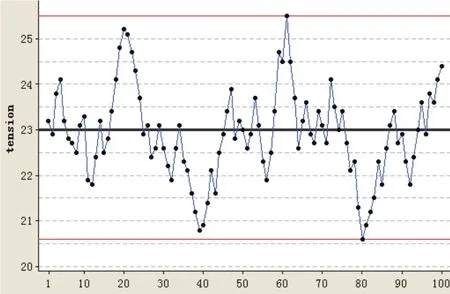
图6 张力检测数据(N/T)
从扭矩调整后的张力检测结果可以看出,当设定张力为23N时,实际张力变化为20.6N-25.5N之间,变化范围在±2.5N之间,但大多数数据在±2N之间,而超出±2N之外的几个张力数据实际发生在驱动电机正反向变换之间。由实验结果可以看出,对于采用双向循环往复方式进行切割时,为了使切割线张力波动更小,可在每个循环中采用S曲线加减速并平滑加减速曲线,这样控制精度将会进一步提高,另外,提高线轮的排线精度,进一步提高晶体切割的工艺性等问题,可进一步使张力控制精度保证在±2N之间。还可采用单向走线方式,这将不会存在频繁加减速的情况,从而减少了切割线张力波动范围,但同时也会增加切割线的消耗。
可见,此系统满足了高速线切割系统张力控制的要求。
4 结论
采用检测张力臂转角位置的变化值检测切割线张力变化并调整伺服电机扭矩对系统张力的变化进行调整,能够准确地检测张力变化并进行线切割系统张力控制,系统实时性强,响应速度快。可以看出,采用此方法进行多线切割张力系统的控制是可行的,不仅可以确保整个切割过程中的切割线张力恒定,还可降低控制系统的复杂性,使得控制可靠,简洁,满足高速线切割系统张力控制的要求。
[1]高伟,刘镇昌,王霖. 硬脆材料的线锯切割加工技术[J].工具技术,2001.35(11):6-9.
[2]邱明波,黄因慧,刘志东,等.太阳能硅片制造方法研究现状[J].机械科学与技术,2008,27(8):1017-1020.
[3]富扬,刘兆滨,宋恩军,等.硬脆性材料线切割切削液的组成和发展[J].半导体技术.2008,(4):292-295.
[4]HU Y Q,ZHAO Y P,YU T.Tensile tests of micro anchors anodically bonded between pyrex glass and aluminum thin film coated on silicon wafer[J].Microelectronics Reliability,2008, 48(10):1720-1723.
[5]张尚盈,陈学东,赵慧,等.精密硅片台的运动控制[J].中国机械工程,2008,19(12):1474-1479.
[6]VALENZUELA M A,ROBERT D L.Electronic line-shafting control for paper machine drives[J]. IEEE Transactions on Industry Applications,2001,37(1):158-163.
[7]蒋近,戴瑜兴,郜克存,等.多线切割机走线系统的张力控制[J].机械工程学报,2011,47(5):183-187.
[8]张义兵,戴瑜兴,袁巨龙,等.多线切割机线张力控制系统设计实现[J].机械工程学报,2009,45(5):295-300.
[9]张义兵,戴瑜兴,汤睿.多线切割机速度同步系统的自适应逆控制及实现[J].控制理论与应用,2008,25(6):1007-1010,1015.
[10]贺敬良,王学军,等.太阳电池用Si片切割过程中浆料作用研究[J].半导体技术,2010,35(10):976-979.
猜你喜欢
现代经济信息(2022年26期)2022-11-16
农业装备与车辆工程(2022年4期)2022-10-31
机械管理开发(2022年5期)2022-07-07
金刚石与磨料磨具工程(2019年4期)2019-09-18
能源(2018年10期)2018-01-16
天津科技(2015年6期)2015-10-18
中国新技术新产品(2014年2期)2014-06-01
中国设备工程(2013年8期)2013-12-07
物理教学探讨·初中学生版(2009年3期)2009-05-13
