煤层气液化技术研究进展
2011-08-03 06:19林文胜杜忠选顾安忠
制冷学报 2011年4期
林文胜 高 婷 席 芳 杜忠选 顾安忠
(上海交通大学制冷与低温工程研究所 上海 200240)
近年来,煤层气液化的相关技术得到迅速发展。澳大利亚已有5个煤层气液化项目正在计划中,在我国山西,也已经有煤层气液化项目正式投产运行。目前,国外进行液化的煤层气的组分和条件都与常规天然气相似,液化技术可直接使用常规天然气的液化技术,因此,针对煤层气的技术研究主要是勘探和开采方法,很少有液化技术的研究。虽然我国煤层气资源非常丰富,但煤层气气井的分布具有偏、散、小的特点,且有很大一部分是矿井气,由于混入了空气而含有较多的氮和氧,其液化技术与常规天然气液化技术有所差别。因此,针对我国煤层气资源规模小,浓度低的特点,我国有较多研究机构开展了煤层气液化技术的研究。
常规的天然气液化工艺主要包括净化(除去天然气中的水分、酸性气体、重烃等杂质)和液化两个部分。而低浓度煤层气中的氮和氧无法通过常规的天然气净化工艺脱除,因此,低浓度煤层气的液化工艺除了净化和液化两个部分,还需要增加一个甲烷提纯的过程。其中,煤层气的净化过程可完全借鉴天然气的净化工艺;液化过程则部分借鉴:在天然气的各种液化流程中,选择适合小型液化装置的液化方法;甲烷提纯部分则是低浓度煤层气液化区别于常规天然气液化的主要部分。甲烷提纯的方法有多种,最主要的是液化前吸附和液化后精馏。
这里主要介绍以下三个方面的研究进展:1)对于液化-精馏过程,介绍液化流程本身和液化与精馏一体化的整体流程;2)对于吸附-液化过程,介绍甲烷/氮吸附分离以及吸附和液化一体化的整体流程;3)介绍相关传热问题。
1 煤层气液化-精馏过程研究
目前,对煤层气液化-精馏流程的研究,主要可分为三个方向:1)适合于煤层气小型液化装置的液化流程研究;2)煤层气甲烷精馏提纯工艺研究;3)整体的低浓度煤层气液化-精馏过程方案研究。
1.1 煤层气液化流程研究
针对煤层气的液化流程研究,基本上是在较为成熟的天然气液化流程的基础上进行选择和优化。针对我国煤层气资源规模小的特点,目前广泛认可的液化方式有两类:氮膨胀液化方法和混合制冷剂循环液化方法。
文献[1]和文献[2]针对煤层气的组分条件分别对氮膨胀液化流程和混合制冷剂液化流程进行了优化分析,对流程的参数选择和设计提出了参考意见。
上海交通大学林文胜、高婷等[3-7]针对高含氮量的低浓度煤层气,考察了不同的含氮量对氮膨胀液化流程和混合制冷剂液化流程性能的影响,为不同含氮量条件下的流程参数和重要指标的优化选择提供了推荐意见。
1.2 煤层气甲烷精馏提纯工艺研究
煤层气中的甲烷提纯主要是指去除煤层气中的氮和氧。目前,实现甲烷与氮/氧的分离的主要方法有变压吸附分离,低温精馏分离,膜分离法,溶剂法,合成水合物法等。最为成熟的还是低温精馏方法。
低温精馏分离技术是利用沸点差将甲烷和氮/氧分离。目前从热力学角度来看这是实现甲烷与氧/氮分离最高效的技术。国外上世纪80年代就利用低温精馏把含甲烷69.9%的天然气提纯到含甲烷95%以上。我国西南化工研究设计院的陶鹏万等采用低温法分离煤层气[8,9],在传统的低温精馏工艺上增添一个产品气辅助循环装置,解决了低浓度煤层气低温提纯 塔釜蒸发量不足的问题,将含甲烷45%的煤层气提纯到甲烷含量95%~99%,甲烷回收率可达95%~99%。中科院理化技术研究所杨克剑等采用单级低温精馏针对含空气的煤层气液化进行了研究[10],可将甲烷含量为50%的煤层气浓缩到甲烷含量大于99.9%。
低温精馏分离技术的优点是产品气中甲烷的纯度高、回收率高。不过该技术需在低温情况下进行,操作条件要求高,能耗大,如何进一步提高能量利用效率是其控制成本需要解决的问题,安全性也是实现甲烷与氧/氮精馏分离面临的重要问题。
1.3 煤层气液化-精馏过程整体方案研究
在煤层气液化技术和甲烷与氮/氧低温精馏分离技术的研究基础上,国内一些学者综合考虑这两方面,提出了整体式煤层气液化-精馏过程方案。
中国石油大学孙恒等[11]构建了对煤层气低温液化+精馏分离的整体流程(见图1),并进行了HYSYS工艺模拟,结果表明该工艺流程简单、设备较少,功耗较低而且可以得到常压储存的高纯度LNG产品。
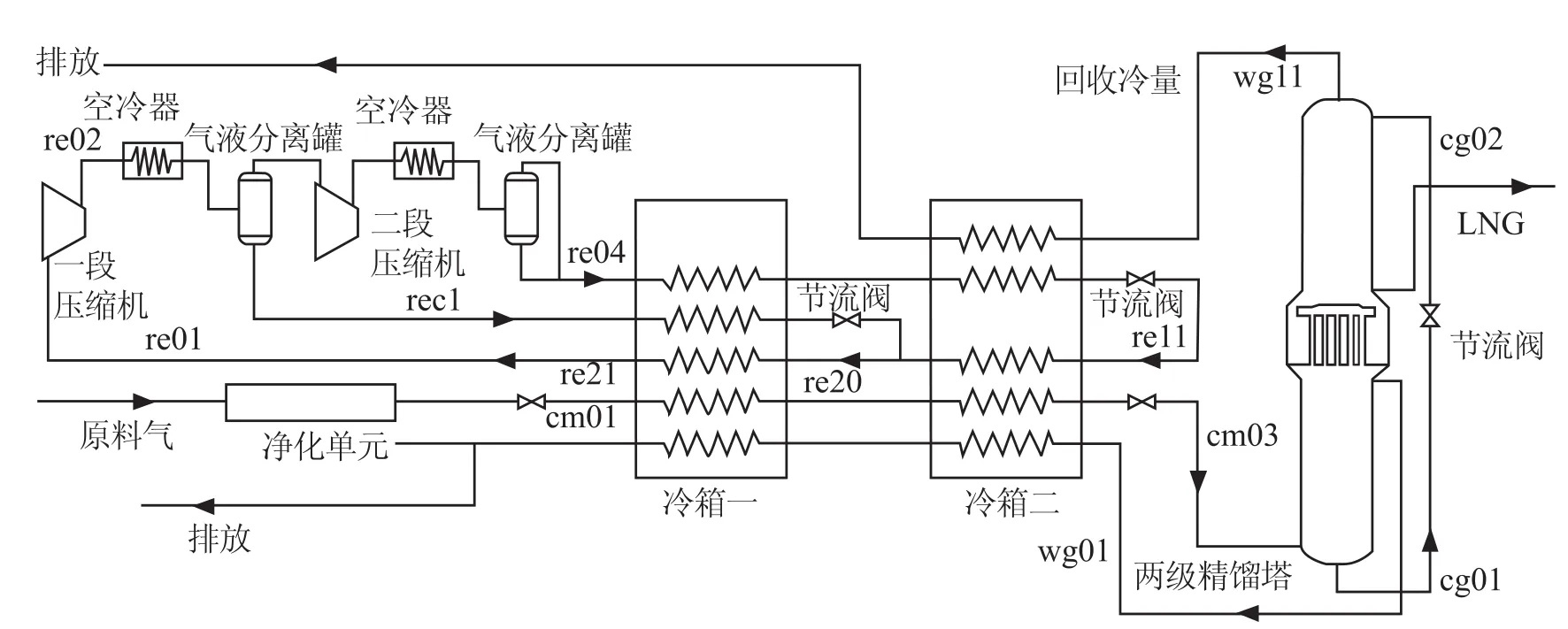
图1 煤层气低温液化分馏工艺流程图Fig.1 Process fl ow diagram for CBM cryogenic liquefaction and distillation
哈工大范庆虎等[12]认为低浓度煤层气液化系统采用低温精馏方法实现低浓度煤层气的液化回收,能有效解决煤层气液化系统中的安全、LNG产量及LNG品质三者之间的矛盾。他构建了净化-液化-精馏的低浓度煤层气液化系统,并分别对三个部分做了初步的研究分析。文献[13]针对鹤岗矿业集团大陆矿气源条件,设计了一套完整的低浓度煤层气液化精馏浓缩的工艺流程,并利用软件进行模拟计算,分析了煤层气中氧气含量对流程性能和设计参数的影响。
氧安全性问题也是低浓度煤层气液化工艺中的重要问题。中科院理化所吴剑峰等[14]针对低温液化分离提纯含氧煤层气流程中的安全问题,提出了控制最低尾气出口温度、添加阻燃成分和预粗脱氧3种防止爆炸的技术手段。并结合低温液化分离流程特点,利用爆炸三角形理论,分别给出了上述3种防爆措施的详细实现方法。中山大学余国保等[15]提出液环泵加压煤层气的混合制冷剂循环液化新工艺,并分析计算了煤层气液化全流程中的爆炸极限,指出不同液化压力下,煤层气的安全液化极限温度不同,该极限温度随液化压力增加而升高。
上海交通大学等单位的研究人员从确保实际工业装置运行安全的角度出发,认为含空气的煤层气中的氧必须在流程最开始就除去,不能进入到后继的吸附、液化或精馏过程。为此,他们着重对脱氧后的煤层气(CH4/N2混合物)开展了甲烷浓缩和液化的研究。在液化-精馏液化一体化流程中,高婷等[16,17]将液化和精馏两个部分通过3方面进行能量的匹配和利用:塔顶冷凝器冷量由液化流程中的制冷循环提供;塔底再沸器的热量可由合适温度下的煤层气提供,同 可将煤层气冷却;精馏塔顶分离出的冷氮气重新引入液化流程中提供冷量(见图2)。从而,整体流程能够以可接受的能耗指标得到高纯度的液态甲烷产品。
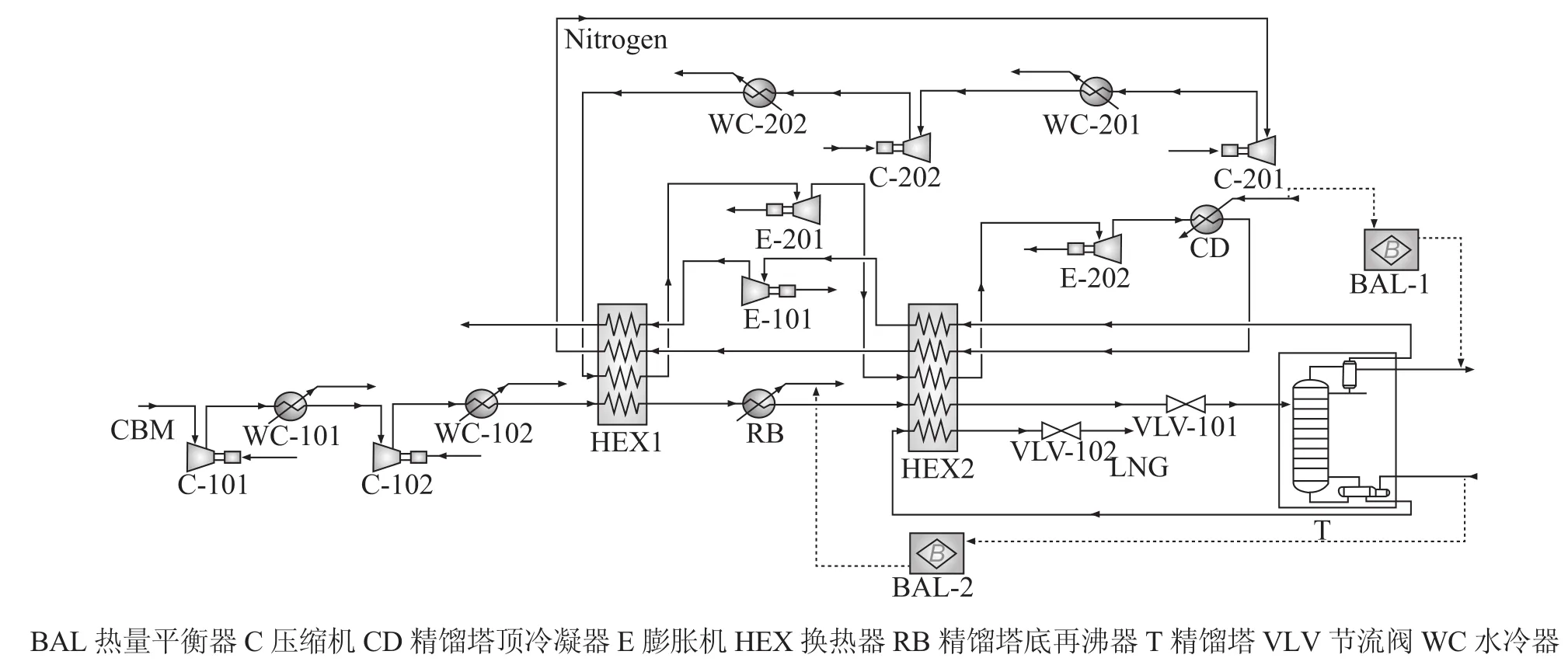
图2 与精馏相结合的煤层气氮膨胀液化流程Fig.2 Nitrogen expansion liquefaction process integrated with distillation for CBM
中国石油集团长城钻探工程有限公司[18]也提出了一种基于首先脱除氧气的煤层气提纯液化方法,其工艺过程为:原料煤层气-脱氧-增压-脱碳-脱水-脱氮-储运。其中,脱氧部分采用的是耐硫型催化脱氧工艺;脱氮部分采用低温精馏工艺。
2 煤层气吸附-液化过程研究
低浓度煤层气中甲烷提纯也可采用吸附分离法。由于无需将产品中不需要的氧氮进行液化,因此采用先吸附分离再对高纯度甲烷进行液化的吸附-液化过程原则上更节能一些。
2.1 甲烷/氮吸附分离
目前,国内外用于分离CH4/N2的吸附剂主要是活性炭(AC)和炭分子筛(CMS)。活性炭基于平衡效应分离CH4/N2,CH4在吸附相中富集,采取降压(压力降至常压或负压)的方式解吸产出,具有较高压力的氮气连续输出,可利用氮气余压为后继液化流程提供部分冷量;CMS基于动力学效应进行分离,N2在吸附相中富集,吸附分离后的流出气即为高压浓缩CH4,CH4的连续产出有利于后续液化流程的工作。
2.1.1 活性炭吸附分离
活性炭应用于CH4/N2混合气分离是利用CH4、N2在其上平衡吸附量的差异进行分离,采用分离系数αCH4/N2表征其分离效果。αCH4/N2越大,CH4和N2分离的可能性越大。
Olajossy[19]使用真空变压吸附,以活性炭为吸附剂提纯煤层气中的CH4,在278K下将CH4含量从55.2%提高到96%~98%,回收率可达86%~91%。Sheikh[20]利用体积分析法和色谱法对纯质N2和CH4在一种新的高比表面活性炭(Maxsorb)上的吸附进行了研究,发现在温度为300K,压力至550kPa ,CH4和N2在Maxsorb上的吸附等温线均为线性,平衡分离系数为3.0,分离效果有了一定程度的提高。波兰矿业冶金大学的Buczek等[21]以活性炭及炭分子筛为吸附剂,对模拟煤层气的浓缩进行了实验研究,分离过程基于平衡效应。实验表明炭分子筛的CH4/N2平衡分离系数比活性炭高,可将CH4含量为50%的模拟煤层气浓度提高到80%以上,平衡分离系数为4,达到了较好的分离浓缩效果。
天津大学周理[22]等对CH4/N2混合气在自制9种吸附剂上进行了吸附实验研究,得到了对CH4/N2混合气的吸附分离系数达到20.13的超活性炭AX-21。这是一个非常令人鼓舞的结果,但一直未见其后续研究报导。重庆大学鲜学福院士领导的研究小组对活性炭的改性进行了大量的研究。其中辜敏[23]对商业活性炭T103进行改性后,其吸附分离系数为2.9,分离性能有所提高,但是仍需要进行进一步的改性以提高分离系数。杨明莉[24]以十二烷基硫酸钠和正二十四烷为改性剂,采用浸渍法对商业活性炭(AC-S和AC-L)进行了表面亲烃改性,改性后的活性炭的表面性质有利于甲烷的吸附。因此,可考虑进一步对商业活性炭进行表面亲烃改性,制成对甲烷吸附力更强的吸附剂。
利用活性炭变压吸附分离CH4和N2的研究主要集中在国内。这类吸附剂的缺点是气体循环量大、效率低,随着性能优良的分子筛吸附剂的出现,活性炭已不再单独使用,仅作为一种辅助手段提高CH4回收率。
2.1.2 炭分子筛吸附分离
鉴于平衡效应分离CH4/N2的分离效果很难一次性将甲烷由50%以下浓缩至80%以上,科研人员将关注目光投向了利用动力学效应进行分离。
国外已有大量关于不同气体分子在CMS微孔内的扩散机理研究。Bae等[25]的研究表明,在其研究条件下,N2与CH4单质气体分子的表观 间常数之比位于21.731~415.1。Huang等[26]的结果同样表明:虽然CH4相对于N2是强吸附质,但N2的扩散速率在各种吸附剂及各种工况下均远大于CH4。Cansado等[27]研究了再生温度(吸附剂活化温度)对O2、N2、CO2和CH4在Takeda CMS 3A上吸附的影响。实验结果表明吸附剂微孔的孔口位阻控制N2的传质过程;当解析温度有较大幅度升高 ,由于N2的吸附速率大大加快,CH4的吸附速率基本不变,可以提高CH4/N2分离效果。
在对CH4/N2混合气吸附分离方面,已有较多学者进行了研究[28-32]。表1为具有代表性的部分研究的研究条件及其分离结果。从中可以看出,目前的研究主要集中在常规天然气的CH4富集方面,仅有部分实验进行了CH4含量低于70%的非常规天然气的CH4富集研究,且分离效果仍有待提高。
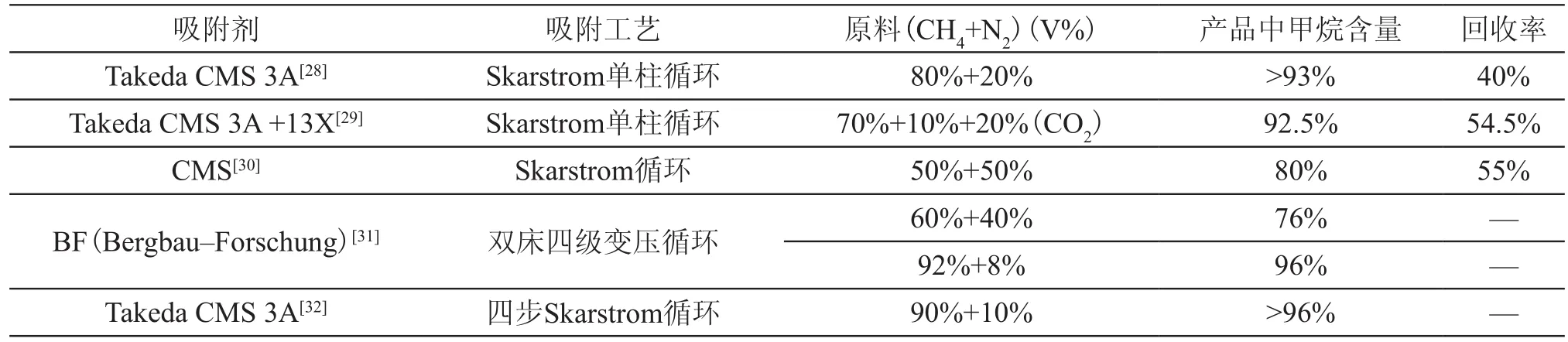
表1 部分研究的研究条件及其分离结果Tab.1 Separation conditions and results of some researches
同济大学慈红英等[33]测定了253K~333K下CH4和N2纯组分在一种新的炭分子筛颗粒上的吸附动力学数据及CH4和N2纯组分和其混合体系在333K下的穿透曲线,并选择Fick扩散模型对数据进行了模拟。结果表明:对于CH4初始浓度为47.46%的混合气,产品气浓度可达到100%,当CH4浓度要求在99%以上 ,回收率可达75.6%。
上海交通大学章川泉等[34]采用国产CMS进行了对CH4/N2吸附分离的研究。实验采用单床吸附系统,混合气中CH4的体积含量为40%。考虑到采用液化方式回收CH4,可由LNG提供冷能,并可提高吸附压力以优化后续液化过程,研究了室温和223K,压力为1MPa~3MPa工况下CH4/N2的分离效果。结果显示:在常温下混合气的分离效果更显著,CH4含量可到达68%,但低温下仅在55%左右;该范围内的压力对分离影响很小。
上海交通大学席芳等[35,36]对CH4/N2混合气在SL-CMS3上的变压吸附分离进行了大量的研究工作,得出了可将CH4浓度一次性由30%和50%提浓至90%以上的吸附剂,并在单床实验装置上研究了吸附压力、原料气表观线速度及原料气中CH4含量对分离效果的影响,在双床实验装置上重点研究了循环中吸附 间对分离效果的影响。双床实验结果表明:在所有实验工况下,均可在一个合适的吸附 间内将CH4含量提浓至90%以上。
CH4/N2的分离是综合利用煤层气中CH4的难点。目前,国内外关于PSA浓缩CH4仍局限于理论实验研究阶段,未能进入工程试验阶段,仍有大量的工作亟待展开。
2.2 吸附-液化整体化流程
上海交通大学林文胜、高婷等[37-39]在含氮煤层气液化流程研究的基础上,对低浓度煤层气吸附-液化过程进行了整体研究,构建了利用吸附余压的吸附-液化一体化流程,并对流程进行了优化和分析。他们提出吸附分离后的带余压氮气不仅可以用于对煤层气进行预冷(见图3),还可直接引入到氮膨胀液化流程中的氮膨胀循环过程中,作为制冷剂直接使用(见图4)。利用余压之后,节能效果随着含氮量的增加而显著增大。
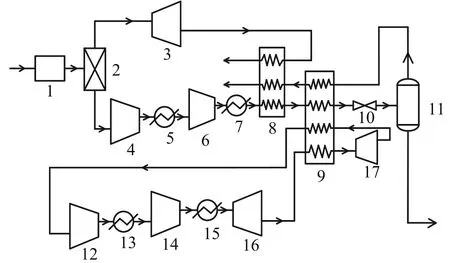
图3 利用变压吸附余压预冷的煤层气氮膨胀液化工艺Fig.3 CBM nitrogen expansion liquefaction process with precooling using residue pressure of released nitrogen from adsorption separation
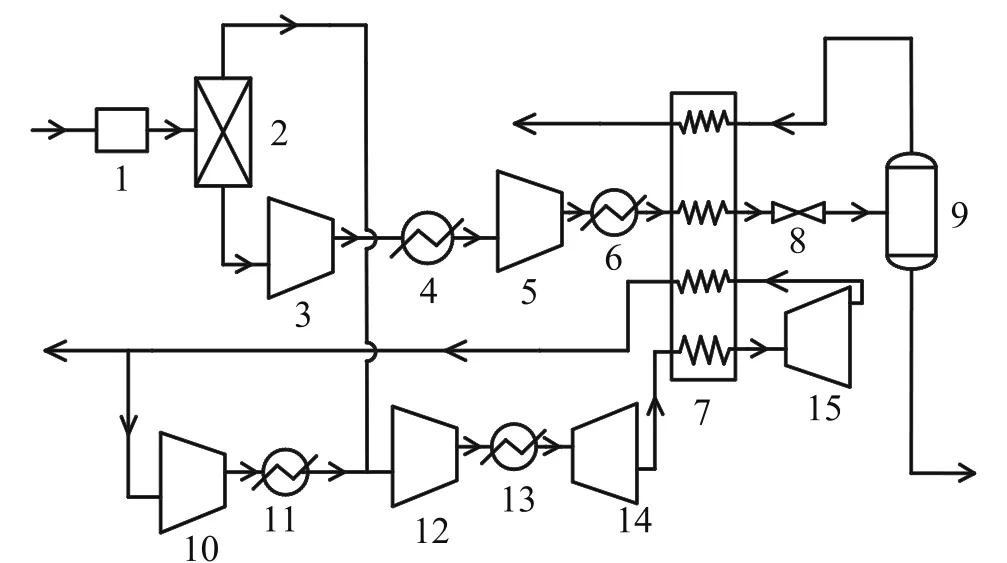
图4 半开式煤层气氮膨胀液化工艺Fig. 4 Semi-open CBM nitrogen expansion liquefaction process
3 煤层气液化的传热过程
3.1 煤层气液化流程的传热特性研究
高婷等[40]针对高含氮量的煤层气,在前期对四种主流液化流程(氮膨胀液化流程、带丙烷预冷的氮膨胀液化流程、混合制冷剂液化流程和带丙烷预冷的混合制冷剂液化流程)的性能研究的基础上,比较了四种流程换热系统的传热性能,并研究了煤层气中含氮量对四种流程中换热系统传热性能的影响。
通过对换热器系统冷热流体温度-热流量变化曲线的匹配,冷热流体制冷卡诺因子-热流量变化曲线的匹配,以及换热系统 损失三方面的研究,从更深层次揭示了各种流程的缺陷和优势,以及含氮量对流程性能的影响。结果表明:尽管使用混合组分作为制冷剂的流程的能量效率高于使用氮作为制冷剂的流程的能量效率,但其换热器系统的 损失却更大,因此在换热器系统部分有着更大的优化空间。另一方面,尽管液化流程的能量效率随着煤层气含氮量的增加而降低,但由于氮的比热容和气化潜热都低于甲烷,使得换热量随着含氮量的增加而降低,因此 效率却反而增大。
3.2 超临界煤层气冷却换热过程研究
一般情况下,为节省能耗,煤层气的液化是将其增压到临界点压力以上然后进行逐级冷却,最后通过节流降压使之成为液体。
目前关于超临界流体冷却的研究主要集中在超临界CO2上。许多学者[41-43]对超临界CO2冷却换热进行了实验研究,结果表明超临界CO2对流换热受物性变化影响较大。Pitla等人[44]基于密度平均,采用k方程对超临界CO2进行了数值计算。Dang等[42]采用三种低雷诺数模型和一个混合长度模型对超临界CO2进行了预测,通过与实验对比,认为Jones-Launder[45]低雷诺数模型预测较好。需要指出的是Pitla和Dang等忽略了浮升力对换热过程的影响。Du等[46]在考虑浮升力的基础上,采用九种不同湍流模型对超临界CO2换热进行了计算,结果表明Lam-Bremhorst低雷诺数模型[47]预测最好。
基于对超临界流体换热的认识,Du等[48]采用Lam-Bremhorst低雷诺数模型对超临界N2/CH4混合物在竖直圆管内不同含氮量的冷却换热进行了预测,如图5所示。超临界N2/CH4的对流换热系数随温度降低逐渐上升,在准临界点附近达到最大值,然后下降。其换热曲线与超临界N2/CH4比热曲线几乎一致,说明超临界N2/CH4混合物的对流换热主要受物性变化的影响。
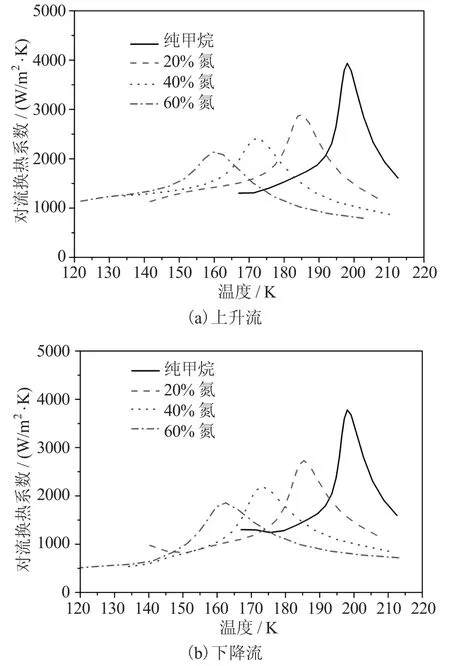
图5 超临界N2/CH4换热预测Fig. 5 Prediction of supercritical N2/CH4 heat transfer
4 结论
总体来看,国内对煤层气液化开展的相关研究比较活跃,已经取得了可喜的研究成果。
在液化流程方面,已经开展了多种流程应用于煤层气液化的研究,并且在液化与吸附或精馏过程实现能量整合方面也已取得成果。
利用炭分子筛实现甲烷/氮吸附方面开始取得实验室突破,但进行工业化应用尚需 日。
针对煤层气中氧对液化过程安全性已经开始研究,研究应继续深化;同时 ,氧从煤层气中先行完全脱除的技术还有待开发。
煤层气液化过程传热问题已有初步研究,有关超临界换热过程的研究尚待深化。
[1]王文军, 杜建梅, 蒋建志, 等. 煤层气氮膨胀制冷液化工艺参数优化计算[J]. 煤气与热力, 2010, 30(3): 9-12.(Wang Wenjun, Du Jianmei, Jiang Jianzhi, et al. Optimal calculation of coal bed methane liquefaction process parameters in nitrogen expander refrigeration [J]. Gas &Heat, 2010, 30(3): 9-12.)
[2]Fan Q H, Li H Y, Jia L X, et al. Selection of mixed refrigerant for CBM liquefaction system and its optimization analysis [C]// Proc. 2nd International Conference on Intellectual Technique in Industrial Practice. Changsha, 2010.
[3]Lin W S, Gu M, Gu A Z, et al. Analysis of coal bed methane enrichment and liquefaction processes in China[C]// Proc. 15th International Conference & Exhibition on Lique fi ed Natural Gas. Barcelona, Spain, 2007: 0-37.
[4]Gao T, Lin W S, Gu A Z, et al. Optimization of CBM liquefaction process adopting mixed refrigerant cycle [C]//Proc. IIR 3rd Conference on Thermophysical Properties and Transfer Processes of Refrigerants, Boulder, CO,2009.
[5]高婷, 林文胜, 刘薇, 等. 煤层气氮膨胀液化流程研究[C]//中国工程热物理学会工程热力学与能源利用学术会议论文集. 大连, 2009. (Gao Ting, Lin Wensheng, Liu Wei, et al. Study for CBM nitrogen expansion liquefaction process [C]// China Engineering Thermophysics/Engineering Thermodynamics and energy utilization.Dalian, 2009.)
[6]Gao T, Lin W S, Gu A Z, et al. Optimization of coalbed methane liquefaction process adopting mixed refrigerant cycle with propane pre-cooling [J]. Journal of Chemical Engineering of Japan, 2009, 42(12): 893-901.
[7]Gao T, Lin W S, Gu A Z, et al. Coalbed methane liquefaction adopting a nitrogen expansion process with propane pre-cooling [J]. Applied Energy, 2010, 87(7):2142-2147.
[8]陶鹏万, 王晓东, 黄建彬. 低温法浓缩煤层气中的甲烷[J]. 天然气化工, 2005, 30(4): 43-46. (Tao Pengwan,Wang Xiaodong, Huang Jianbin. Separation of methane from coal seam gas by cryogenic distillation [J]. Natural Gas Chemical Industry, 2005, 30(4): 43-46.)
[9]陶鹏万, 王晓东, 黄建彬. 煤层气低温分离提浓甲烷工艺: 中国, 200410040155.4 [P]. 2006-01-11. (Tao Pengwan, Wang Xiaodong, Huang Jianbin. Separation of methane from coal seam gas by cryogenic distillation: CN,200410040155.4 [P]. 2006-01-11.)
[10]杨克剑. 含空气煤层气液化分离工艺及设备: 中国, 2006 10103425.0[P]. 2007-02-07. (Yang Kejian. Technology and equipment for liquefaction and separation of CBM with air: CN, 200610103425.0[P]. 2007-02-07.)
[11]孙恒, 朱鸿梅, 舒丹. 一种低浓度煤层气低温液化分馏工艺的模拟与分析[J]. 低温与超导, 2009, 37(8):21-23. (Sun Heng, Zhu Hongmei, Shu Dan. Simulation and analysis of a liquefaction and separation process of low concentration CBM [J]. Cryogenics and Superconductivity, 2009, 37(8): 21-23.)
[12]范庆虎, 李红艳, 尹全森, 等. 低浓度煤层气液化技术及其应用[J]. 天然气工业, 2008, 28(3): 117-120. (Fan Qinhu, Li Hongyan, Yin Quanshen, et al. Liquefaction technology on low-concentration CBM and its application[J]. Natural Gas Industry, 2008, 28(3): 117-120. )
[13]季中敏, 范庆虎, 刘晓东. 适合于低浓度煤层气的低温液化精馏浓缩的工艺流程模拟与分析[J]. 煤炭技术, 2010, 29(6): 11-13. (Ji Zhongmin, Fan Qinghu, Liu Xiaodong. Simulation and analysis of low-temperature liquefaction and distillation process of low-concentration CBM [J]. Coal Technology, 2010, 29(6): 11-13.)
[14]吴剑峰, 孙兆虎, 公茂琼. 从含氧煤层气中安全分离提纯甲烷的工艺方法[J]. 天然气工业, 2009, 29(2):113-116. (Wu Jianfeng, Sun Zhaohu, Gong Maoqiong.Security technology of methane recovery from coalbed gas with oxygen [J]. Natural Gas Industry, 2009, 29(2):113-116.)
[15]余国保 , 李廷勋, 郭开华, 等. 煤层气液化全流程爆炸极限分析[J]. 武汉理工大学学报,2008, 30(6): 48-51.(Yu Guobao, Li Tingxun, Guo Kaihua, et al. Flammability limits analysis of overall liquefaction process for oxygen-bearing coal-bed methane [J]. Journal of Wuhan University of Technology, 2008, 30(6): 48-51.)
[16]Gao T, Lin W S, Gu A Z. CBM liquefaction process integrated with distillation separation of nitrogen [C]//Proc. 16th International Conference & Exhibition on Lique fi ed Natural Gas. Oran, Algeria, 2010: 1-4.
[17]高婷, 林文胜, 刘薇, 等. 与精馏相结合的煤层气MRC液化流程[C]//中国工程热物理学会工程热力学与能源利用学术会议论文集. 南京, 2010. (Gao Ting,Lin Wensheng, Liu Wei, et al. CBM MRC liquefaction process integrated with distillation separation of nitrogen[C]// China Engineering Thermophysics/ Engineering Thermodynamics and energy utilization. Nanjing, 2010.)
[18]夏艳东, 王柱军, 梁红义, 等. 一种煤层气提纯液化方法:中国, 101445755[P]. (Xia Yandong, Wang Zhujun, Liang Hongyi, et al. One method for CBM concentration and liquefaction: CN, 101445755[P].)
[19]Olajossy A. Methane separation from coal mine methane gas by vacuum pressure swing adsorption [J].Chemical Engineering Research and Design, 2003, 81(4): 474-482.
[20]Sheikh M A. Adsorption equilibrium and rate parameters for nitrogen and methane on Maxsorb activated carbon [J].Gas Separation Puri fi cation, 1996, 10(3): 161-168.
[21]Buczek B. Development of texture of carbonaceous sorbent for use in methane recovery form gaseous mixtures [J]. Inzynierk Chemiczna Procesowa, 2000, 21:385-391.
[22]Zhou L. A feasibility study of separating CH4/N2by adsorption [J]. Chem. Eng., 2002, 10(5): 558-561.
[23]辜敏, 鲜学福. 提高煤层气甲烷浓度的吸附剂的选择研究[J]. 矿业安全与环保, 2006, 33(3):11-12,16, 89.(Gu Min, Xian Xuefu. Selective study on adsorbent for improving coal-bed methane concentration [J]. Mining Safety & Environmental Protection, 2006, 33(3)11-12,16,89.)
[24]杨明莉. 煤层甲烷变压吸附浓缩的研究[D]. 重庆:重庆大学, 2004.(Yang Minli. Study on pressureswing-adsorption enrichment of coalseam methane[D].Chongqing: Chongqing University, 2004.)
[25]Bae Y S, Lee C H. Sorption kinetics of eight gases on a carbon molecular sieve at elevated pressure [J]. Carbon 2005, 43: 95-107.
[26]Huang Q L, Farooq S, Karimi I A. Prediction of binary gas diffusion in carbon molecular sieves at high pressure[J]. AIChE Journal, 2004, 50(2): 351-367.
[27]Cansado I P P, Carrott M R, Carrott P J M. Influence of degassing temperature on the performance of carbon molecular sieves for separations involving O2, N2, CO2,and CH4[J]. Energy Fuels, 2006, 20(2): 766-770.
[28]Grande C A. Carbon molecular sieves for hydrocarbon separations by adsorption [J]. Industrial and Engineering Chemistry Research, 2005, 44(18): 7218-7227.
[29]Cavenati S, Grande C A. Layered pressure swing adsorption for methane recovery from CH4/CO2/N2streams [J]. Adsorption, 2005, 11(1): 549-554.
[30]Ackley M W, Yang R T. Kinetic separation by pressure swing adsorption: Method of characteristics model [J].AIChE Journal, 1990, 36 (8): 1229-1238.
[31]Fatehi A. Separation of methane nitrogen mixtures by pressure swing adsorption using a carbon molecular sieve[J]. Gas Separation & Puri fi cation, 1995, 31(9): 199-204.
[32]Sodzawiczny W, Warmuzinski K. Pressure swing adsorption system for the enrichment of CH4/N2mixtures in methane [J]. Inz, Chem, Proc, 2001, 22(3): 1291-1296.
[33]慈红英, 李明, 卢少瑜, 等. CH4/N2在炭分子筛上的吸附动力学[J]. 煤炭学报, 2010, 35(2): 316-319. (Ci Hongying, Li Ming, Lu Shaoyu, et al. CH4/N2adsorption kinetics on carbon molecular sieve [J]. Journal of China Coal Society, 2010, 35(2): 316-319.)
[34]章川泉, 林文胜, 顾安忠, 等. CH4/N2混合气体在CMS上的低温吸附分离实验研究[J]. 低温技术, 2008, 36(5):9-12. (Zhang Chuanquan, Lin Wensheng, Gu Anzhong,et al. The experimental research of cryogenic adsorption separation of CH4/N2on carbon molecular sieve(CMS)[J]. Cryogenics and Superconductivity, 2008, 36(5):9-12.)
[35]席芳, 林文胜, 顾安忠. CH4/N2混合气在炭分子筛上的变压吸附分离[J]. 煤炭学报(已录用). (Xi Fang,Lin Wensheng, Gu Anzhong. CH4/N2pressure-swingadsorption separation on carbon molecular sieve [J].Journal of China Coal Society (accepted).)
[36]Xi F, Lin W S, Gu A Z. PSA Separation of CH4/N2mixture with carbon molecular sieve [C]// Proc. 2011 AIChE Spring Meeting, Chicago, USA, 2011.
[37]Lin W S, Gao T, Gu A Z, et al. CBM nitrogen expansion liquefaction processes using residue pressure of nitrogen from adsorption separation [J]. Journal of Energy Resources Technology-Transactions of the ASME, 2010,132(3): 0325011-0325016.
[38]林文胜, 高婷, 顾安忠, 等. 利用变压吸附余压预冷的煤层气氮膨胀液化工艺: 中国, 200810038555.X [P].2010-08-11. (Lin Wensheng, Gao Ting, Gu Anzhong,et al. CBM nitrogen expansion liquefaction process with precooling using residue pressure of released nitrogen from adsorption separation: CN, 200810038555.X [P].2010-08-11.)
[39]林文胜, 高婷, 顾安忠, 等. 利用变压吸附余压的半开式煤层气氮膨胀液化工艺: 中国, 200810038554.5 [P].2010-12-15. (Lin Wensheng, Gao Ting, Gu Anzhong,et al. Semi open nitrogen expansion liquefaction process with precooling using residue pressure of released nitrogen from adsorption separation for CBM: CN,200810038554.5 [P]. 2010-12-15.)
[40]Gao T, Lin W S, Gu A Z. Analysis of heat transfer characteristics in liquefaction processes of CBM with high nitrogen content [C]// Proc. ASME/JSME 2011 8th Thermal Engineering Joint Conference, Honolulu, USA,2011.
[41]Liao S M, Zhao T S. Measurements of heat transfer coef fi cients from supercritical carbon dioxide fl owing in horizontal mini/micro channels [J]. J Heat Transf, 2002,124: 413-420.
[42]Dang C, Hihara E. In-tube cooling heat transfer of supercritical carbon dioxide: Part 1 and Part 2 [J]. Int J Refrigeration, 2004, 27: 737-747.
[43]Oh H K, Son C H. New correlation to predict the heat transfer coef fi cient in-tube cooling of supercritical CO2in horizontal macro-tubes [J]. Exp Therm Fluid Sci, 2010,34:1230-1241.
[44]Pitla, S S, Groll E A, et al. Convective heat transfer intube fl ow of turbulent supercritical carbon dioxide: Part 1 and Part 2 [J]. HVAC&R Res., 2001(7): 345-382.
[45]Jones, W P, and Launder, B E, The prediction of laminarization with a two-equation model of turbulence[J]. Int. J. Heat Mass Transfer, 1972, 15: 301-314.
[46]Du Z X, Lin W S, Gu A Z. Numerical investigation of cooling heat transfer to supercritical CO2in a horizontal circular tube [J]. The Journal of Supercritical Fluids, 2010,55(1):116-121.
[47]Lam, C K G, Bremhorst K. A modified form of the k-ε model for predicting wall turbulence [J]. J. Fluid Eng.,1981, 103: 450-460.
[48]Du Z X, Lin W S, Gu A Z. Prediction of turbulent convective heat transfer to supercritical CH4/N2mixture in a vertical circular tube [C]// Proc. ASME/JSME 2011 8th Thermal Engineering Joint Conference, Honolulu, USA,2011.
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
舰船科学技术(2022年10期)2022-06-17
基层中医药(2020年8期)2020-11-16
中国特种设备安全(2020年11期)2020-06-09
电子制作(2019年20期)2019-12-04
中国煤层气(2019年2期)2019-08-27
中国煤层气(2019年2期)2019-08-27
中成药(2017年8期)2017-11-22
中国煤层气(2015年6期)2015-08-22
中国煤层气(2014年6期)2014-08-07