
刨花板热压控制系统模糊自适应PID控制
2011-08-02 05:55韩宇光朱良宽
森林工程 2011年4期
韩宇光,曹 军,朱良宽
(东北林业大学机电工程学院,哈尔滨150040)
在刨花板生产过程中,热压是关键的步骤,它将决定整条生产线的生产效率和产品质量。热压过程意味着,通过合理安排热压时间,温度和压力的关系使得胶和板形成所需的物理和力学性能指标,因此,热压控制过程的研究对于提升刨花板品质具有重要的现实意义。刨花板热压控制系统是一个典型的非线性、迟滞、模型不确定性的系统。它通过控制液压缸的下降率和热压时间调整刨花板的厚度。热压过程中发生了复杂的物理和化学变化,使系统本身并不拥有稳定的工作点,从而控制热压机系统需要更高的动态性和准确性。
现代刨花板热压机基本使用液压伺服控制系统。由于成熟的液压系统技术,它已被应用在机械制造、汽车、航空航天等领域[1-2]。然而,液压伺服控制系统难以精确的控制具有复杂特性的情况,例如非线性,时变性,外部负载干扰,低阻尼和交联耦合。模糊自适应整定控制可自动修正控制规则,提高控制系统性能,尤其是对于一些复杂的系统具有更好的控制性能,例如非线性,大时滞,高阶。因此,模糊自适应整定控制被广泛应用于各种形式的液压伺服系统。由于刨花板热压机液位伺服控制系统的具有严格的非超调要求,本文采用模糊自适应整定PID控制方法。这种模糊控制的方法实现了PID参数的在线自整定调节,这种方法不但保持了简单的PID控制原则,同时也有更大的灵活性,适应性以及更好的控制精度。
1 刨花板液位控制系统
本文讨论了结合平压和伺服控制方法的液压控制板厚系统的技术。压机上的两个钢带闭合高度是两者之间的差距。为了达到最佳的控制过程,这一差距在不同的热压机中被做不同的调整。一般来说,连续闭合平压机可分为闭合、热压、卸压。该系统将转换三阶段为五个阶段[3],即是迅速闭合、预压、保压、渐渐卸压和完全卸压。例如16mm的钢板冲压,刨花板热压机优化控制过程位置如图1所示。
如图1所示,AB是迅速闭合阶段。板铺装均匀后被迅速压缩到一定的厚度,同时这个过程不能违反板结构的原则。在这个时间中,板间隙很大并且热压速度比较快。BC是预压阶段。随着热压压力的提高,板间隙将会逐渐缩小并且结合力将增大。同时,热压速度将会相对的较慢并且闭合的厚度将比规定压出的板厚1~3mm。BC段的作用是将板材中的空气尽快挤压出并且提高板的芯层密度。CD段是保压阶段。为了提高产品质量和性能,热压机将保持热压板不动,使木刨花与胶粘剂的核心层在压力和温度的影响下快速凝固。DE段是压力的延长期,由于在保压期温度和压力的共同影响,大量的饱和水蒸气将在板中产生。热压机慢慢打开以防止板内蒸汽过度存积,这让蒸气可以从板的边缘快速逸出。这个阶段在提升板的质量的过程中起到了至关重要的作用。这个时候板厚会比标准的板厚多2~5mm。EF是卸压和打开压板的过程。在压力的延长期过后,板材和标准板材相比有了很大的变化,所以板厚的调整就越发的重要。另外,在完成了热压及进入热压机之前,在板材中还存在一些蒸气,所以1-2闭合高度框架应在压机的结束后逐步加大,使板内蒸汽成功溢出。从而可以预防板材的分层和鼓泡。为了使板材在较弱的约束力作用下厚度还能达到要求,通常是闭合高度略低于产品的厚度。不同区域压机的闭合将对木材内部断层表面质量和密度分布起关键作用。
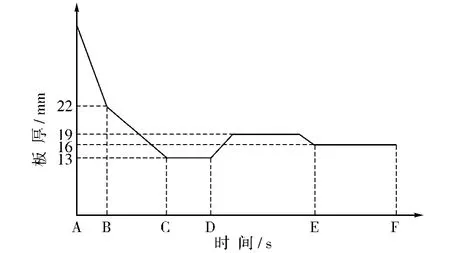
图1 刨花板热压机闭合过程Fig.1 Closing process of particleboard hot pressing machine
2 模糊自适应PID压板控制
在刨花板热压控制系统中,由于熟练操作人员的经验很难被建立确定的数学模型,同时控制过程中的各种信号量也不易定量表示。因此模糊控制理论是解决此问题行之有效的办法。运用模糊数学的基本理论和把模糊规则的内容用模糊集合表示出来,并把这些模糊控制规则以及相关信息 (如评价指标和初始PID参数等)[4]作为知识存到计算机的规则库中,然后计算机根据热压控制系统的实际响应情况 (即热压控制系统的输入条件),运用模糊推理规则,自动实现对PID参数的最优调整,这就是模糊自适应PID控制。以误差e和误差的变化率ec作为输入,利用模糊控制规则在线对PID的3个参数进行修改,这就构成了模糊自适应整定PID控制器。模糊自适应整定PID的热压控制系统在图2中显示
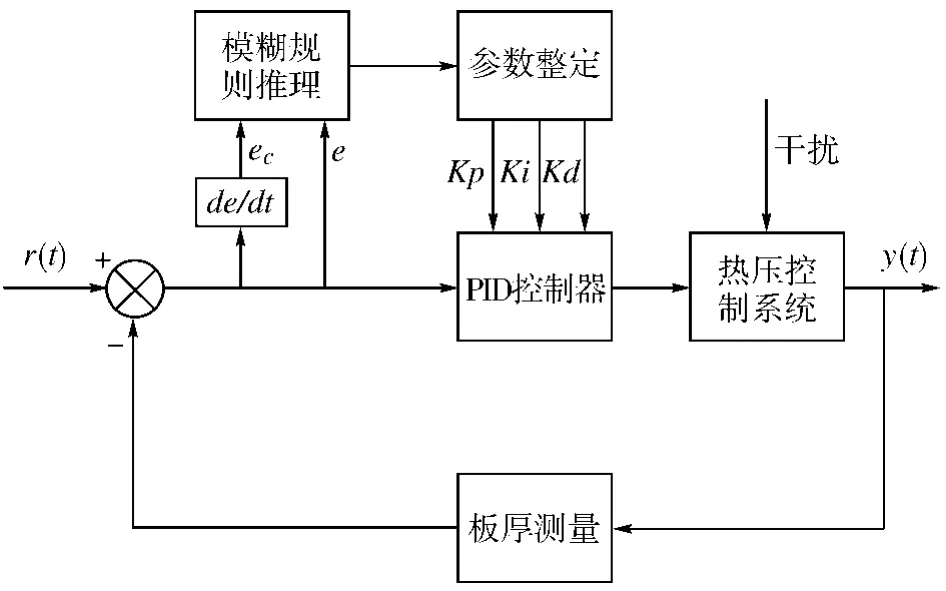
图2 基于模糊自适应PID的热压控制系统Fig.2 Hot pressing control system based on fuzzy adaptive PID control
如图2所示,r(t)是刨花板厚的初始设定值;y(t)是刨花板实际的输出值。e和de/dt分别代表系统的误差和系统的误差变化率。比例项Kp,积分项Ki和微分项Kd是通过模糊推论和计算获得的PID的参数。模糊自适应整定PID参数是用来确定三个PID参数,e和ec的模糊关系。在实践中,通过不断的调整e和ec,在线修正PID的三个参数以满足不同要求的控制要求[5]
2.1 确定模糊控制数据库
将板厚的误差 e、误差变化 ec和3个输出ΔKp,ΔKd,ΔKi的模糊集及论域范围定义如下:论域都为 {-3, -2, -1,0,1,2,3}。各语言变量均定义7个模糊集,即 {NB,NM,NS,ZO,PS,PM,PB}。集合中的元素分别代表负大,负中,负小,零,正小,正中,正大。设它们都服从正态分布,由此可得出各个模糊子集的隶属度如图3所示。
2.2 模糊控制规则的设计
在这个系统中使用的是二维模糊控制器。一般来说,二维模糊控制器的规则可以写成如下形式:
If e=Miand ec=Njthen u=Pij,i=1,2,3…,j=1,2,3…。
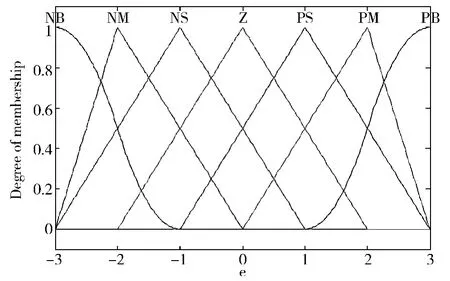
图3 e,ec,ΔKp,ΔKd,ΔKi的隶属度函数曲线图Fig.3 Membership function curves of e,ec,ΔKp,ΔKd and ΔKi
Mi,Nj,Pij是模糊设置、分别代表误差,误差变化率和控制输出。根据模糊子集和每个模糊控制模型参数分配形式,可以在线使用模糊矩阵表来修改PID参数的模糊PID综合设计。方程如下:

其中x=P、I、D。
在总结工程人员对热压板厚调节的技术知识和实际操作经验基础之上,根据PID参数整定规则,得到针对ΔKP、ΔKd、ΔK33个参数分别整定模糊控制表,见表1。
2.3 模糊控制推理算法
模糊自适应PID控制器采用Mamdani算法。该算法采用取小的运算法则来定义模糊表达中的模糊关系,即

上述控制规则是多重二维推理。当模糊关系是Rc的时候,推理合成规则是“∧—∨”,从而得到模糊决策如下公式 (3)所示:

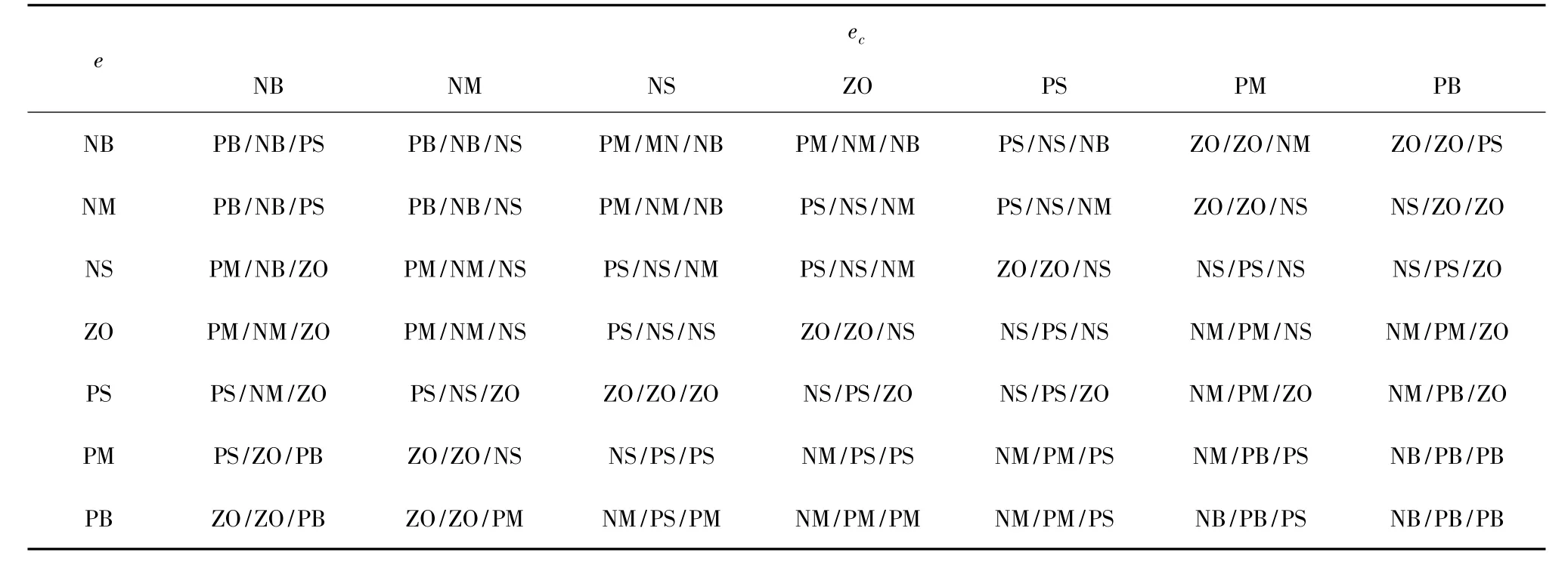
表1 e,ec,ΔKp,ΔKd,ΔKi的模糊规则表Tab.1 Fuzzy rule table of e,ec,ΔKp,ΔKd and ΔKi
令αij=Π (M'|Mi)∧Π (N'|Nj)。
αij代表匹配度,αij反映了输入 (M')和 (N')和规则(M')和(Nj→—) (Pij)的匹配度,所以公式 (3)变为

公式 (4)采用Mamdani取小规则求模糊决策,这样可以不求模糊关系而得到一个相对简便的算法公式[6-7]。通过此公式可得到论域内任一输入的输出控制量,根据此合成规则得到的输出控制量仍是一个模糊集合,需要进行解模糊处理。
2.4 解模糊设计
解模糊化就是采用合理的方法将模糊量转换成确定的量,以便最好地发挥出模糊推理结果的决策效果。目前,常用的解模糊化方法有:加权平均法、选择最大隶属度法、MIN-MIX-重心法等。
本文在解模糊化的过程中采用的是MIN-MIX-重心法。MIN-MIX-重心法,是指取模糊集隶属度函数曲线同基础变量轴所围面积的重心对应的基础变量值作为清晰值的方法,该方法是较为常用的一种解模糊的方法。其数学表达式可表示为:

式中:u*是清晰值的输出,u是输出变量,μ是模糊隶属集合函数,最小的代表最低清晰值,最大的代表最高清晰值。
3 仿真结果及实验分析
在本文中,刨花板热压机控制系统选取10mm厚度板材为对象。在高阶液压伺服控制系统的传递函数可以设置如下:

利用MATLAB 7.0,对常规PID和模糊自适应整定PID控制系统控制均进行了仿真,利用MATLAB7.0中的S函数设计了模糊控制器,采用阶跃信号对热压控制系统进行了常规PID控制和模糊自适应整定PID控制的仿真实验比较。仿真结果如图4和5所示。
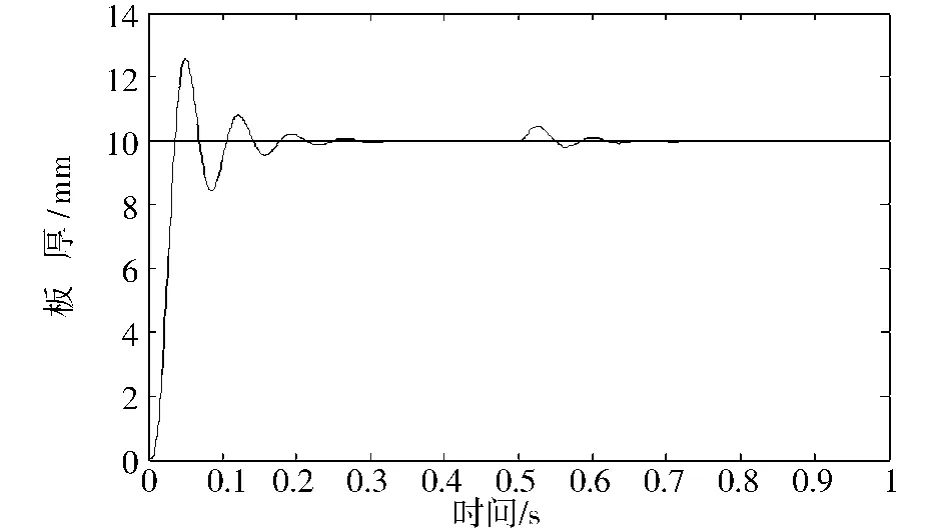
图4 常规PID控制响应曲线Fig.4 Response curves of traditional PID control
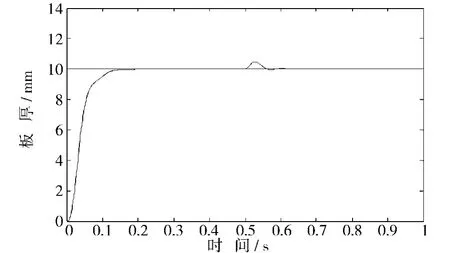
图5 模糊自适应整定PID控制响应曲线Fig.5 Response curves of fuzzy adaptive PID control
由图5中可以看出,模糊自适应整定PID控制在上升时间基本相同的前提下,调整的时间比常规PID控制要短,而且基本上没有超调。同时热压模糊自适应整定PID控制消除了系统的稳态误差,改善了单独利用模糊控制的静态特性。另外,在同一采样时刻加相同的干扰信号时,模糊自适应整定PID控制系统输出的最大动态偏差小于常规PID控制,同时恢复稳定的时间也较短,即系统的鲁棒性也较好,因此得出模糊自适应整定PID控制具有比常规PID控制更好的动静态特性。
4 结论
本文根据刨花板热压生产过程中存在的纯滞后、非线性和时变性等问题,结合常规PID控制系统结构简单、易于组织实现及模糊控制自适应能力及鲁棒性强的特点,设计了一个模糊自适应整定PID控制器,解决了PID参数的在线自调节问题,改善了热压控制系统的整体性能。仿真结果的对比显示,采用模糊自适应整定PID控制器,使热压系统的调整时间大大缩短,并且几乎没有超调,响应速度加快,抗干扰的能力和适应外界参数变化的能力都较常规PID控制有了较大的改善,同时也获得了更好的动态特性和稳定性,大大提高了热压控制精度。
[1]Zheng K Z.Analysis on hot press technology control in production of MDF by continuous press[J].China Wood Industry,1999,13(6):34-36.
[2]Liu Z T,Wang J Y,Yu H.Study on factors influencing the heattransfer process in hot press of wood particleboard[J].Journal of Beijing Forestry University,1995,17(2):64 -71.
[3]Zombori B G,Kamke F A,Watson L T.Simulation of the internal conditions during the hot press process[J].Wood and Fiber Science,2003,35(1):2 -23.
[4]陶永华.新型PID控制及其应用[M]:第二版.北京:机械工业出版社,2003.
[5]刘金琨.先进PID控制及其MATLAB仿真[M].北京:电子工业出版社,2003.
[6]孙增圻,张再兴,邓志东.智能控制理论与技术[M].北京:清华大学出版社,1997.
[7]李 旭,张殿华,何力平,等.基于模糊自适应整定PID的活套高度控制系统[J].控制与决策,2006,21(1):97 -99.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
电站辅机(2017年3期)2018-01-31
国际木业(2016年7期)2017-01-15
国际木业(2016年4期)2017-01-15
国际木业(2016年12期)2016-12-21
国际木业(2016年3期)2016-12-01
国际木业(2016年6期)2016-02-28
国际木业(2016年6期)2016-02-28
