
一种高精度测量仪直线位移装置的设计
2011-07-26 08:10何频
轴承 2011年11期
何频
(九江职业技术学院,江西 九江 332007)
在机械制造与研究工作中,对于精度要求达到微米级或更高要求的测量,通常采用测长仪来完成。为保证测量精度,传统测长仪的测轴系统一般采用高精度测量主轴,但其结构复杂、装调繁琐、笨重且造价高,现采用空气阻尼原理,设计出一种具有空气阻尼控制的直线位移装置,并应用于高精度数显(钢球)测量仪和测长仪。
1 传统测长仪测轴系统的结构
如图1所示,传统测长仪主要由测量主轴、测量座、读数显微镜、工作台和油缸等部分组成[1]。在测量座中装有可上下移动的测量主轴,作为测量标准的玻璃线纹尺被安置在测量主轴中(图2b),测量主轴上端连接钢带,经过滑轮后与悬置在油缸中的重锤相连。为避免测量过程中测量主轴因自重快速下降而碰撞被测工件或工作台面,需要通过油缸、钢带及重锤装置对测量主轴起阻尼缓冲作用。
如图2a所示,测量主轴沿自身轴线作直线运动时,需由分布在其圆周的3个成为一组的滚动轴承支承和导向(前后共有2组)。为了装配调试的需要[2],每套轴承都须安装在各自的偏心轴上;为防止测量主轴在测量座中转动,测量主轴还须加工出如图2b所示的凸形结构,通过安装在凸形两侧的2套滚动轴承防转,防转轴承需通过调整轴承架来控制其与测量主轴凸形两侧面间的间隙(即夹紧程度)。测量主轴作轴向移动时需要松开紧固螺钉,测量读数时,则需先用紧固螺钉将测量主轴固定。
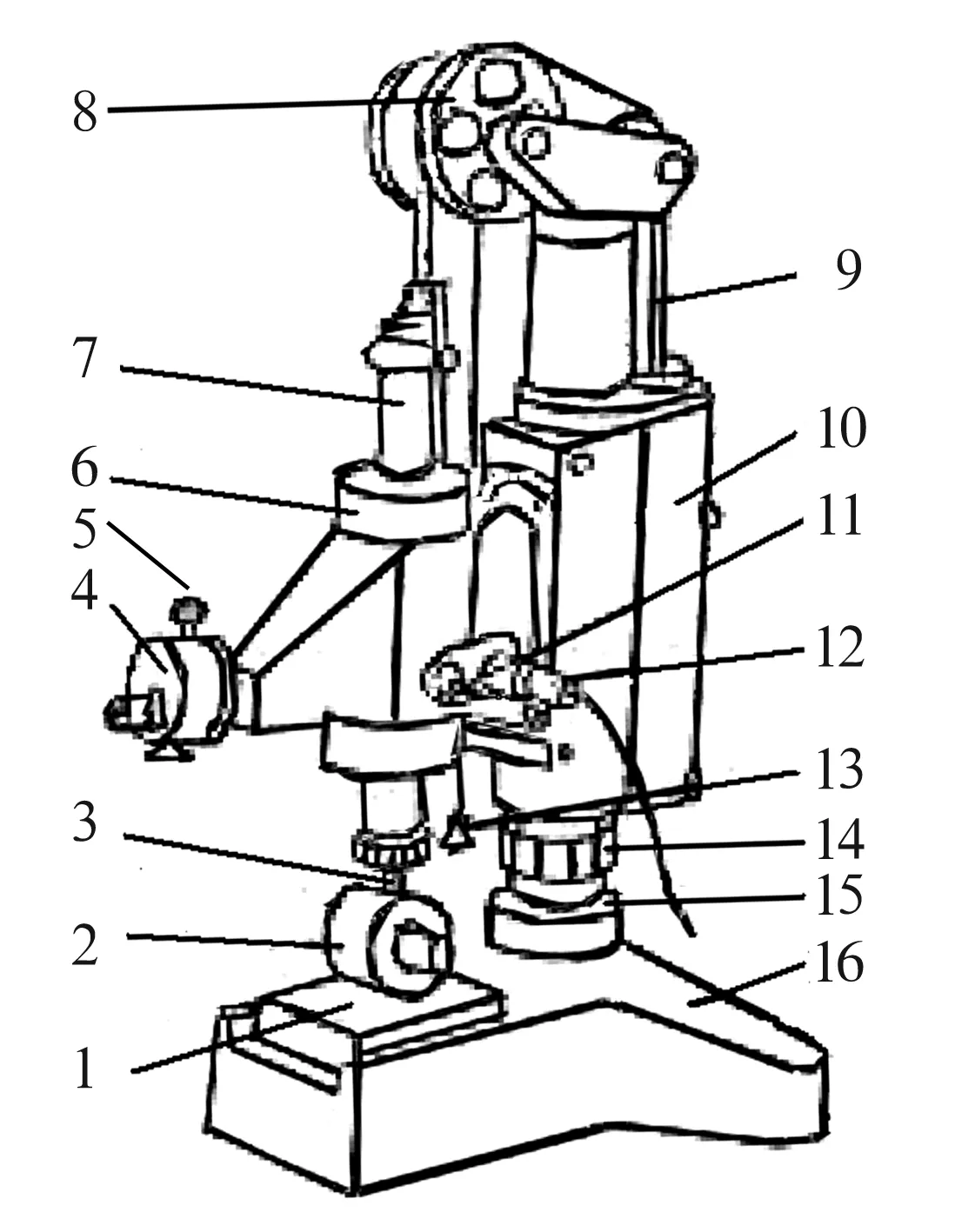
1—工作台;2—被测件;3—测头;4—读数显微镜;5—微调手轮;6—测量座;7—测量主轴;8—滑轮;9—钢带;10—油缸座;11—测量轴紧固螺钉;12—光源;13—手柄;14—调节环;15—立柱;16—底座
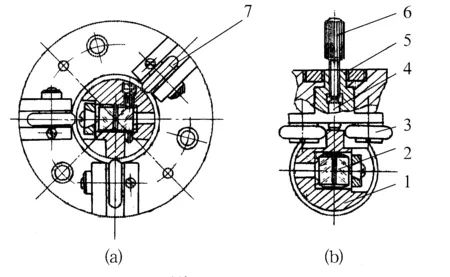
1—测量轴;2—玻璃标尺;3—防转滚动轴承;4—销子;5—轴承架;6—测量轴紧固螺钉;7—支承、导向滚动轴承
可以看出,该测轴系统结构复杂,装调繁琐,主要构件加工精度要求高,制造成本较大。测长仪检定规程对测量主轴在水平和垂直2个方向上的移动直线度要求为不超过15″/100 mm[3],这也使测轴系统的检定与调修具有一定的难度[4]。
2 高精度数显测量仪工作原理
如图3所示,高精度数显测量仪主要由测量工作台、光栅位移传感器、数显装置等3部分组成。工作台安装在底座上,立柱固定在底座的一侧,支架由锁紧手轮固紧于立柱上,传感器装夹于支架上。传感器测杆的上端与直线位移装置连接,通过直线位移装置来控制测杆上下移动的速度和直线度,以保障测量精度。测量时,调整限位调整环使测杆下端的测帽与工作台接触,将数显装置清零,使当前位移传感器显示值为零,将被测件放置于测帽和工作台之间,即可进行直接测量。
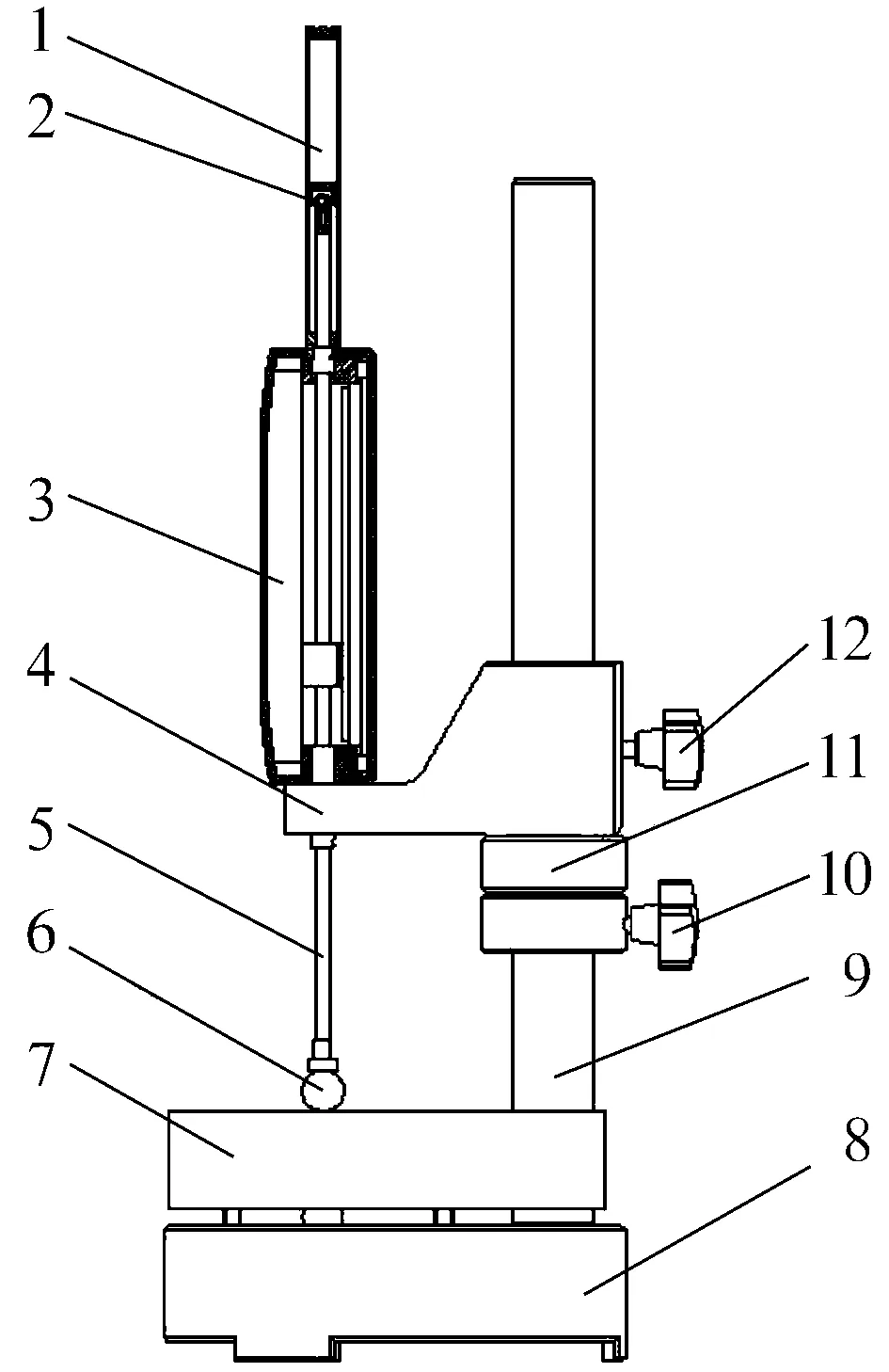
1—直线位移装置;2—连接杆;3—光栅位移传感器;4—支架;5—测杆;6—被测件;7—工作台;8—底座; 9—立柱;10,12—锁紧手轮;11—限位调整环
3 直线位移装置设计
3.1 设计思路
为使直线位移装置的结构简化,且又能满足高精度测量仪对其在直线位移过程中的各项要求[5],采用空气阻尼控制的原理,并利用测杆-活塞-气筒的组合,使测量过程中装置作直线位移时能够平稳、顺畅,以提高测量的稳定性和准确性。
3.2 装置特点
如图4所示,在气筒中设一滑行活塞,测杆与活塞底端连接。为保证高精度测量对测杆在直线位移过程的要求,测杆与活塞底端采用活络关节连接杆密封连接。在活塞上、下各设一气室(A,B)和气阀调节机构,气阀调节机构包括气阀座、钢球和2个气孔(M,N)。气阀座的中央为导气孔M,其顶部为锥形,上部有1个钢球;气筒顶部的中间为出气孔N。
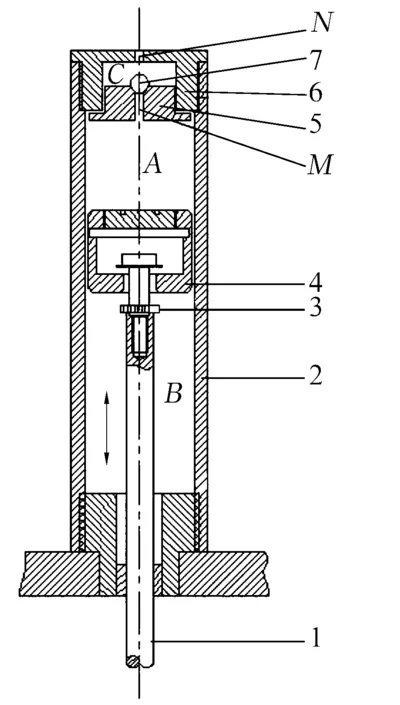
1—测杆;2—气筒;3—活络关节连接杆;4—活塞;5—气阀座;6—气筒顶部;7—钢球;A,B,C—气室;M—导气孔;N—出气孔
当测杆上升顶着活塞向上快速直线运动时,气室A的空气来不及通过活塞与气筒壁向气室B交换,A室的空气顶着钢球离开锥形座,并通过气孔M冲到气室C,再通过气筒顶部的气孔N向外排,从而起到使测杆上升速度得到控制的作用;当测杆下降时,钢球落在锥形座上,空气只能从活塞外壁与气筒内壁间泄漏,从而使测杆克服自重而实现平稳的下降。
4 应用效果
应用该直线位移装置的JC系列高精度数显测量仪与传统测长仪的技术指标对照见表1。由表1数据并经实际使用证明:该具有空气阻尼控制的直线位移装置相对传统测长仪的测轴系统,可使仪器测杆的上下运动更加平稳、顺畅,运动速度更加均匀,从而使应用该直线位移装置的JC系列高精度数显测量仪比传统测长仪的计量性能更加稳定、可靠,更能适应高精度测量。
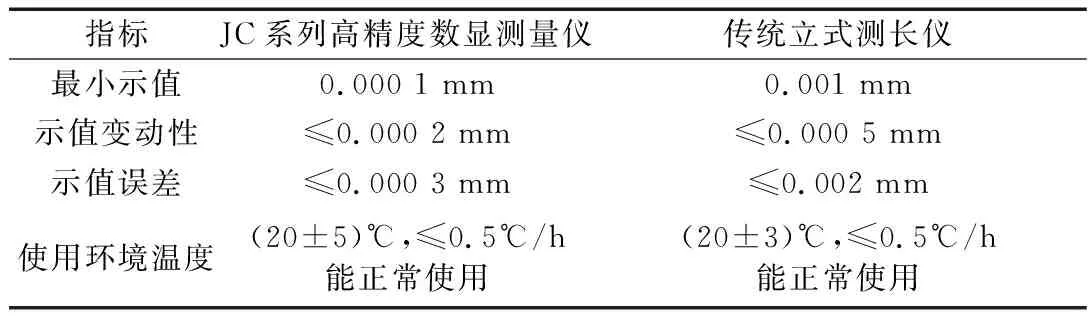
表1 JC系列高精度数显测量仪与传统测长仪主要技术指标对比
5 结束语
该直线位移装置相对传统测长仪的测轴系统具有结构简单、紧凑,使用方便,直线位移控制性能稳定、可靠等特点,满足了高精度测量仪器对直线位移装置的使用要求。因此,具有良好的实用性与推广性。
猜你喜欢
皮革制作与环保科技(2022年10期)2022-06-30
建材发展导向(2021年13期)2021-07-28
中学生数理化·八年级物理人教版(2021年4期)2021-07-22
汽车实用技术(2021年10期)2021-06-04
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
北京航空航天大学学报(2017年9期)2017-12-18
电子制作(2017年7期)2017-06-05
