
微小台阶轴长度测量仪
2011-07-25 00:56李红方芳王萍曾丽
轴承 2011年10期
李红,方芳,王萍,曾丽
(洛阳轴研科技股份有限公司,河南 洛阳 471039)
1 特殊铆钉的结构
采用双半实体保持架的深沟球轴承在合套时需要铆钉铆接,铆接的质量直接影响轴承的使用寿命和外观。常规铆钉如图1所示,铆钉头为冷镦成形,另一端为直杆。轴承装配后,在铆合机上将直杆端铆接成形,铆接时有冷铆和电铆2种方式。
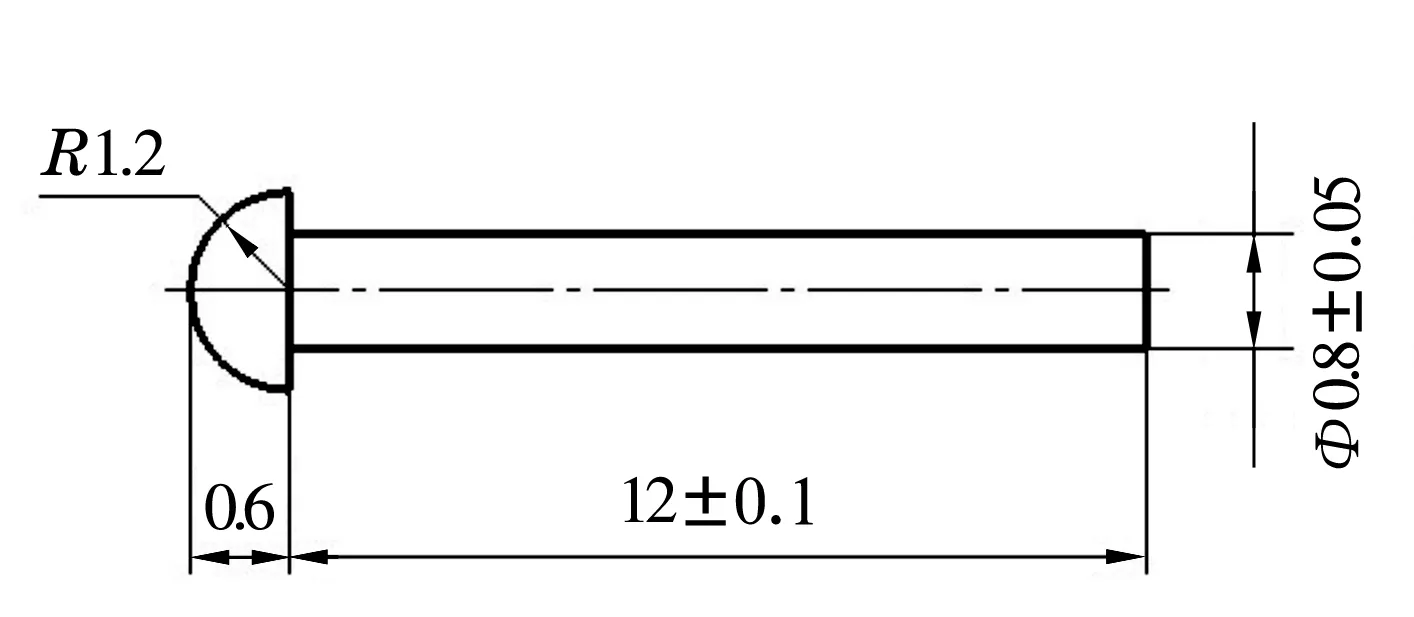
图1 常规铆钉示意图
现有一种深沟球轴承,由于结构及强度的限制,在保证钢球尺寸、数量及铆钉杆直径的要求下,若采用常规铆钉时铆钉头占用空间过大,易形成干涉,只能采用特殊结构的铆钉,如图2所示。
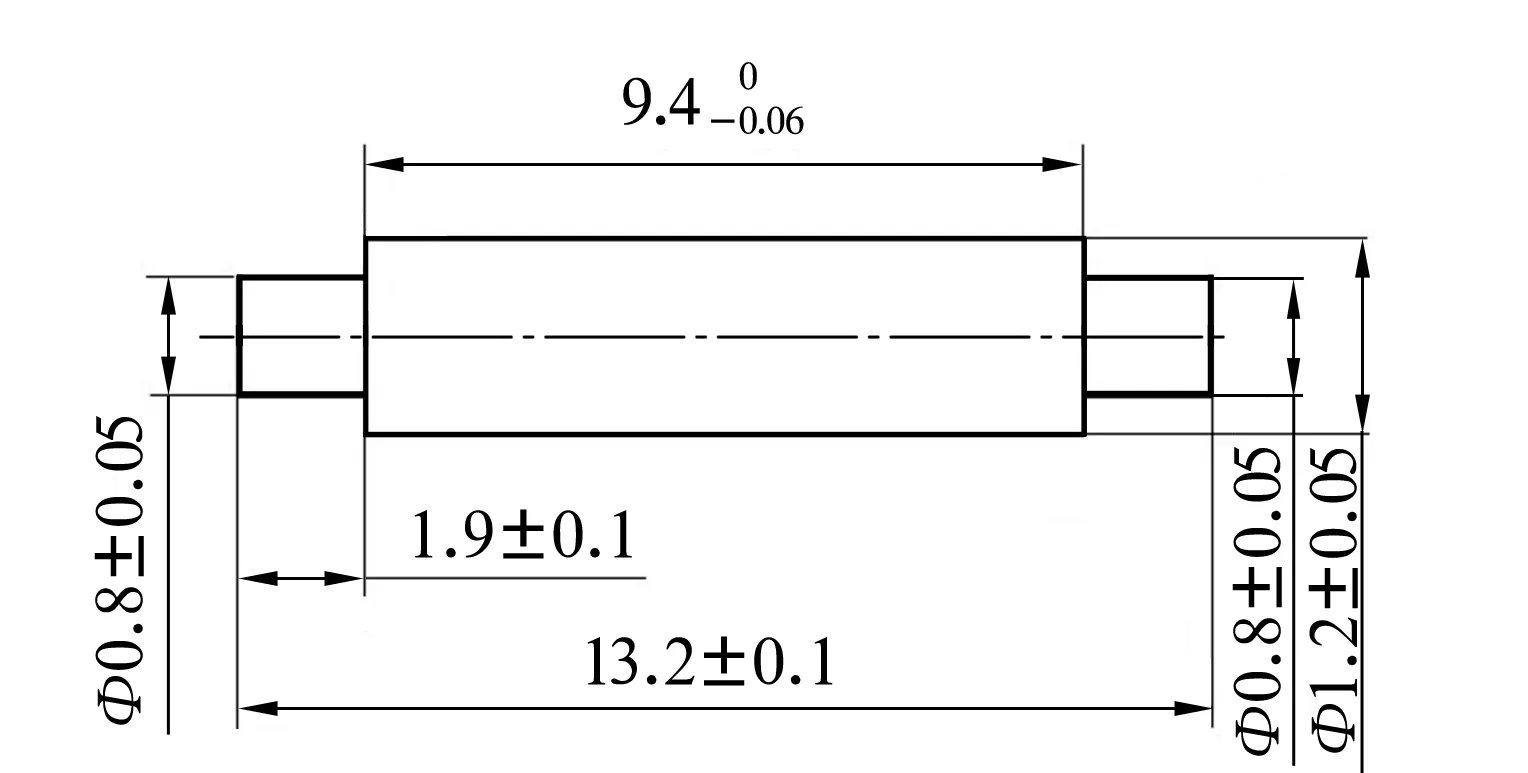
图2 小台阶铆钉示意图
特殊结构铆钉在使用前需按照0.02 mm的分组差将铆钉的Φ1.2 mm加强杆长度分组,即保证同组铆钉(每套轴承所需铆钉数)中每个铆钉的中间部分(9.4 mm)长度的偏差范围在0.02 mm以内。
从图2中可以看出,铆钉台阶的有效公称宽度只有(1.2-0.8)/2=0.2 mm,若计算极限公差则最小只有(1.15-0.85)/2=0.15 mm。使用常规测量工具如卡尺、百分表、千分表等都无法精确测量该长度尺寸,为此专门设计了微小台阶轴长度测量仪。
2 测量仪结构及使用
微小台阶轴长度测量仪示意图如图3所示。其工作原理是:将2片带有导向的U形测量挡板安装在大、小L形支架上,其中大支架上装有可安装千分表的弹性表架卡头。装在大支架上的U形测量挡板作为测量基准,固定不动,而另一片U形测量挡板与小L形支架一起连接在由2片弹簧板组成的平行四边形铰链架上,U形测量挡板上的U形槽宽0.87~0.9 mm,比铆钉两端的最大直径Φ0.85 mm 大0.02~0.05 mm,测量时将铆钉两端放入U形槽内,铆钉的台阶正好可卡在U形测量挡板之间。测量前,先将块规或经过计量的标准件放在2个测量挡板之间,同时将表架上的千分表对零,然后,即可对铆钉中间大直径的长度进行相对测量。
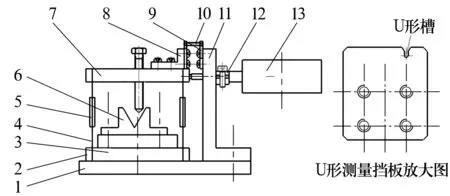
1—底座;2—压板;3—弹簧板底座;4—弹簧板;5—加强板;6—V形座;7—弹簧板上座;8—小L形支架;9—U形测量挡板;10—被测铆钉;11—大L形支架;12—弹性表架卡头;13—千分表
测量仪的测量力由组成平行四边形铰链架的弹簧提供,稳定可靠,平行四边形铰链架只有平移而不产生转动,从原理上保证了测量精度和可靠性。
该测量仪可实现专用两端带台阶铆钉长度的分组筛选,同时也可用于微小的两端或一端带台阶轴类零件的测量,其测量精度在0.01 mm以内。
3 结束语
该测量仪有效解决了实际生产中特殊结构铆钉长度分组的难题,使用时只需要将被测工件置于2个U形测量挡板之间,即可在千分表上读出测量值,简单、方便、高效,非常适合大批量生产。
猜你喜欢
科学与信息化(2022年14期)2022-07-31
小资CHIC!ELEGANCE(2022年3期)2022-01-11
科技资讯(2021年20期)2021-10-28
建材发展导向(2021年13期)2021-07-28
装备制造技术(2020年2期)2020-12-14
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
电子制作(2017年7期)2017-06-05
职业·下旬(2016年11期)2017-02-21
工业设计(2016年8期)2016-04-16
