
固体超强酸/的制备及催化合成水杨酸异丙酯的研究
2011-07-09 13:58:02王会菊
湖南工程学院学报(自然科学版) 2011年3期
王会菊
(陇南师范高等专科学校科学教育系,成县742500)
0 引 言
水杨酸异丙酯又称邻羟基苯甲酸异丙脂是一种重要的有机化工原料和药物中间体,是合成水胺硫磷、甲基异硫磷和乙基异硫磷等农药的关键中间体[1-3],还可用于溶剂、催化剂、塑料助剂以及合成医药等.水杨酸异丙脂是邻位有羟基的苯甲酸与仲醇的反应生成酯,两种反应物的空间位阻比较大,另外,异丙醇的沸点低很容易发生分子内和分子间的脱水,所以在合成上存在很大的困难.传统的合成方法是用浓硫酸作为催化剂,以水杨酸与超过量的丙醇为原料,二段回流升温,反应18 h而制得[4].该法的缺点是反应时间长,产品产率低,后处理较麻烦.另外,酯化后要分离出大量的稀硫酸,不易处理,使环境受到严重的污染.近年来有报道用酯化催化剂来代替浓硫酸进行酯化[5-7],但由于水杨酸与异丙醇两者酯化反应有着较大的位阻,反应速率比较慢,需要较长的反应时间,而时间太长又会加速酯的分解,故存在不同程度的缺陷.以固体超强酸/作为催化剂合成水杨酸异丙脂的研究还鲜有报道.本文以固体酸为催化剂合成了水杨酸异丙脂,缩短酯化反应时间,减少异丙醇的用量,提高酯化产率,简化分离提纯手续.取得了较好的结果,并考查了工艺参数对酯化产率的影响.
1 试验
1.1 试剂及主要仪器
氨水 分析纯;干燥剂;甲苯 分析纯;饱和NaHCO3溶液;饱和氯化钠溶液;无水MgSO4
三口烧瓶,油水分离器,冷凝管,干燥器,真空抽滤装置,水银温度计,马弗炉
1.2 固体超强酸/的制备
将6.7 g的 AlCl3(0.05 mol)溶于 500 ml水中,完全溶解后在搅拌条件下加入5.0 mol/L的氨水溶液,产生Al(OH)3沉淀,并用氨水调节使p H=8~9,在室温下,静止陈化2 h.过滤后,沉淀用少许热水洗涤,抽干.沉淀物在110℃下干燥12~14 h后,研磨细.用40 ml 0.5 mol/L的硫酸浸泡1.5 h,过滤,在110℃下干燥,最后将沉淀置于马弗炉中于600℃煅烧3 h,即得固体酸.
1.3 水杨酸异丙酯合成与分离提纯
在连有回流冷凝管(连接有油水分水器)和温度计的三颈烧瓶中,加入水杨酸6.9 g(0.05 mol)和异丙醇20 mL(0.25 mol),再加入催化剂(同时加入10 mL甲苯),加热到一定温度并维持回流一段时间,设定反应时间.反应完后提高温度从分水器中蒸馏出过量的大部分异丙醇和甲苯并回收.后冷却,真空抽滤除去未反应的水杨酸和催化剂,然后用饱和NaHCO3溶液洗涤至无气泡产生,再用饱和氯化钠洗涤,取有机相,用无水MgSO4干燥后得到粗酯.将粗酯加入蒸馏瓶中进行减压蒸馏,收集65~68℃馏分即为精酯.
2 结果与讨论
2.1 不同催化剂对酯化产率的影响
不同的催化剂对水杨酸异丙酯产率的影响是不同的,表1研究了在不同催化剂的催化条件下水杨酸异丙酯的产率,从表中可以看出来,在其他的工艺条件相同时,分别以浓硫酸、FeCl3、AlCl3、固体超强酸为催化剂时,水杨酸异丙酯的产率明显不同.结果表明在固体酸催化下得到的酯的产率最高,这充分说明了固体酸催化剂的催化性能明显优于其它的催化剂.
2.2 催化剂的煅烧温度对酯化产率的影响
煅烧温度会影响催化剂的催化效率,选择合适的煅烧温度对于固体超强酸的催化效果有很大的影响.图1研究了在其他条件相同,不同煅烧温度下,水杨酸异丙酯的酯化产率,从中可以看出,当煅烧温度在600℃时,催化剂的活性最强,煅烧温度高于700℃,酯化产率反而下降,说明催化剂的活性在下降,当煅烧温度在600℃以下时,酯化产率也不高,活性也不强.所以,最佳的煅烧温度是600℃.这主要是由于催化剂在一定温度下煅烧才能除去表面的H 2O,游离的H 2SO4等,才能将金属氧化物中无定性转化为晶型,使其中离子型的S=O键转变成共价键,形成的S=O键才可能呈现出超强酸[8,9].焙烧温度过低,则固体酸中心数目减少,酸性降低.温度过高,会使催化剂表面的以SOx的形式流失,导致硫含量及比表面积降低,超强酸结构受到破坏[10].
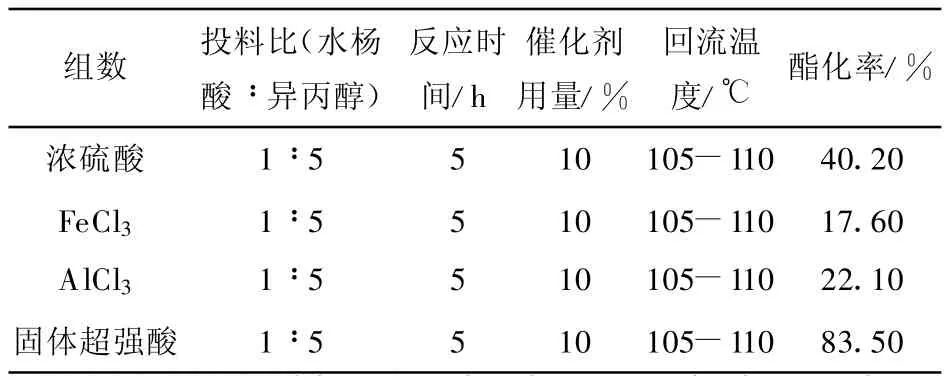
表1 不同催化剂对酯化产率的影响
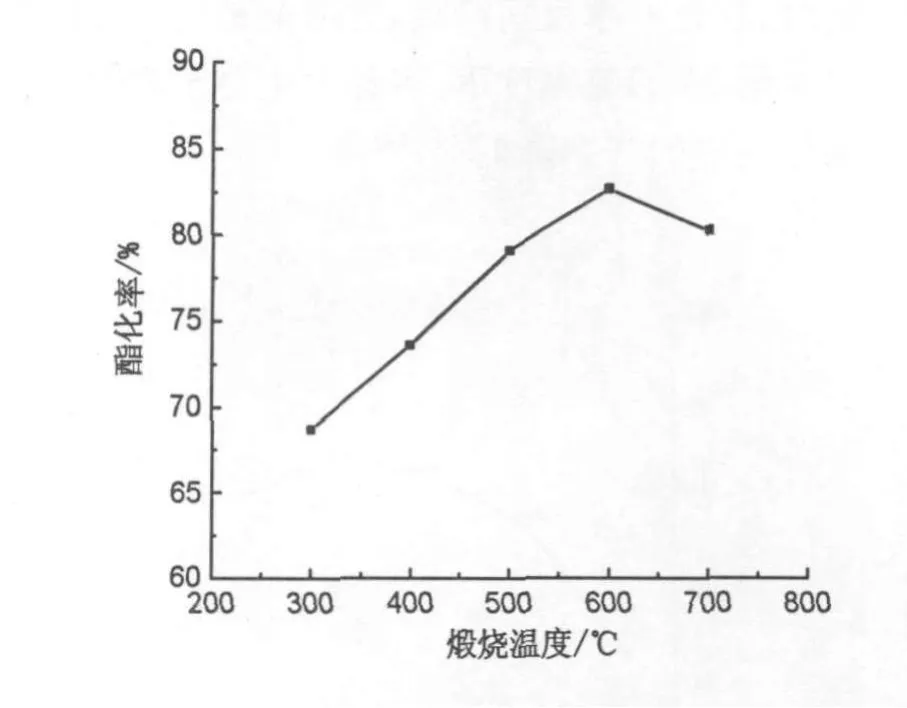
图1 煅烧温度对酯化产率的影响
2.3 催化剂煅烧时间对酯化产率的影响
催化剂的催化活性不仅与煅烧温度有密不可分的关系,而且与煅烧时间也有很大的关系,不同的煅烧时间下得到的催化剂的活性有很大的区别,这主要是由于煅烧时间过短,不能形成足够的酸中心;煅烧时间过长,形成的酸中心有可能分解,使得催化活性位减少,导致反应活性下降.图2研究了在600℃的煅烧温度,不同煅烧时间下,得到的固体超强酸对水杨酸异丙酯的酯化产率的影响.从图中可以看出在煅烧时间为4 h时得到的水杨酸异丙酯的酯化率最高,当煅烧时间低于 4 h,随着时间的增长,酯化产率也在逐渐增大,当煅烧时间高于4 h反而酯化产率在降低,所以最佳的煅烧时间是4 h.
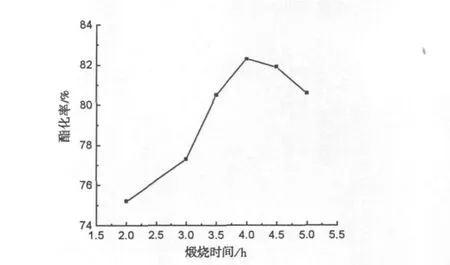
图2 煅烧时间对酯化产率的影响
2.4 投料比对酯化率的影响
水杨酸与异丙醇的投料比对酯化产率有很大的影响,图3为在相同的其他条件下,改变水杨酸与异丙醇的投料比对水杨酸异丙酯酯化产率的影响.从图中可以看出,随着水杨酸与异丙醇投料比的增大,酯化反应的产率也相应增加.当投料比为1∶4时酯化产率不再明显提高,投料比为1∶5时酯化产率达到最高.继续增加投料比酯化产率反而下降.从理论上讲,酸醇比越高酯化产率越高.但是,当异丙醇的量过高时,酯化产率反而降低,这可能是由于异丙醇的沸点太低,在回流温度下,容易发生分子内的脱水致使酯化反应的产率降低[11~13].
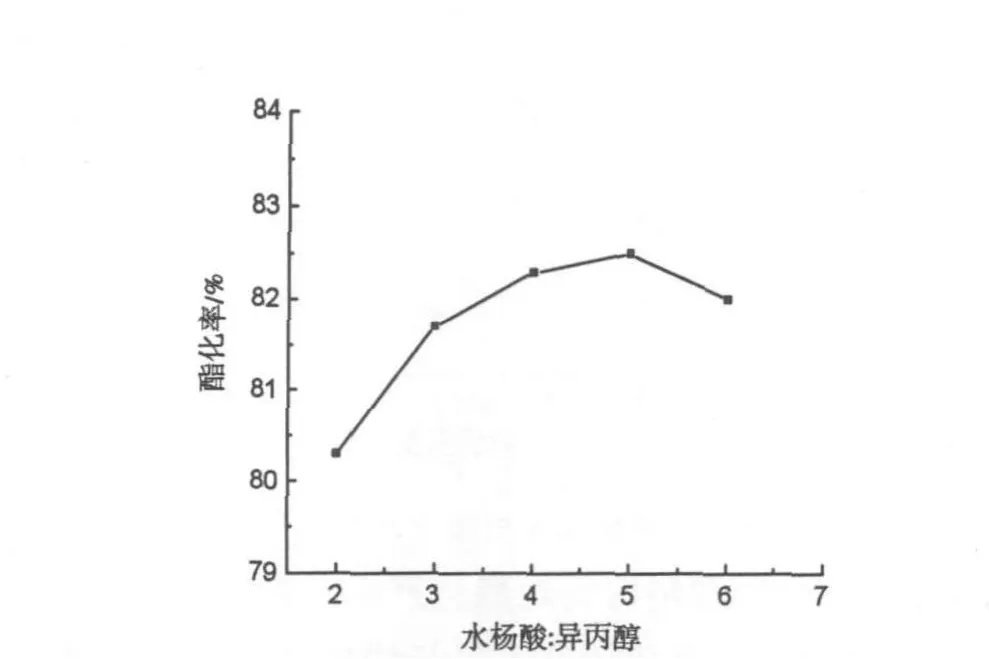
图3 投料比(水杨酸∶异丙醇)对酯化产率的影响
2.5 催化剂的用量对酯化率的影响
催化剂的用量是影响酯化反应的又一个重要工艺参数,催化剂的用量太少对于合成反应不能起到很好的催化作用,用量太多,反而增加副反应,降低酯化产率.图4为在保持投料比为1∶5(水杨酸∶异丙醇),回流温度为105~110℃回流5 h情况下,改变催化剂的用量,对酯化产率的影响.从图中可以看出只有当催化剂的量占总量的10%时,酯化反应的产率最高.催化剂的量达不到10%时,在酯化过程中不能起到很好的催化作用,而高于10%时,副反应的增加反而降低了酯化产率.
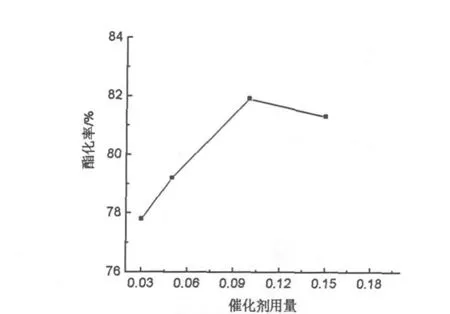
图4 催化剂的用量对酯化产率的影响
2.6 反应时间对酯化率的影响
图5 为保持水杨酸∶异丙醇为1∶5、催化剂的用量占反应总量的10%、回流温度为105~110℃情况下,改变反应时间对酯化产率的影响.从图中可以看出,随着时间的增加,酯化产率明显提高,当反应时间增加到5 h时,酯化反应的产率不再明显增加,继续延长反应时间,酯化产率反而有下降的趋势.这可能是因为反应时间短,酯化反应不充分,影响产率;反应时间过长可能发生了一些副反应,也影响酯化产率的提高.
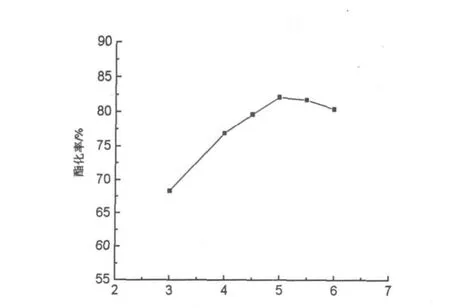
图5 反应时间对酯化产率的影响
3 总结
以沉淀——浸渍法制备了固体超强酸 SO2-4/Al2O3,结果显示:在相同条件下,固体超强酸的催化性能明显优于其他催化剂的催化性能;在煅烧条件为4 h,煅烧温度为600℃下得到的催化剂的催化活性最强;并且在优化的工艺条件下,投料比为1∶5(水杨酸∶异丙醇)、催化剂占10%、反应5 h,得到水杨酸异丙酯的产率最高,为83.50%.
[1]王光茂,范莲生,徐经香,等.乙基异柳磷试扩碱技术总结[J].农药,1983,22(5):18-22.
[2]武忠诚,雷 升.国内水胺硫磷甲基异柳磷生产技术现状与存在的问题[J].农药,1992,31(4):21-23.
[3]张春松,王海明.水杨酸异丙酯的气相色谱分析[J].农药,1983,22(1):23-25
[4]卢泽楷,朱万仁.固体铁系超强酸的制备及催化水杨酸异丙酯的合成[J].有机化学,2002,22(6):450-452.[5]罗 军,廖世军,张保安.水杨酸异丙酯合成新工艺研究[J].现代化工,2000,20(9):42-44.
[6]方小牛,李新发,许亚平.合成水杨酸酯的催化剂研究进展[J].应用化工,2004,33(5):4-7.
[7]李秀瑜.催化合成水杨酸酯的工艺研究[J].精细化工,2000,17(2):94-96.
[9]Jin T,Yamaguchi T,Tanabek.Mechanism of Acidty Generation on Sulfur-promoted M etal Oxcides[J].phys.chem,1986,90:4794-4796.
[10]曾健青,钟 炳,罗庆云.固体超强酸催化剂的结构表征[J].石油化工,1994,23(11):720-726.
[11]曹晓群,贾寿华,王玉民,等.水杨酸异戊酯合成新工艺的研究[J].化工技术经济,2002,20(4):45-46.
[12]陈义锋,张玉敏.钛酸丁酯催化合成水杨酸异丙酯[J].现代化工,1998,18(1):30-31.
[13]王春芳,陈焕章,赵地顺.硼酸催化合成水杨酸异丙酯的研究[J].河北化工,2001,22(4):22-23.
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
云南化工(2021年7期)2021-12-21 07:27:24
中国烟草学报(2021年4期)2021-09-26 07:30:38
有机氟工业(2021年3期)2021-09-15 02:43:22
水泵技术(2021年4期)2021-01-22 03:31:13
山东煤炭科技(2018年1期)2018-12-05 08:22:22
潍坊学院学报(2016年6期)2016-04-18 13:56:51
中国药物应用与监测(2015年5期)2015-12-11 03:15:53
印刷技术·数字印艺(2015年10期)2015-12-10 05:24:41
化工进展(2015年6期)2015-11-13 00:27:14
