
铸造工艺对铝合金铸件质量的影响
2011-07-02 00:03伞晶超顾园王彦鹏
电大理工 2011年3期
伞晶超 顾园 王彦鹏
辽宁装备制造职业技术学院 沈阳职业技术学院 沈阳铸造研究所(沈阳 110000)
1 铝合金低压铸造概况
铝是人们最熟悉的金属之一,在众多的轻量化材料中铝合金是最重要的材料之一,也是应用最广的轻量化材料。由于铝的熔点低,流动性好,具有很好的铸造性能,因此容易制造出形状复杂的零件。由于铝合金密度小而比强度高,所以在机械工业、汽车工业、航空航天工业等领域得到了广泛的应用。
低压铸造法是介于重力铸造和压力铸造之间的一种铸造方法,它利用气体压力将金属液压入铸型,并使铸件在一定压力下结晶凝固的特种铸造方法。低压铸造具有铸件尺寸精度较高、充型平稳、易获得优质铸件等优点,已成为生产汽车铝合金铸件的重要工艺。
2 铝合金铸件罐体工艺方案的确定
2.1 铝合金铸件罐体的分析
罐体是目前承受压力等级最高的产品,具有世界先进水平,该产品对铝合金铸件质量提出了更高的要求。该类产品铸件普遍具有较大的外形尺寸,较高的尺寸精度,更加严格的气密性和粗糙度要求,以及批量使用等特点。如何在现有生产条件下,满足日益提高的质量要求和批量的生产任务已成为我们的当务之急。
针对此类问题,本研究小组集思广益,应用专业理论与实践经验相结合,综合分析几种铸件结构与技术要求,对该类铸件的生产工艺进行了多次论证和研究,决定对该类产品铸件采用树脂砂造型生产。采用树脂砂造型生产既可以保证铸件表面粗糙度要求,同时铸件工艺出品率及内在质量都将达到一个新的高度,开创了生产大尺寸高精度铸件的先河。
2.2 铝合金铸件结构特点
罐体毛坯铸件见图1,结构较简单,但尺寸较大,壁厚较薄,且罐体两侧法兰均有SF6气体密封要求,传统砂型工艺生产较为困难。经研究小组调研论证决定在借鉴ABB类铸件工艺经验基础上,对该件采用树脂砂造型工艺生产。
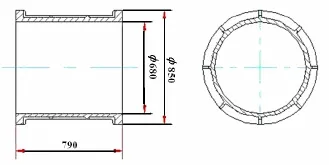
图1 罐体毛坯铸件
2.3 浇注系统的确定
罐体毛坯铸件采用水平造型方法,浇注系统采用对包、四个冒口缝隙浇注系统,见图2。此种浇注系统特点在于,能够使高大体积铸件在浇注过程中合金液面均匀上升,充型平稳,不会因为铸件体积过高而使金属液面落差较大,形成高速飞溅的液体冲入型腔,二次造渣产生缺陷。该件端面法兰部分较厚,为保证形成致密组织,特别在此处加放圆周冷铁,防止缩松产生。横浇道的设计上借鉴了ABB类铸件的生产经验,采用上下箱分别造型,横浇道下过滤网的方式防止夹杂物进入型腔。

图2 罐体浇注系统
方案一见图3,该方案特点在于能够在铸件圆周均匀设置冒口,在满足补缩功能的同时亦起到均匀应力防止变形的作用。但是,外圆冒口较多,清理切割较困难且打磨量较大,外表面粗糙度难以到要求。
方案二见图4,该方案浇注系统由树脂砂芯构成,保证了铸件外表面的的粗糙度要求,同时减小了砂箱尺寸,从而节省树脂砂使用量,提高了工艺出品率。在焊接坡口位置圆周放置冷铁,使该部分最先凝固,补缩充足形成致密组织,满足下道工序生产需要。
工艺方案一为我们在生产LW56-550产品时采用的工艺方案,该方案经过实际生产验证,切实可行。但工艺出品率低,打磨工作量大,外形粗糙度不理想。工艺方案二理论上可行,但是未经实际生产验证。为完善新工艺,提高铸件质量,决定大胆采用方案二生产。
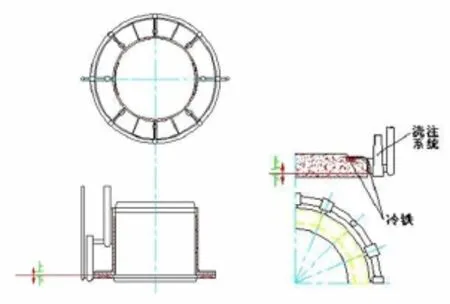
图3 浇注系统方案一

图4 浇注系统方案二
3 结论
该铸件试验生产三件,生产过程中采用如上铸造工艺,全部一次浇注成型。经机械加工后信息反馈,该铸件尺寸精度,内在质量,表明光洁度完全符合机加工要求。
对于结构较简单,但尺寸较大,壁厚较薄且两侧法兰均有SF6气体密封要求的罐体,采用树脂砂造型工艺、水平造型方法、对包、四个冒口缝隙式浇注系统,能够铸出质量符合要求的铝合金铸件。
[1]梁敏洁.铝合金低压铸造工艺 CAD 技术研究.华北工学院,2004 (4).
[2]唐多光.21世纪低压铸造技术的展望.特种铸造及有色合金,1998 (4).
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
金属加工(热加工)(2020年3期)2020-05-13
模具制造(2019年7期)2019-09-25
金属加工(热加工)(2018年11期)2018-11-29
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年2期)2017-07-19
中国铸造装备与技术(2017年3期)2017-06-21
广西电力(2016年5期)2016-07-10
大型铸锻件(2015年4期)2016-01-12
铸造设备与工艺(2015年1期)2015-01-21
