
基于ORACLE的炼钢厂能耗综合优化系统数据库模型的建立
2011-07-02 00:03李杨
电大理工 2011年3期
李 杨
辽宁广播电视大学(110034)
基于最佳工艺温度的炼钢—转炉流程能耗综合优化系统的数据库主要包括:静态表,生产实绩表,生产状态表和综合信息表4种数据表。其中,根据生产指示标准建立静态表;根据生产工序流程,分别对计划指示环节,转炉环节,精炼环节,连铸环节等生产环节,建立生产实绩表和生产状态表;综合信息表则是提取各工序的相同的数据信息,进行重新存储,便于子系统使用。
1 静态表的设计
静态表以钢种为主键,主要包括标准成分信息,内控成分信息,推荐工艺路径,各工序标准时间,以及标志性时间点的温度等要求。主要用于在生产计划下达以后,对整个生产过程进行指示。以ML08AL为例,进行说明。
(1)生产组织路线模式
铁水、废钢组织—铁水预处理—转炉冶炼—出钢、氩站—精炼—钢水软吹—连铸浇注—铸坯管理—辊道热送。
(2)转炉生产周期控制
40±2 min,开吹时间控制在连铸开浇0—5 min,当组第四炉转炉炉前应在钢水上回转台后方可冶炼,避免连铸开机失败造成精炼炉钢水积压过多的被动局面。
(3)转炉钢水温度控制
出钢温度≥1640 ℃,并根据出钢口、包况、生产节奏等酌情调整,确保氩后温度≥1570 ℃。
(4)转炉钢水成份控制
控制出钢 C:0.05—0.07%、P≤0.015% ;精炼前成份控制在 C ≤0.07%、Si ≤0.02%、Mn:0.25—0.33%、P≤0.018%的范围内。
(5)精炼周期控制
精炼周期≥35 min,软吹时间≥15 min;第一次开机炉次可适当延长精炼周期和软吹时间,确保钢水温度的均匀稳定。
(6)精炼钢水出站时间控制
连铸浇注10—15 min时出站软吹,确保待浇时间3—10 min。现场调度应控制好开机炉次钢水的出站时间,避免出现精炼钢水长时间等待连铸的现象。
(7)精炼钢水软吹后温度控制
开机1615—1620℃、第二包1600—1605℃、第三包1595—1600℃、连浇1595±5℃。现场调度应根据连铸浇注情况调整温度,确保连浇时过热度控制在15—40℃。
(8)正常情况,连铸接受开机钢水后,应迅速组织开机(要求在8 min内开浇);特殊情况,调度长可根据钢水温度及转炉、精炼生产节奏控制开浇时间(不得超过15 min)。
根据以上钢种的指示信息,本系统建立钢种信息表。
2 生产实绩表和生产状态表的设计
钢铁企业的生产是一个非常复杂的制造过程,其生产工艺流程长、环节多、工艺复杂、物料处理量大。从工艺流程上看,钢铁企业属于典型的混合型的生产类型制造企业,在炼钢和连铸环节以钢水的化学成分为约束条件,属于典型的流程型生产方式,强调时间上和操作上的连续性,在开坯、轧制等加工环节,又逐渐转为类似于机加工行业的离散型生产方式。
因此,信息平台根据三钢的工艺流程如图1所示,建立生产实绩表和生产状态表。
三钢的生产流程分成:生产计划环节、铁水预处理环节、转炉环节、氩站环节、精炼环节和连铸环节6部分。下面以生产计划环节和转炉环节为例说明此部分数据库建立方案。
由于转炉炼钢系统非常复杂,包括了转炉本体、氧枪系统、氧气系统、底吹气体系统、散装料及铁合金控制系统、温度和重量检测系统,以及化验室数据等,那么多的数据,如果是使用自底向上的策略容易抓不住模型的核心,所以在此使用自顶向下的设计策略。
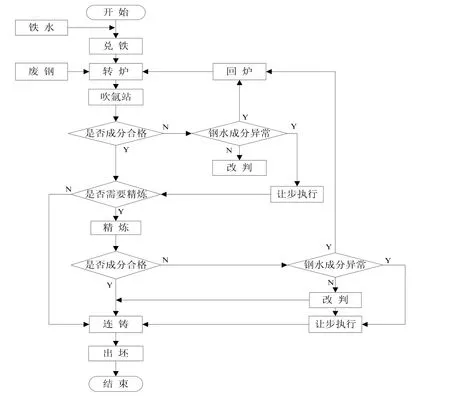
图1 三钢生产流程图
从整个转炉炼钢系统来看,可以把转炉本体数据、氧枪数据、氧气系统数据、底吹气体数据等转炉检测数据全部抽象为一个转炉冶炼过程的属性,那么就把这些与转炉系统相关的系统抽象为一个“转炉”实体。把转炉相关的实时数据抽象为“转炉”实体的一个属性,即实时数据;把转炉相关的离线数据抽象为“转炉”实体的一个属性,即离线数据。把所有的转炉炼钢的各种原料抽象出来,得到“原料”实体。原料的属性包括原料名、原料成分等。除了“转炉”和“原料”实体以外,转炉炼钢系统还包括操作人员实体,以及冶炼的结果,即钢水实体。钢水实体包括钢水温度以及其各种化学成分含量等。在转炉炼钢系统中,二级炉号是确定一个转炉冶炼过程的唯一“身份”标识,所以选择二级炉号作为“转炉”实体的标识符(用下划线表示)。因此可以将整个转炉炼钢系统抽象出四个实体,实体及实体属性简化定义如下:
(1)转炉(二级炉号,炉座,炉龄,实时数据,离线数据)
(2)原料(原料编号,原料名,成分)
(3)钢水(钢水温度,C含量,Si含量,Mn含量,S含量,P含量)
(4)操作人员(员工编号,姓名,工种,性别,工龄)
这4个实体之间有如下的联系。
(1)一个转炉炼钢过程可以加入多个原料实体,而一个原料实体只能加入到一个转炉炼钢过程中,所以转炉与原料的联系是一对多;
(2)一个转炉炼钢过程只能冶炼出一个钢水实体,而一个钢水实体也只对应一个转炉炼钢过程,所以转炉与钢水的联系是一对一;
(3)一个转炉炼钢过程要有多个操作人员炼钢,而一个操作人员在某一时刻只能工作与一个转炉炼钢过程,所以转炉与操作人员的联系是一对多。因此得到简化实体-联系图,如图2所示。
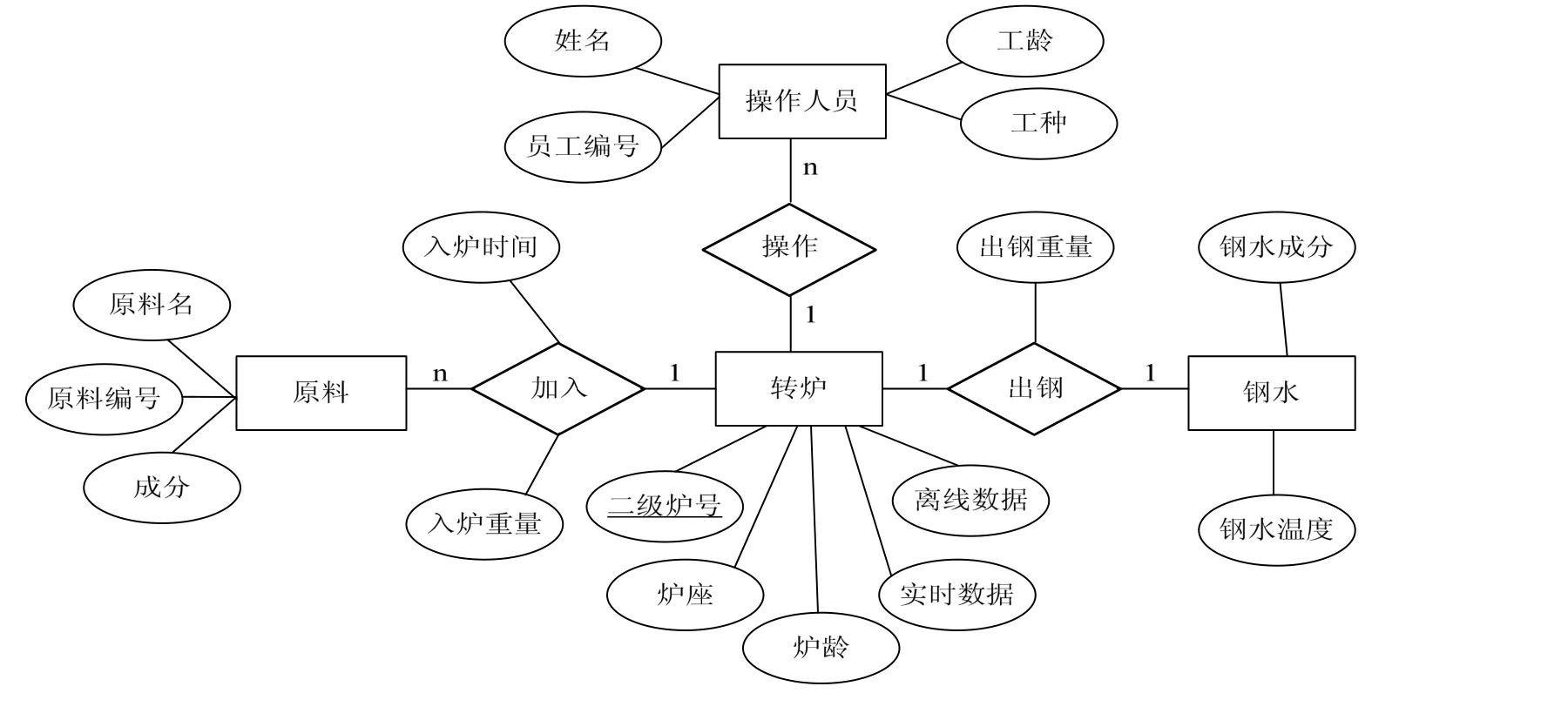
图2 转炉数据库E-R图
根据以上分析,建立转炉生产实绩表。其它部分数据模型的设计和转炉炼钢部分相似。
3 实时数据库与历史数据库的通信
历史数据由实时数据得来,同时,历史数据又影响实时数据,所以,在这一步,需要分析清楚他们的关系,并实现他们之间的通信,做到不需人工干预,实时保持数据库的完备。对此,提出如下数据库关系模型,如图3所示。
实时数据与历史数据通过SQL保持通信,在数据交换的过程中加入任务管理和访问控制。
4 综合信息表的建立
综合信息表主要是提取各工序的相同的数据信息,进行重新存储,便于各子系统的使用。主要包括:钢包实绩信息表,主辅料使用实绩表,钢水成分信息表和异常统计表等。
下面以主辅料使用实绩表为例进行说明,在三钢整个生产流程中,在预处理环节,转炉环节,氩站环节和精炼环节需要有新物料的加入,那么将这四个生产实绩环节中的物料使用信息进行提取,存入到主辅料信息表中。
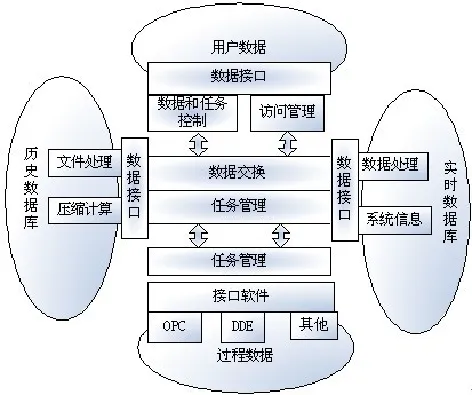
图3 数据库关系模型
5 结论
根据三钢的实际需求,分别根据生产指示标准建立静态表;根据生产工序流程,分别对计划指示环节,转炉环节,精炼环节,连铸环节等生产环节,建立生产实绩表和生产状态表;提取各工序的相同的数据信息,建立综合信息表。实现了系统数据库的建立,为整个信息平台的实现打下良好基础。
[1]赵丽宁,李一凡等.数字海洋空间数据库的构建.大连海事大学学报,2002.10(1).
[2]杨丽霞.基于ORACLE数据融合的一卡通系统的实现.天津工业大学,2006.
[3]王小亮.MES特钢企业物料管理系统的研究及优化.大大连理工大学,2007.
猜你喜欢
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年1期)2022-04-19
中学生数理化·中考版(2020年12期)2021-01-18
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2019年2期)2019-05-11
中国盐业(2018年18期)2019-01-14
中国工运(2018年8期)2018-08-24
人大建设(2018年5期)2018-08-16
党员生活(2016年2期)2016-02-25
