基于离散变频策略的摆式砂锯机软起动器设计
2011-06-26 06:10:18方瑞明唐雁
电气自动化 2011年6期
方瑞明 唐雁
(华侨大学 电气工程系,福建 厦门 361021)
0 引言
摆式砂锯机是石材行业的重要加工设备,其结构如图1所示,工作时由主驱动电机带动锯框做往返运动进行切削加工[1]。由于其加工周期中大部分时间属于半载甚至轻载工作状态,因此可以考虑采用基于晶闸管调压的电机节能控制器对其进行节能改造。但该设备起动过程中,主驱动电机需要带动重达十几吨的锯框,属于典型的重载起动,传统的软起动策略难以满足其要求。
离散变频方法是Antonio Ginart于1999年提出的一种适合于晶闸管调压电路的交交变频软起动策略[2]。由于离散变频软起动仍采用传统软起动的反并联晶闸管电路结构,不需要像复杂的整流逆变电路结构,只需设计晶闸管控制策略就能实现较好的重载起动性能,具有成本低、控制简单的特点。因此,本文将其应用于摆式砂锯机主驱动电机的软起动器设计,并研究其最优触发方法,进一步改善其起动性能。
1 离散变频软起动策略
1.1 离散变频软起动原理
离散变频方法就是通过对晶闸管触发进行控制,有选择地控制工频电源的某些半周波通过,而另一些半周波截止,从而实现对频率的控制,如图2所示,其中粗实线为不同分频下的新波形的基波波形、阴影部分表示导通半周波。这样就可以使得电机起动过程中频率从一个较低的值开始,分级上升,最后达到50 Hz。

图1 摆式砂锯机结构
电机起动过程中降低定子电压的同时下调频率,可以减少电机起动转矩的损失[3],这样就可以解决传统软起动器的起动转矩小的问题。
1.2 最优分频组合
经过离散分频后新产生的频率下的三相相序有正序对称、负序对称及不对称的情况。为了提高电动机的起动转矩,必须使新频率下的电源产生最大的正向转矩,即使正序分量最大,负序分量最小。文献[4]经过研究指出只有3i+1分频才能得到正序对称组合,其中i=1,2,3…。正序对称组合正是最有利于起动的组合方式,但是有时为了使起动更为平滑,则需要选择更多的过渡频率,此时就需要寻找正序分量大、负序分量小的最优分频组合。
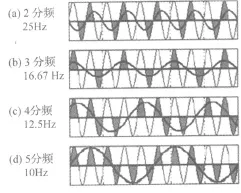
图2 不同频率下的基波信号波形
基于对称分量法对不同分频频率下不同相序分量进行计算,结果见表1。
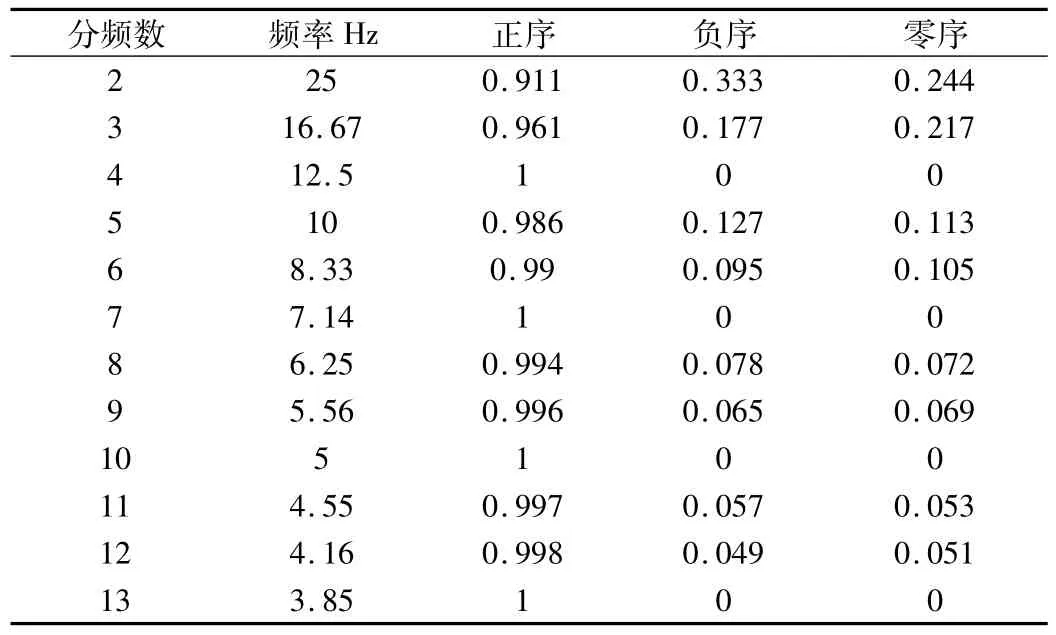
表1 不同分频下最优相位角时的各相序分量
根据表1计算结果,从13分频开始起动电机,过渡频率为10分频、7分频、4分频和2分频。需要指出的是,从25Hz切换到50Hz的时候由于频率切换跨度较大,会产生较大的电流,虽然这个电流较直接起动冲击电流小,但是为了获得更优的起动性能,在这一阶段采用斜坡电压软起动方式,即缓慢提升电压直到额定电压,这样整个起动期间起动电流都能有效抑制。
1.3 各分频子频率触发角计算
由前文分析,离散变频软起动的思想类似于电机恒压频比控制,即离散变频时需保持E1/f1≡C(C为常数),考虑到E1难以直接测量和控制,忽略定子绕组漏阻抗压降,保持U1/f1≈C即可。根据前文所确定的分频组合,各级分频子频率所对应的定子相电压如表2所示。

表2 不同分频下对应的定子相电压


利用式(1)及(2),可计算出各级频率所对应的触发角a,如表3所示。时,子频率分量输出电压的有效值为

表3 不同分频子频率所对应触发角
2 仿真分析
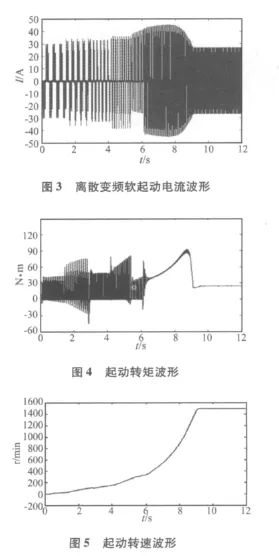
仿真模型的搭建基于仿真软件MATLAB/Simulink。仿真模块包括5个主要部分:晶闸管调压电路模块、同步检测与触发脉冲发生控制模块、子频率脉冲产生模块、异步电机模型、参数测量与示波器等。仿真中电机主要参数设置如下:额定功率为 3kW,额定电压 380V,额定电流11.3A,额定转矩 13.2N·m,仿真结果见图3至图5。
由图3至图5可以看出采用离散变频软起动时起动转矩较大,而起动电流能够抑制在2.5倍额定电流以下,与调压起动的方式相比,采用分级变频调压起动方式起动转矩更大而更适合带重载起动。
3 系统设计
3.1 硬件设计
硬件设计的总体结构图如图6所示,三相电源通过旁路接触器与晶闸管的并联电路与电机相连,以 DSP芯片TMS320LF2407A为主控MCU,接收来自和电压/电流检测电路和过零检测的信息,控制触发方式;人机界面系统以MCS-89C51作为键盘和显示处理最小系统,负责与DSP数据通讯。
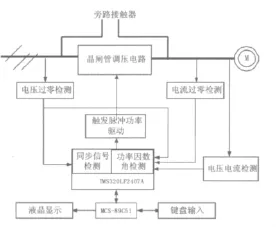
图6 摆式砂锯机软起动器结构框图
3.2 软件设计
系统采用模块化方法进行软件设计。软件需要完成的主要工作有:系统初始化,分级变频信号给定,中断程序等等。整个软件分为顺序执行的主程序与中断程序两部分,其中离散变频软起动流程如图7所示。
4 试验结果
采用所研制的软起动器对某石材公司的意大利产ALCIONE-600-2B型摆式砂锯机主驱动电机进行起动控制,该电机额定功率为 132kW,额定电压为380V(星接),额定转速为1440 r/min,额定电流为 220A。起动过程中电流波形如图8所示。
由图8可看出,摆式砂锯机起动过程平滑,控制效果良好,软起动控制器运行稳定。
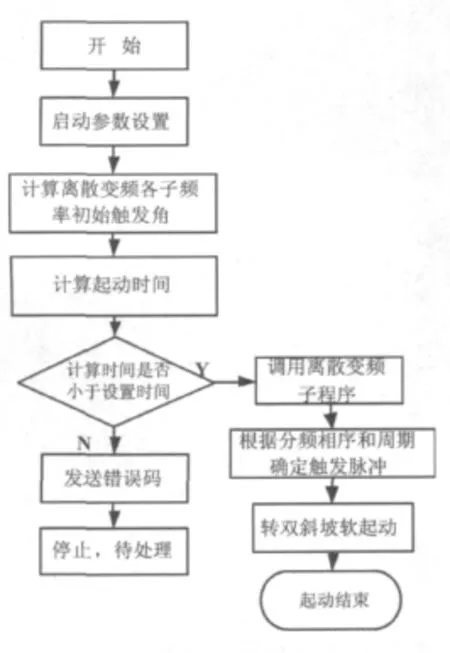
图7 离散变频软起动程序流程图
5 结束语
针对摆式砂锯机重载起动的特点,基于离散变频技术,采用DSPTMS 320LF2407A 芯片做为主控MCU,研制了摆式砂锯机专用电机软启动器。该装置在保留传统软起动器起动电流冲击小、结构简单、成本较低等优点的同时,还具有较高的起动转矩,可用于重载起动的场所,在石材加工机械节能改造方面具有广阔的应用前景。
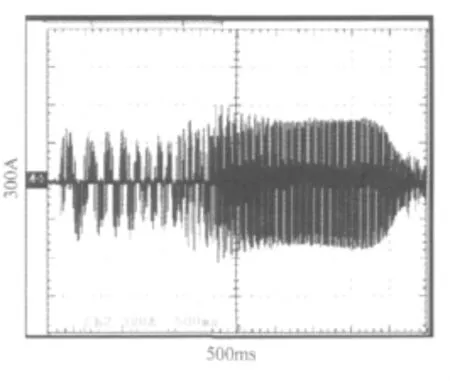
图8 起动过程中电流波形
[1]张进生,王日君,王志.饰面石材加工技术[M].北京:化学工业出版社,2007.
[2]Antonio Ginart,Rosana Esteller.High starting torque for AC SCR controller[J].IEEE Transactions on Energy Conversion,1999,14(3):553-559.
[3]马宏忠,方瑞明,王建辉.电机学[M].北京:高等教育出版社,2009.
[4]赵凯岐,王毅,徐殿国,刘宏伟.晶闸管控制的感应电机中提高起动电磁转矩的一种新策略[J].中国电机工程学报,2004,24(3):145-150.
猜你喜欢
现代信息科技(2022年20期)2022-11-17 07:50:20
机电工程技术(2018年6期)2018-08-03 01:49:50
电子技术与软件工程(2018年20期)2018-02-28 02:31:28
设备管理与维修(2016年7期)2016-04-23 06:51:55
中国惯性技术学报(2015年1期)2015-12-19 13:12:14
东北电力大学学报(2015年1期)2015-11-13 05:21:26
电子设计工程(2015年12期)2015-02-27 12:06:22
电测与仪表(2014年20期)2014-04-04 11:57:58
自动化博览(2014年4期)2014-02-28 22:31:12
河南科技(2014年23期)2014-02-27 14:18:59