全自动产品磁性能检测装置控制系统设计
2011-09-20 02:55:40赵文锐仲跻峰
电气自动化 2011年6期
赵文锐 仲跻峰
(1.北京现代职业技术学院 机电系,北京 101300;2.海洋石油工程股份有限公司设计公司,天津 300451)
0 引言
某公司某一规格产品的磁性能检测工作原来都是依靠手工进行。由于产品具有强磁性,都吸合在一起,检测时由一个工人负责将产品逐一分开,另一个工人用仪器检测磁性,再经一个工人将检测的合格品收集码放。由于该产品的规格极小,是直径为3mm,高2mm的圆柱体,依靠人工逐一检测不但耗时、费力、生产效率低、成本高,有时还会因为人为的因素导致漏检、错拣,让不合格品蒙混过关。更为严重的是,因为该产品极脆,在码放合格品时稍不留神,会导致整排已经码放好的合格品全部因损伤而报废。为了保证检测质量,提高生产效率,降低生产成本,提高企业竞争力,需要一台全自动产品磁性能检测装置。
在国外,只有瑞典的一家公司生产此类检测设备,并且是按订单生产,设备价格特别昂贵;在国内,还没有厂家生产此类专用检测设备。所以,公司自主开发研制一台全自动产品磁性能检测装置。300mm的圆柱体,筒上有二十个圆柱孔,每个圆柱孔中可放70个待检测品。储料筒由步进电机控制转动。当取料筒的一个圆柱孔中没有产品时,电机会带动取料筒转动到下一个圆柱孔,如下一个圆柱孔还为空时,电机继续带动取料筒转动,直到找到有料的圆柱孔为止,如二十个圆柱孔内均无产品,人机界面则给出取料筒内无料的提示信息。当收料筒的一个圆柱孔放满产品后,电机会带动收料筒转动到下一个圆柱孔,如下一个圆柱孔也已满,电机继续带动收料筒转动,直到找到无产品的圆柱孔为止,如二十个圆柱孔均已放满产品,人机界面则给出收料筒内产品已满的提示信息。
转盘由四个机械转臂组成。四个机械转臂在一个水平面上,各成90度角,四个转臂同时动作。转臂末端用真空吸盘做抓取机构,利用吸盘内形成的负压吸取产品。用气缸控制转臂的上升/下降运动,用直流电机控制机械手臂在水平面上逆时针转90度。
磁性能检测仪用来检测产品磁性能是否合格。

图1 装置结构简图
1 全自动产品磁性能检测装置工艺要求及结构简
本检测装置要完成的工艺要求为:(1)提取待检测产品;(2)产品磁性能检测;(3)如检测产品为不合格品则放入废品收集处;(4)如检测产品为合格品则放入合格品储料筒中。
根据工艺要求设计的全自动产品磁性能检测装置结构简图如图1所示。此装置主要储料筒、转盘、磁性能检测仪等组成。
储料筒分为待检测品储料筒(后面简称为取料筒)和合格品收集储料筒(后面简称为收料筒)。储料筒为高200mm,直径为
2 检测装置控制系统设计
2.1 检测装置的操作方式
本检测装置分为手动操作方式和自动运行操作方式。自动操作方式又分为单步、单周期和连续操作方式。
自动运行操作方式是PLC控制系统的主要运行方式,只要运行条件具备,PLC发出启动预告,由操作人员确认并按下“启动”按钮后,PLC自动启动系统。装置从初始状态开始,装置的动作将自动地、连续不断地周期性循环。在工作中,如按下“停止”按钮,装置则动作停止。重新起动时,须用手动操作方式将装置移回初始状态,然后按下“启动”按钮,装置又重新开始连续工作。在工作中,如按下“复位”按钮,则装置将继续完成一个周期的动作后,回到初始状态后自动停止[1]。
在运行方式设计的同时,还必须考虑到停止方式设计。本装置的停止方式有正常停止、暂时停止和紧急停止三种。
2.2 工作过程
本检测装置的工作过程
在自动运行方式下的工作过程从初始状态开始,按下“启动”按钮后,机器就连续重复工作,分以下几步
(1)步进电机带动取料筒转动,如果检测到有产品的圆柱孔,步进电机会停止转动;(2)取料滑块动作,将取料筒中的产品取入到取料孔中;(3)转臂下降,转臂末端的吸盘吸走取料孔内的产品;(4)转臂上升,直流电机带动转盘使转臂逆时针转90度后停止;(5)转臂下降,转臂末端的吸盘吸住的产品放入到一台磁性检测仪的检测环中,检测产品的磁性能是否合格;(6)转臂上升,转臂逆时针转90度后停止;(7)转臂下降,如检测的产品不合格,则吸盘松气,将不合格品放入废品收集处;如检测的产品合格,则吸盘不松气;(8)转臂上升,转臂逆时针转90度;(9)转臂下降,同时吸盘松气,将检测合格的产品放入送料滑块的送料孔中;(10)送料滑块将产品送入收料筒内。至此,此检测装置完成一个周期动作。
本检测装置的动作条件是必须完成前一步动作才能进行下一步的动作,并且只有所有前提条件均满足时,才能执行下一步的动作[2]。
在正式抽水试验前进行试抽水试验,第一次试抽持续14 h,水量、动水位、水温已处于稳定状态。后下油管探底,采用泵冲洗循环,提油管至上部再次气举洗井。热水变清后进行了第二次试抽水试验,试抽延续时间18 h,水量、动水位、水温也已处于稳定状态,经过对两次试抽试验的数据对比分析,两次试抽水温相同,水位与水量的变化规律符合设计中试抽水试验的要求,同时证明洗井工作达到了要求。
2.3 控制系统硬件设计
依据本检测装置的工艺流程,实际控制需求以及输入/输出变量特点,确定系统主要为开关量控制,根据输入输出变量数量、类型、控制要求,同时按I/O点数20% ~30%的备用量原则,系统选用西门子公司的 S7—200PLC为核心控制器件。控制系统硬件结构简图如图2所示。
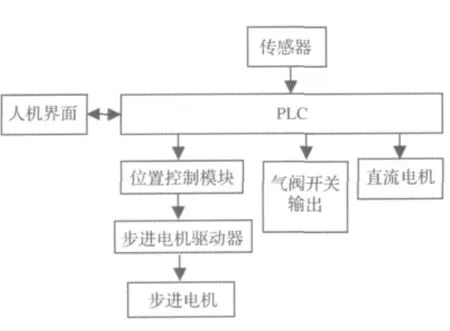
图2 控制系统硬件结构简图

图3 全自动子程序流程图
为了使取料筒中的产品能准确地落到取料滑块的取料孔中,同时送料滑块中的产品能准确地送入到收料筒中,需精确的控制储料筒转动的角度,才能满足控制要求。综合考虑控制要求、成本等多方面的因素,在本装置中,采用三相混合式步进电机带动储料筒转动,满足设计要求。
为了精确控制步进电机的转动角度,采用西门子公司EM253位置定位控制模块来控制步进电机驱动器。EM253位控模块是S7200的特殊功能模块,能够产生脉冲串用于步进电机和伺服电机的速度和位置的开环控制。EM253位控模块能产生移动控制所需的脉冲串,其组态信息存储在S7200的V存储区中。使用STEP7-Micro/WIN32可生成位控模块所使用的全部组态和移动包络信息,通过软件编程的方法任意设定步进电机的转速、旋转角度、转动次数和控制步进电机的运行状态。
利用传感器来检测机械转臂、取料滑块,送料滑块是否到位。
2.4 控制系统软件程序设计
根据全自动磁性检测装置的工艺要求,确定了各个动作的顺序和相互关系,画出工艺流程图。控制系统软件程序设计引入了模块化思想进行编程,结构清晰,调试方便。根据功能、控制对象的不同,系统分为自检模块、运行模块、故障模块、停车模块,由一个主程序和若干子程序构成。主程序的功能是检测各按钮及故障报警状态,在需要的时候调用各个子程序,以完成相应的控制功能[5]。
自检模块主要完成PLC、步进电机驱动器等状态检测及其初始化,确认设备状态正常后,PLC才会按指令继续运行。运行模块是控制系统软件的核心,运行模块根据工作方式又分为自动运行模式子模块、手动运行子模块、单周期运行子模块。自动运行模式程序流程图如图3所示。
当系统出现故障时,错误信息会传送至故障模块,由故障模块将其错误的性质、类型、严重性做出判断。一般故障时,仅向人机界面发出错误提示信息;严重时,调用停车模块,中止生产并发出警报。根据程序流程图,再由PLC输入输出的逻辑关系编写出梯形图[6]。
将编制好的程序先用西门子S7-200的仿真软件进行仿真,用于验证程序是否正确。仿真正确通过后,再将程序输入到PLC进行联机调试。
3 结束语
采用PLC控制的全自动磁性检测装置设计完成后,经过安装调试已投入到实际生产,通过在实际生产中的应用表明,它具有结构紧凑,性能稳定可靠,操作方便的特点。可满足工艺要求,节约人手,大大提高检测效率,保证检测质量,降低成本,取得了良好的经济效益。
[1]赵文锐,刘晋浩,沈嵘枫,朱晨.基于PLC的沙漠苗条载植机控制系统设计[J].东北林业大学学报,2009(04):105-107.
[2]赵文锐,全自动磁性检测装置的开发研制[D].江苏:南京林业大学硕士论文.2005.8-10.
[3]贾德胜.PLC应用开发实用子程序[M].北京:人民邮电出版社,2006.
[4]西门子公司.深入浅出西门子S7-200PLC[M].北京:北京航空航天大学出版社,2005.3 -5.
[5]迟君平,王斌,李业友.模块化编程方法在PLC程序开发中的应用[J].微计算机信息,2005(6):26-27.
[6]赵志旭,王丛岭,吴鱼榕.基于 PLC糖果包装机控制系统设计[J].食品与机械,2008(2):77-79.
猜你喜欢
新农业(2023年14期)2023-08-31 07:29:46
橡塑技术与装备(2022年2期)2022-02-14 03:13:42
轮胎工业(2020年2期)2020-03-01 23:46:46
佛山陶瓷(2019年10期)2019-11-29 09:05:03
中国塑料(2015年9期)2015-10-14 01:12:35
装备环境工程(2015年5期)2015-02-28 01:20:38
装备环境工程(2015年5期)2015-02-28 01:20:34
装备环境工程(2015年5期)2015-02-28 01:20:27
河南科技(2015年2期)2015-02-27 14:20:28
机电工程技术(2014年7期)2014-11-06 03:18:02