
半导体设备异常处理机制方法的研究
2011-06-04 04:36宋丽娟刘玉倩
电子工业专用设备 2011年10期
宫 晨,宋丽娟,刘玉倩
(中国电子科技集团公司第四十五研究所,北京 101601)
近年来,随者国家大力扶持及国内本土半导体设备制造企业的快速成长,我国的半导体设备制造行业的发展充满了生机,但是本土厂商在半导体制造的核心设备研发制造上仍然远远落后于国外先进设备,供应的设备不仅主要集中在前后道工序中精度要求相对较低的设备品种中,而且设备的稳定性和可靠性也远不及国外先进设备,大大地制约了本土制造的竞争力。
异常处理是软件设计中最关键的一环,它能提高软件系统的健壮性,使系统长期稳定可靠的运行。在半导体设备中,设备长时间高效、可靠、稳定的运行是最基本的要求,在一些大型自动化设备中,各工位同步执行,并且设备运行时无人值守,所以更应开发一套适合工业设备运行的异常处理机制去监视、报警显示、处理当前实时捕捉到的所有异常。
1 传统异常处理方法
传统的异常处理方法是系统运行的某一模块内发生故障时,设备停止运行,并弹出异常消息框,用户关闭设备重新运行或解决故障后设备再继续运行,这仅适用于小型、简单且对生产效率要求不高的手动设备,见图1。
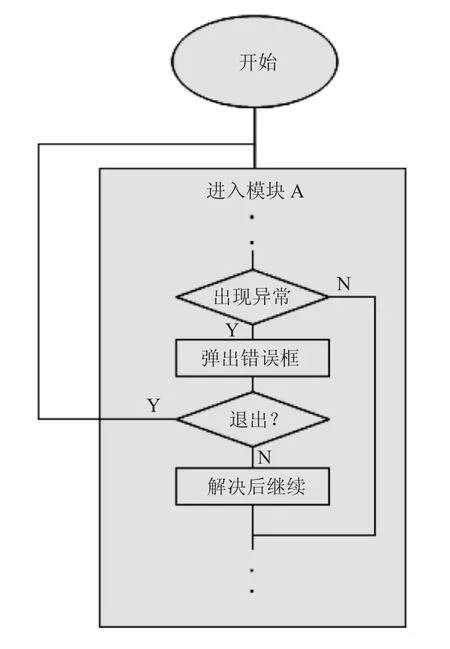
图1 传统异常处理流程图
2 多线程多等级异常处理方式
2.1 机制原理
现在自动化程度高的设备特别是复杂大型设备,往往UPH产效率要求更高,各机构间同步动作更多,这就需要一套更灵活的异常监控、处理方法,它不仅能够快速、实时地捕捉到异常,将当前所有异常全部汇总反馈给使用者,并能根据不同的异常源进行灵活区分处理,在保证设备稳定可靠运行的同时,以更大的效率来提高设备的整体生产效率。
本文提供一种多等级多线程异常处理机制,多线程模块采用事件同步方式保证各机构同步运动,另外将设备异常等级也划分为:警告、一般故障、严重故障3个层次,异常发生时统计当前所有异常进行反馈。警告时设备蜂鸣器报警黄灯亮,设备各机构仍正常运行,用户可以选择任一时间去解决警告;一般故障发生时,设备蜂鸣器报警黄灯闪烁,包括逻辑一般故障和IO一般故障。逻辑一般故障是指功能逻辑模块群中某模块发生工艺异常,此时仅当前模块中断执行。IO一般故障主要针对整个设备一些IO需求异常,如大气压力、真空度不够等,此时置“停止”信号为真,所有机构到停止位中断运行;严重故障发生时,设备蜂鸣器报警红灯亮,异常发生处置位严重故障标志及自动事件退出标志,确保所有机构里线程模块自动安全退出。异常机构设计时,可以根据设备自身情况,选择完全软件控制或软硬件结合控制。
2.2 软硬件结合异常处理方式
2.2.1 模块构造
此异常处理方案是在控制系统软件进程内部建立若干worker线程,这些线程的优先级相同并低于进程的UI线程,即后台执行,以保证人机界面的正常操作与显示。这些线程模块包括:A异常登记及严重故障处理线程、B I/O状态读写及故障信号监视线程、C对话框故障显示线程、D若干个功能逻辑模块线程群。另有E硬件IO异常处理模块。见图2。

图2 软硬件结合多线程多等级异常处理原理图
A模块:开辟一个线程将所有的异常源记录下来,并判断是否严重故障标志为真,如果为真则进行严重故障处理,将所有电机紧急停止、相关模拟量输出电压置0 V,确保设备安全。
B模块:通过相关通讯协议与E交互使E执行相应IO动作,并开启内部线程实时监视E内IO异常状态的返回。
C模块:对话框内设计一线程,将当前A内记录的所有异常根据异常分类分别显示到对话框内的警告、故障列表框内。
D模块:开辟若干个线程,每个线程对应同步执行的机构或逻辑动作。
E模块:IO异常发生则硬件内部程序自动触发并立即处理。
2.2.2 异常交互及处理
(1)警告异常。警告异常:当发生警告异常时,E机制立即捕捉到,并自动报警提示用户,线程B实时监控读取出当前I/O警告信息,A线程读取并登记此警告信息,用户想查找时,可以通过C显示读取。D机构仍自动运行,不停机,而当过了一定时间后,B中的I/O警告信号导致了D机构内某模块运行条件不足而中断运行。过程走E-B-A-C和B-D路线。
警告异常处理:用户可以暂时不用解决,这只是暂时提醒用户,不久后设备会因为当前机构模块“硬IO中断”而暂停运行,用户可在仍运行时或停止后解决。如“上料货盘满”用户只要清空货盘即可,此时警告故障自动解除,C模块内警告提示也将自动消失,设备恢复正常。
(2)一般故障异常。逻辑一般故障:D机制内某一模块内部发生了一般故障,则此模块自动软中断,通过while循环自锁此“异常状态”、报警、传递描述好故障源详细信息给A登记,用户可以通过C去读取错误信息并解决。D异常处与B交互去触发E修改此模块相关的面板“启动”按钮开关状态为“停止”,别的模块不受影响。过程路线D-B-E和D-A-C。
IO一般故障:E内部流程发现某IO一般故障异常,自动触发设备“停止”按钮信号及相关处理,B读取到异常信号后传递给 D和 A,D内各机构在逻辑内设定的停止位通过while循环“停止信号”暂停设备运行,A登记异常信息后并提交C显示。过程路线-E-B-D和E-B-A-C,见图3。
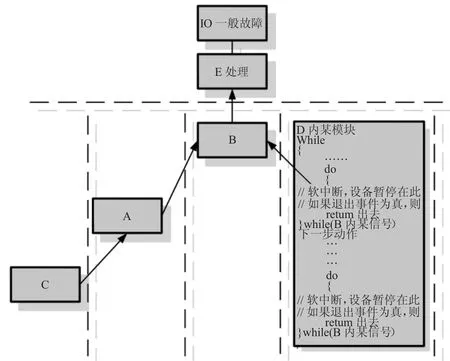
图3 IO一般故障路线图表
一般故障异常处理:用户直接解决当前一般故障包括I/O和逻辑一般故障,并按设备面板相关“启动”按钮等方式取消“停止”信号,恢复设备自动运行。
(3)严重故障异常。严重故障异常:此时D机构某模块发生严重故障则立即发消息,并登记严重故障的详细分析给A机构,然后D发消息给B,B通知E触发停止所有面板“启动”按钮为停止状态。A机构收到D的严重消息会立即执行严重处理方案:急停所有电机运行,回传线程退出事件给机构D,机构D内部所有模块全体内部线程安全退出。过程路线D-A-C和D-B-E,路线因模块为线程而并行执行。
严重故障异常处理:用户必须重新初始化设备,初始化内部重新开辟D内部所有逻辑功能模块线程,成功后并按设备面板“启动”恢复整机自动运行即D内各模块的自动运行。
2.3 软件异常处理方式
2.3.1 模块构造
实现原理同软硬件结合异常方式一样,建立A,B,C,D四个模块,A模块为异常登记及IO异常、严重故障异常处理。B模块为IO状态读写,C对话框故障显示线程,D模块为若干个功能逻辑模块线程群,见图4。
与软硬件结合异常处理方式内各模块比较,A模块增加IO异常状态的监控及处理。B模块因为不需要与E进行交互了,不用读取是否发生IO异常了,则仅进行IO读写操作。C,D模块不变。
2.3.2 异常交互及处理
警告异常:A线程实时与B模块的IO读写接口进行交互,当警告发生,则自动登记此警告信息,用户想查找时,可以通过C显示读取。D机构仍正常运行,而当过了一定时间后,IO信号导致了D机构内某模块运行条件不足而中断运行。过程走B-A-C和B-D路线。
一般故障异常:逻辑一般故障走D-B和D-A-C路线。IO一般故障走:B-D和B-A-C路线。
严重故障异常:严重故障异常走D-A-B和D-A-C路线。
警告、一般故障、严重故障异常的处理方式,与软硬件相结合方式中的异常处理方式一致。

图4 软件多线程多等级异常处理原理图
3 总 结
与传统异常处理方法相比,多线程多等级异常处理机制更适合自动化程度高、无人值守的半导体设备,其多等级异常方式使处理更加灵活。同时根据设备自身情况可以选择采用软件或软硬件结合的处理模式,其中软硬件结合的模式实时性更高,占用软件资源更少。软件异常处理方式更加简单。该多线程多等级异常处理机制在LTCC全自动精密丝网印刷系统、6英寸自动双面曝光机等多项半导体设备成功使用,对于半导体设备异常处理的设计具有一定借鉴价值。
[1]VERWORD T,HUNTR.Intrusion detection techniques and approaches[J].Computer Communication,2002,25(15):1356.1365.
[2]侯捷,Win32多线程程序设计[M].武汉:华中科技大学出版社,2002.
猜你喜欢
小哥白尼(神奇星球)(2021年6期)2021-07-28
山西电子技术(2021年3期)2021-06-28
数学小灵通·3-4年级(2020年11期)2020-12-14
数学小灵通·3-4年级(2020年3期)2020-06-24
网络安全技术与应用(2020年1期)2020-01-07
中国生殖健康(2019年6期)2019-01-06
小学生导刊(2017年31期)2017-08-15
环球市场(2017年36期)2017-03-09
小学生导刊(低年级)(2016年8期)2016-09-24
汽车维护与修理(2015年1期)2015-02-28
