大型三相高压异步电动机擦甩水环故障分析及解决办法
2011-06-02 09:54李何方
电机与控制应用 2011年6期
李何方
(中国南车集团襄樊牵引电机有限公司,湖北襄樊 441047)
0 引言
大型三相高压异步电动机的生产装配中,擦甩水环故障是一种常见故障,重复发生且频率较高。由于该故障现象往往在电机装配完成后进入试验时才会显现出来,故造成电机生产返工量大,特别是当电机非轴伸端装有外风扇时,如果非轴伸端出现擦甩水环故障,处理时必须先拆外风扇、端罩等零部件,返工量大,拆卸困难,必将影响电机的生产工期及正常交货。对该故障的处理很多厂家仅仅是将甩水环拆下车修后再装配使用,没能对该问题进行预防,并且未从根本上解决。因此,对该故障进行系统分析并找到彻底的解决办法,以提高电机的一次装配合格率,提高装配工效,保证电机生产工期及按时交付客户使用,具有深远意义。
1 高压异步电动机结构及防水原理
1.1 大型三相高压异步电动机结构
大型三相高压异步电动机的防护等级一般为IP54或IP55,主要包括机座、有绕组定子铁心、转子、平衡环、内风扇、前后端盖、轴承外盖、V型密封圈、轴承内盖、甩油环、甩水环、空空冷却器、导风筒、端罩、外风扇等,具体如图1所示。
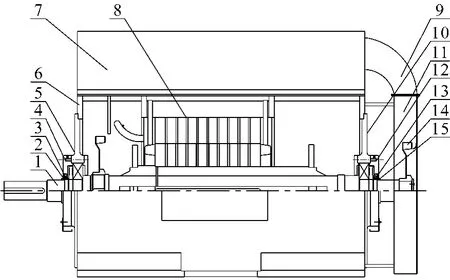
图1 大型三相异步电动机结构简图
1.2 大型三相高压异步电动机装配顺序
电机装配顺序如下:非轴伸端端盖装机座上;装转子两端的轴承内盖、轴承、挡油环并用挡圈固定;将轴伸端端盖套转子轴伸端轴承上,转子组件装入定子内;装轴承外盖、V型密封圈、甩水环、端罩、空空冷却器、导风筒、外风扇等。
1.3 高压异步电动机防水原理
根据用户使用环境要求,IP54或IP55防护等级的要求,大型三相异步电动机一般都通过在两端轴承外侧装配甩水环进行防水。从图1大型三相异步电动机结构简图可以看出,V型密封圈套在轴承外盖上,静止不动;甩水环套在电机转子转轴上并通过3颗螺钉紧固,甩水环随着电机转轴一起旋转,且甩水环的端面与V型密封圈的“V”尖部接触。这样甩水环与V型密封圈之间既互相接触又存在相对运动,外部的水经过或沾到甩水环上时,由于水与甩水环一起旋转,水被V型密封圈挡住并因为旋转产生的离心力甩向甩水环外圆周或轴承外盖迷宫槽内,顺着端盖流走,从而有效阻止了水进入电机内部,使电机内部保持干燥,电机不会造成绝缘降低或击穿,金属件不会生锈,可保证电机的正常使用,延长电机使用寿命。
2 高压异步电动机擦甩水环故障原因分析
从大型三相高压异步电动机装配顺序可以看出,若非轴伸端的甩水环擦V型密封圈,拆卸时按与装配时相反的顺序要先拆外风扇和端罩,特别是外风扇是热套装配到转子轴头的,拆卸非常困难。
由高压异步电动机防水原理可知,为了防水,设计上要求甩水环与V型密封圈接触,现在的问题是它们既要适当接触又不能使V型密封圈被轴向压缩太多,以免V型密封圈因过压而导致磨擦力太大,发出异音或因磨擦发热冒烟并发出异味。这就给电机的设计及加工提出了一个新的问题,如何才能将甩水环与V型密封圈的相对位置控制合适,既防水又不会因过紧而导致发出异音等故障。
2.1 相关零部件尺寸检测并与设计值对比
从图1大型三相异步电动机结构简图可知,机座、端盖、转子转轴、轴承外盖、甩水环等部件的轴向尺寸会影响到甩水环与V型密封圈的相对位置。设计时考虑到互换性及方便生产管理,往往会将电机两端的端盖、轴承外盖、甩水环、V型密封圈、轴承等零件取相同。下面选取某一中心高电机与该故障现象有关联的7个零件进行分析,相关尺寸如表1所示。
经对多台同中心高故障电机进行拆卸并重点检测了电机两端的轴承外盖、甩水环、端盖及定子机座、转子轴等的轴向尺寸,并与表1所示的原始设计尺寸进行比较,发现均符合图纸要求,排除了零件的机械加工问题。
2.2 轴向尺寸链分析
根据表1中电机零部件的轴向设计尺寸对故障电机进行尺寸链的计算分析,计算过程中假设:
(1)电机装配时采取轴伸端定位,即轴伸端轴承被压紧;
(2)V型密封圈装配时允许压缩2 mm,即装配后V型密封圈的轴向尺寸应大于11 mm,且小于13 mm,才可保证既防水又不会因过度压缩而产生故障;
(3)轴承宽度方向尺寸按标准,公差忽略不计。

表1 零部件轴向原始设计尺寸
3 解决办法
由于大型三相高压异步电动机各零部件尺寸较大,尺寸公差范围也相对较大,若过分将公差范围缩小,无疑会造成机械加工工期延长,导致加工成本增加,且影响电机产量及交货期,因此不能简单地通过将各零部件轴向尺寸的公差范围缩小来解决问题。
根据轴伸端V型密封圈装配后的尺寸数据,并对照表1,可以将转子轴伸端轴承位到甩水环位距离由104 mm调整到104.7 mm,公差不变,这样即可从设计上保证轴伸端V型密封圈装配后轴向尺寸为11+1.690mm,做到既防水又不会导致过度压紧产生异音等故障。
由于非轴伸端V型密封圈装配后轴向尺寸公差范围很大,无法通过从设计上进行调整来解决问题,从计算结果可知非轴伸端V型密封圈与甩水环之间要么会因过度压紧产生异音等故障,要么存在间隙达不到防水效果。鉴于此,决定调整转轴加工工艺,取消转轴机械加工时非轴伸端甩水环固定孔的加工,待电机成品装配时,转子吊入定子,轴伸端的端盖锁紧后,将专用钻胎套在轴上进行轴向定位,对非轴伸端转子轴上的甩水环固定孔进行配钻加工,即可解决非轴伸端甩水环擦V型密封圈的故障。
4 结 语
本文通过对大型三相高压异步电动机的结构及各零部件的轴向尺寸进行分析,找出造成甩水环擦V型密封圈故障的根本原因,并从设计及工艺上提出具体的解决办法。经实际生产验证,该办法切实可行,完全杜绝了甩水环擦V型密封圈的故障,提高了电机装配的合格率,确保生产的顺利进行。
[1]陈世坤.电机设计[M].北京:机械工业出版社,1990.
[2]李隆年.电机设计[M].北京:清华大学出版社,1992.
猜你喜欢
少先队活动(2022年9期)2022-11-23
广州化工(2020年22期)2020-12-02
哈尔滨铁道科技(2020年4期)2020-07-22
山东冶金(2019年2期)2019-05-11
中国塑料(2016年8期)2016-06-27
化工管理(2015年5期)2015-12-22
橡胶工业(2015年11期)2015-08-01
橡胶工业(2015年3期)2015-07-29
电测与仪表(2015年12期)2015-04-09
电测与仪表(2014年14期)2014-04-04