
马铃薯渣中提取果胶的工艺优化及产品成分分析
2011-06-01 10:28杨希娟
食品科学 2011年4期
杨希娟,党 斌
马铃薯渣中提取果胶的工艺优化及产品成分分析
杨希娟,党 斌
(青海省农林科学院农产品加工重点实验室,青海 西宁 810016)
为优化超声辅助提取马铃薯渣中果胶的工艺参数,在单因素试验基础上,采用五因素(1/2实施)二次回归正交旋转组合设计对影响果胶得率的5个主要因素(超声功率、提取温度、提取时间、pH值和料液比)进行优化。建立各因素与果胶得率关系的数学模型,并进行响应面分析。结果表明,超声波提取马铃薯渣中果胶的优化工艺为超声功率300W、提取温度80℃、提取时间47.6min、pH1.8、料液比1:21(g/mL),在此条件下,马铃薯渣果胶得率达到15.76%。测定最优工艺条件下提取的果胶产品的主要成分,各项指标均达到国标和行业标准的要求。
马铃薯渣;超声波提取;果胶;优化;成分分析
果胶是一类亲水性植物胶,广泛存在于植物的细胞间质中。其主要成分为D-半乳糖醛酸(D-galactuonicacisd),具有良好的胶凝性和乳化稳定作用。主要用于果酱、果冻、食品添加剂、食品包装膜及生物培养基的制造方面[1]。全世界果胶的年需求量近2万t,据有关专家预计,果胶的需求量在相当时间内仍将以每年15%的速度增长,而我国每年消耗果胶约1500t以上,进口约占80%[2]。我国对果胶的需求量呈高速增长趋势,但商品果胶的来源仍非常有限。
马铃薯渣是马铃薯加工淀粉的副产物,常被作为垃圾废弃掉。马铃薯渣中胶质含量较高,约占干基的15%~30%,同时产量大,具有实用性[3-4]。目前,国内对马铃薯渣中果胶的提取主要采用酸法和微波辅助提取,应用超声辅助提取马铃薯渣中果胶的研究还鲜见报道,对该方法提取果胶的成分分析未见报道。超声波技术用于天然活性成分的提取具有明显的优势,利用超声波产生的强烈振动、空化效应、搅拌作用等可以加速活性成分进入溶剂,提高提取率,有效缩短提取时间[5-7]。因此,本实验对超声波辅助提取马铃薯渣中果胶技术进行研究,从而为马铃薯渣的进一步开发利用提供参考和借鉴。
1 材料与方法
1.1 材料与试剂
马铃薯渣 青海威思顿生物工程有限公司;盐酸、无水乙醇、硫酸铜、氢氧化钠、硫酸、咔唑、氯化碘、碘均为分析纯;α-淀粉酶(生化试剂,酶活力3700U/g)北京奥博星生物技术有限责任公司;D-半乳糖醛酸(生化试剂,纯度99%) 瑞士Fluka公司。
1.2 仪器与设备
KQ-500型数控超声波清洗器 昆山市超声仪器有限公司;FZ102微型植物试样粉碎机 河北省黄骅市齐家务振兴电器厂;LD4-2离心机 北京医用离心机厂;AE240s电子分析天平 梅特勒-托利多仪器上海有限公司;PHS-25型pH计 上海雷磁仪器厂;RE-52A旋转蒸发器、SHZ-Ⅲ型循环水真空泵 上海亚荣生化仪器厂;HH-S型数显恒温水浴锅 金坛市正基仪器有限公司;LGJ-18冷冻干燥机 北京松源华兴科技发展有限公司制造;7230G分光光度计 上海精密科学仪器有限公司。
1.3 方法
1.3.1 工艺流程
湿马铃薯渣→酶解→加热灭酶→离心→醇洗→滤渣→风干→粉碎→超声波提取→浓缩→酒精沉淀→冻干→成品
1.3.2 操作要点
1.3.2.1 原料预处理
本实验使用的材料为提取淀粉后所剩的马铃薯渣,仍含有20%~40%淀粉。淀粉也是多糖类物质,与果胶混在一起不易分离,对果胶的质量和纯度有严重影响。因此,本实验使用α-淀粉酶降解淀粉,使马铃薯渣中淀粉的含量降到最低[8]。酶解后的马铃薯渣溶液经4500r/min离心30min,弃去上清液,无水乙醇洗涤一次,以除去游离糖、部分色素和杂质,收集沉淀自然干燥备用。
1.3.2.2 超声波提取
按一定固液比加入水,用盐酸调节pH值,用超声波升温至一定温度,加热超声提取,立即用纱布过滤,取滤液[9]。
1.3.2.3 浓缩沉淀
果胶提取溶液在40℃进行真空浓缩后,加入等体积无水乙醇,搅拌均匀,4500r/min离心30min,并用75%无水乙醇洗涤2次,收集沉淀[10]。
1.3.2.4 干燥
采用真空冷冻干燥,真空度10Pa、温度-20℃、时间2h。
1.3.3 二次回归正交旋转组合优化马铃薯渣中提取果胶工艺试验设计
在进行优化试验前,本实验室在大量预实验的基础上,结合单因素试验结果,确定超声功率(X1)、提取温度(X2)、提取时间(X3)、pH值(X4)和料液比(X5)5个主因素作为输入变量,以果胶得率(Y)作为输出指标,进行五因素(1/2实施)二次回归正交旋转组合设计。各因素在单因素试验中选出的最佳水平定为二次回归正交旋转组合设计时的零水平。试验因素水平编码见表1。
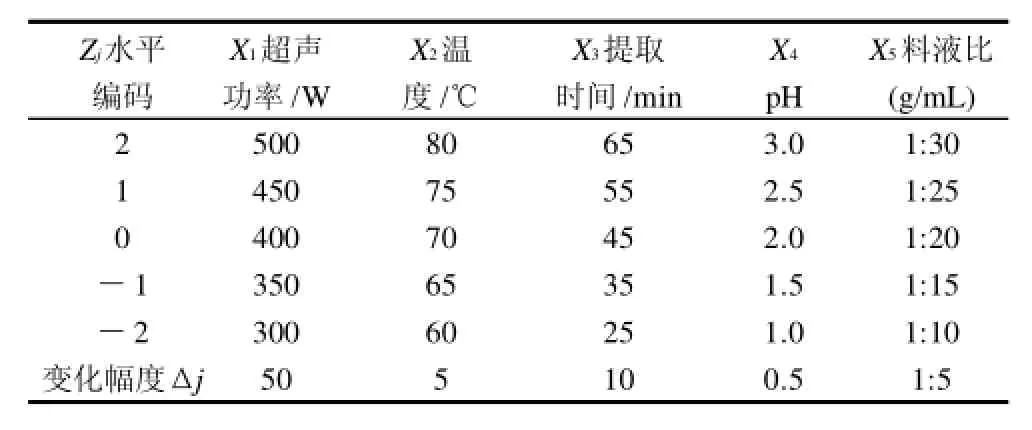
表1 五因素(1/2实施)二次回归正交旋转组合优化马铃薯渣中提取果胶工艺因素水平编码Table 1 Levels and codes of five factors
1.3.4 果胶得率计算

1.3.5 测试指标
果胶纯度的测定:咔唑比色法[1-2];酯化度测定:酸碱滴定法[3-4];胶凝度的测定:下陷法[5-6];干燥质量损失、灰分、盐酸不溶物、pH值、总半乳糖醛酸的测定参照标准QB 2484—2000《食品添加剂:果胶》中的方法进行;重金属测定按GB/T 8451—1987《食品添加剂中重金属限量试验法》进行;砷的测定按GB/T 8450—1987《食品添加剂中砷的测定方法》进行。
1.3.6 数据处理
利用DPS数据处理软件对二次正交旋转组合试验进行方案设计,并对所得数据进行分析处理[7]。利用Design-Expert 6.0.5进行响应曲面作图。
2 结果与分析
2.1 超声波提取马铃薯渣中果胶工艺的优化试验
2.1.1 回归模型的建立
在单因素试验基础上采用五因素(1/2实施)二次回归正交旋转组合试验设计方案对超声波提取马铃薯渣中果胶的工艺条件进行优化,试验方案及结果见表2。
以果胶得率为固定变量,超声功率(X1)、提取温度(X2)、提取时间(X3)、pH值(X4)、料液比(X5)为因变量,经过统计分析得到的数学模型为(已剔除不显著项):
Y=10.0049-0.4900X1+2.5170X2+0.2584X3-0.7684X4+1.0767X5-1.0577X32-1.504X42-0.2527X52+0.5112X1X4+0.5875X1X5+0.3675X2X3+0.7562X3X4-0.2912X4X5
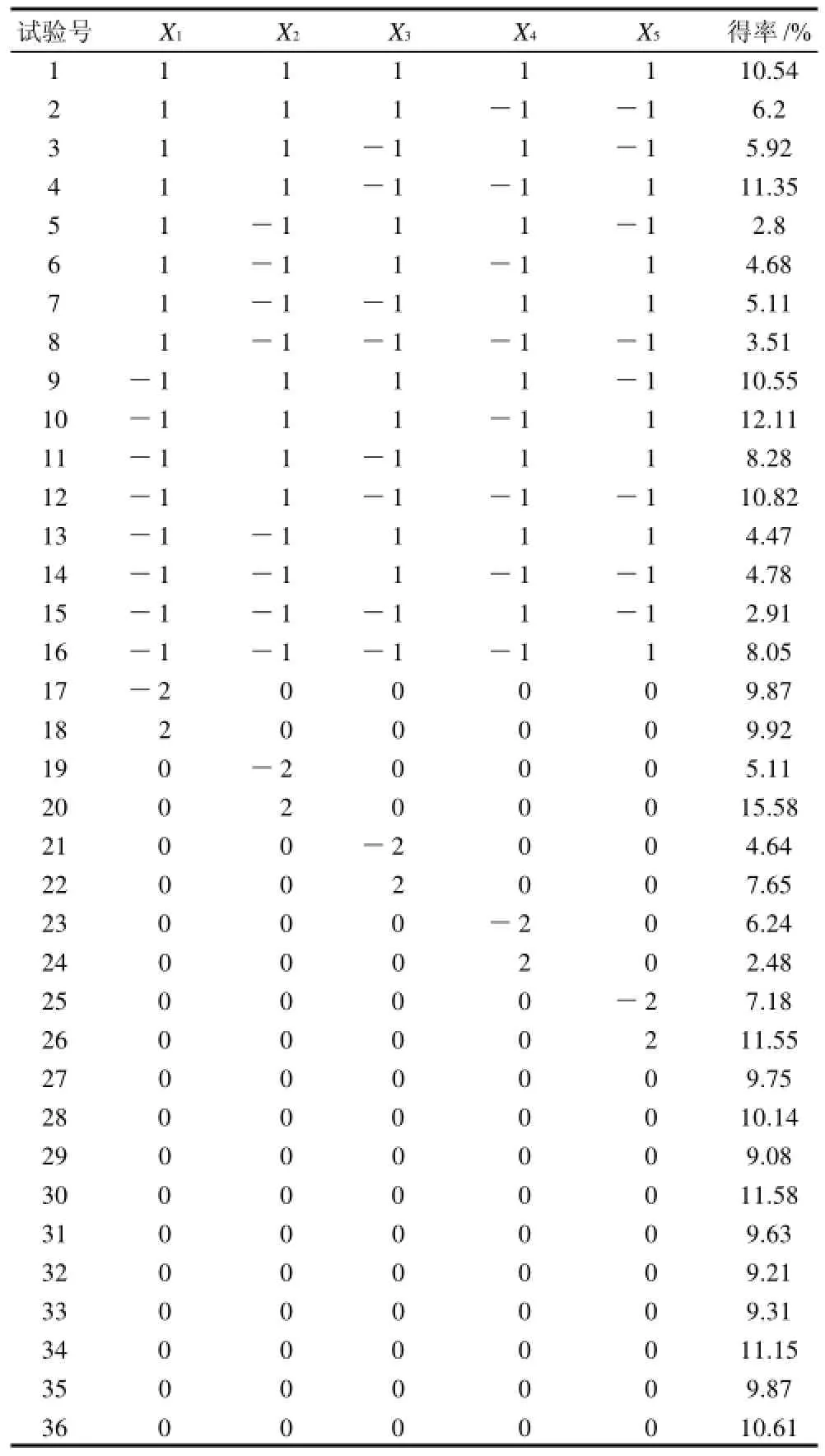
表2 五因素二次回归正交旋转组合设计及结果Table 2 Scheme and experimental results of quadratic regressionorthogonal rotation combination design
2.1.2 回归模型的检验
回归方程经方差分析后进行显著性及拟合度检验。由表3可知,回归方程P=0.0001<0.01,达到极显著水平,失拟项检验P=0.1675>0.01,且相关系数R=0.9764,说明所建立的二次回归方程与实际情况拟合程度好,预测值与实测值之间具有高度的相关性,可进行有效的预测;复决定系数R2=0.9533,表明该数学模型中5个因素对果胶得率的影响达95.33%,而其他因素的影响和误差占4.67%,即只有4.67%的变异不能由该模型解释;另外,理论上Durbin-Watson统计量(d)接近于2时,表明模型拟合是合适的,而本试验统计量d=2.0539,同样可知该方程的拟合度良好。

表3 多元回归模型方差分析结果Table 3 Variance analysis of the multiple regression model
回归方程系数的显著性分析结果(表4)表明,提取温度(X2)、pH值(X4)、料液比(X5)的一次项回归系数达到极显著水平,超声功率(X1)的一次项回归系数达到显著水平,即提取温度、pH值、料液比对果胶的得率有极显著影响,超声功率对其有显著影响;提取时间(X3)、pH值(X4)的二次项回归系数达到极显著水平,即提取时间、pH值和果胶得率之间存在明显的二次关系;超声功率(X1)与pH值(X4)、超声功率(X1)与料液比(X5)交互项回归系数显著,提取时间(X3)与pH值(X4)的交互项的回归系数达到极显著水平,说明他们之间存在明显的交互作用。
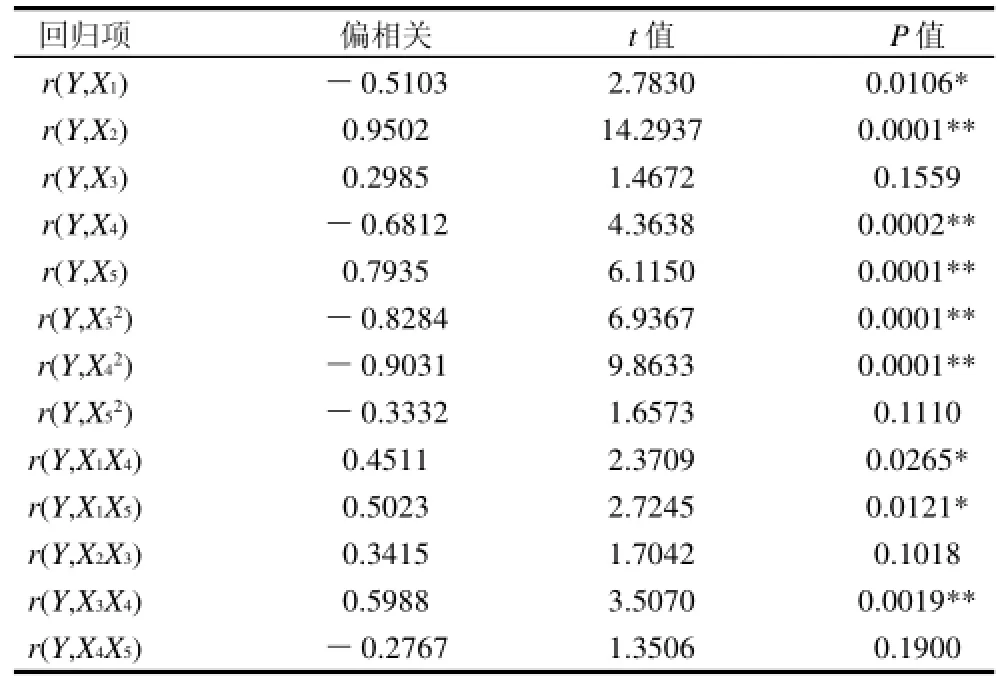
表4 回归方程系数的显著性检验表Table 4 Significance test of regression equation coefficients
2.1.3 主效应分析
由于设计中各因素均经无量纲线性编码处理,且各一次项回归系数之间,各一次项回归系数与交互项、平方项的回归系数都不相关,用回归系数的绝对值大小可直接比较各因素一次项对提取的果胶得率的影响。影响果胶得率的因素顺序依次为提取温度>料液比>pH值>超声功率>提取时间。
2.1.4 双因素交互作用分析
为了观察因素交互作用的影响,固定任意3个因素在零水平,研究另两个因素的交互效应。X1与X4、X1与X5及X3与X4存在明显的交互作用(表4),其响应面与等高线图见图1~3。

图1 超声功率与pH值交互作用对果胶得率影响的响应面图与等高线图Fig.1 Response surface and contour plots illustrating the effect of ultrasonic power and pH on the yield of pectin
从图1等高线图可以直观看出,超声功率与pH值两因素对果胶得率的交互作用显著。在不同的超声功率条件下,随着pH值的升高,果胶得率呈先增加后减小的趋势;在不同pH值水平下,果胶得率随着超声功率的增加呈现减小的趋势,这说明虽然超声波能加强对植物细胞壁的破碎作用,使胞内果胶溶出速率增加,但当超声功率达到一定的程度,超声功率的增大使得空化作用过大,会造成部分溶出果胶的分解,导致果胶得率降低。且超声功率对果胶得率的影响没有pH值的影响明显。超声功率水平为-2,pH值水平在0~-1间的果胶得率最高。
图2显示,超声功率与料液比的交互作用对果胶得率影响显著。在不同的超声功率水平下,果胶得率随料液比的增加呈现不断增高的趋势;在不同的料液比水平下,果胶得率随着超声功率的增加呈现不断减小的趋势,但料液比对果胶得率的影响比超声功率的趋势更明显。超声功率水平为-2,料液比水平在1~2间果胶得率最高。

图2 超声功率与料液比交互作用对果胶得率影响的响应面图与等高线图Fig.2 Response surface and contour plots illustrating the effect of ultrasonic power and solid/liquid ratio on the yield of pectin
由图3响应面图和等高线可以看出,随着提取时间和pH值水平的增加,果胶得率均呈现先增大后减小的趋势。在低水平pH值条件下,提取时间对果胶得率的影响比其在高水平pH值时更敏感。在低水平提取时间条件下,增加pH值对果胶得率的影响比高水平提取时间时更明显,说明提取时间并不是越长越好。提取时间水平在0~1间和pH值水平在-1~0间时果胶得率最高。


图3 提取时间与pH值交互作用对果胶得率影响的响应面图与等高线图Fig.3 Response surface and contour plots illustrating the effect of extraction time and pH on the yield of pectin
2.1.5 超声波提取马铃薯渣中果胶工艺参数的优化和验证
用DPS软件对模型进行拟和,超声波提取马铃薯渣果胶最适工艺参数为X1=-2.00、X2=2.00、X3=0.2623、X4=-0.5539、X5=0.1675,即当超声功率300W、提取温度80℃、提取时间47.6min、pH1.8、料液比1:21时,果胶得率的理论最大值为16.6301%,在此条件下,果胶得率的实际值为15.76%,与预测值基本符合。
2.2 马铃薯渣果胶产品的主要成分分析

表5 马铃薯渣果胶产品的主要成分分析Table 5 Physico-chemical parameters of pectin product extracted from potato pulp under optimized conditions
考虑到行业标准QB 2484—2000《食品添加剂:果胶》高于国家标准GBn 246—85《食品添加剂:果胶》,故果胶的理化性质指标均参照行业标准QB 2484—2000。本实验采用超声波提取工艺所得果胶产品的干燥质量损失、灰分、盐酸不溶物、胶凝度、重金属和砷的含量均符合标准QB 2484—2000。从表5可以看出,所得果胶产品酯化度大于50%,属于高酯果胶,这也与所对应的pH值测定结果一致,均符合标准QB 2484—2000。总半乳糖醛酸含量为果胶特性之一,本实验所得的果胶产品的总半乳糖醛酸含量达到65.91%,高于标准QB 2484—2000。采用超声波法提取马铃薯渣中的果胶纯度较高,各项指标均达到了国标和行业标准的要求。
3 结论与讨论
马铃薯渣中含有丰富的果胶物质,作为食品工业的加工副产物,将马铃薯渣开发成生产果胶的新原料,不仅能增加薯类加工的附加值、丰富果胶生产的原料来源,还有利于保护自然环境。
超声提取法具有能提高有效成分的溶出速度、缩短提取时间,节省溶剂的消耗、提取率高等优点,因而在小型实验室里应用较多,但因所采用的超声波仪器的种类和指标各异,因而不同超声波处理设备提取物料中果胶的提取功率不尽相同。超声波功率越强,其空化作用越大,超声波对细胞壁的破碎作用增强,胞内果胶溶出速率增加,媒质粒子的速度和加速度亦越大,界面扩散层上的分子扩散就越快[18]。但如果空化作用过大,溶出的果胶又被分解,果胶得率降低。因此,利用超声波辅助提取马铃薯渣中的果胶,其超声功率在较低水平时果胶得率最高,功率越大果胶得率反而下降。
该研究以果胶得率为指标,采用五因素二次正交旋转组合设计考察了超声功率、提取温度、提取时间、pH值与料液比对超声波提取马铃薯渣中果胶的影响。结果表明,超声功率、提取温度、pH值、料液比各因素对果胶得率都影响显著,而提取时间对果胶得率的影响不显著,这与单因素试验结果一致(单因素试验中,提取时间从25min增加到65min,果胶得率最大值比最小值仅增加1.19个百分点,不同时间果胶得率之间没有显著差异(P≥0.05))。这是因为在一定的超声波条件下,提取一定的时间就可以较为完全的将果胶从马铃薯渣中提取出来,因此随着时间的延长,果胶得率增加幅度很小。此外,超声功率与pH值、超声功率与料液比、提取时间与pH值的交互作用显著影响果胶得率。
超声波辅助提取马铃薯渣中果胶的优化工艺条件为超声功率300W、提取温度80℃、提取时间47.6min、pH1.8、料液比1:21,果胶得率可达到15.76%,与传统酸法相比,超声波因具有空化效应、机械震动及热效应等作用,促进了果胶在溶剂中的扩散释放,从而强化了果胶的提取效果,使得提取温度从90℃降低到80℃,提取时间100min缩短到47.6min,果胶得率从11.30%提高到15.76%,相对提高率为39.45%。测定超声波辅助提取最优工艺条件下的果胶产品的主要成分,各项指标均达到了国标和行业标准的要求。
[1]王金英, 马中国, 宗灿华. 果胶的提取与应用[J]. 中国林副特产, 2000 (2): 17-18.
[2]田三德, 任红涛. 果胶生产技术工艺现状及发展前景[J]. 食品科技, 2003(1): 53-55.
[3]王卓, 顾正彪, 洪雁. 马铃薯渣的开发与利用[J]. 中国粮油学报, 2007, 22(2): 133-136.
[4]MAYER F. Potato pulp: properties, physical modification and applications [J]. Ploymer Degradation and Stability, 1998, 59(1/3): 231-235.
[5]万国福, 谷绒, 唐会英, 等. 超声波处理在果胶提取工艺中的应用[J].食品研究与开发, 2006, 27(7): 115-118.
[6]于修烛, 李志西, 杜双奎. 苹果籽油超声波辅助浸提及产品理化特性研究[J]. 农业工程学报, 2005, 21(9): 155-159.
[7]刘树兴, 石飞云, 杨大庆. 超声波对血细胞破壁作用的研究[J]. 食品科技, 2005(1): 13-15.
[8]JOYE D D, LUZIO G A. Process for selective extraction of pectins from plant material by different pH[J]. Carbohydrase Polymer, 2000, 43(4): 337-342.
[9]张初署, 秦小明, 林华娟, 等. 菠萝皮渣果胶超声波提取工艺条件研究[J]. 食品工业科技, 2007, 28(3): 147-150.
[10]TURQUOIS T, RINAUDO M, TARAVEL F R, et al. Extraction of highly gelling pectic substances from sugar beet pulp and potato pulp: influence of extrinsic parameters on their gelling properties[J]. Food Hydrocolloids, 1999, 13(3): 255-262.
[11]徐汶, 王存文, 王为国, 等. 豆腐柴叶果胶提取液中果胶含量的快速测定[J]. 食品与药品, 2006, 8(12): 53-54.
[12]游新侠, 仇农学. 咔唑比色法测定苹果渣提取液果胶含量的研究[J].四川食品与发酵, 2007(1): 19-22.
[13]郑芸, 方积年. 测定果胶中甲酯化取代度的方法[J]. 天然产物研究与开发, 2006(18): 709-712.
[14]唐翠娥. 薛荔籽果胶的提取工艺及其性质研究[D]. 南昌: 南昌大学, 2007.
[15]GBn 246—85 食品添加剂: 果胶[S].
[16]黄建军, 张来生, 李岩, 等. 葵盘果胶的理化性质及其在食品生产中的应用[J]. 中国食品添加剂, 1998(4): 37-40.
[17]袁志发. 试验设计与分析[M]. 北京: 高等教育出版社, 2000: 360-366. [18]徐汶, 张俊峰, 王存文, 等. 豆腐柴叶果胶的提取工艺条件研究[J].天然产物研究与开发, 2003, 15(2): 138-140.
Optimization of Pectin Extraction from Potato Pulp and Product Composition Analysis
YANG Xi-juan,DANG Bin
(Laboratory of Agric-Product Processing, Qinghai Academy of Agriculture and Forestry, Xining 810016, China)
In order to optimize the ultrasound-assisted extraction of pectin from potato pulp left after starch extraction, five key factors affecting pectin yield including ultrasound power, extraction temperature and pH, the length of extraction time and solid-to-liquid ratio were investigated by one-factor-at-a-time experimental design, and a mathematical model representing the relationship between the function and the five variables was constructed using quadratic regression orthogonal rotation combination design, and the effects of pairwise cross-interactions among the above factors on pectin yield were evaluated by response surface analysis (RSM). The optimal process for the extraction of pectin from potato pulp was determined to be the extraction of the raw material at 80 ℃ for 47.6 min with a 21-fold volume of water under the assistance of ultrasound treatment at 300 W. Under these optimal conditions, the yield of potato pectin reached up to 15.76%. Furthermore, the obtained product was analyzed for its physico-chemical parameters, and all the analytical results met the requirements of the national and industrial standards.
potato pulp;ultrasonic extraction;pectin;optimization;composition analysis
TS209
A
1002-6630(2011)04-0025-06
2010-04-08
青海农林科学院青年创新基金项目
杨希娟(1980—),女,助理研究员,硕士,研究方向为农产品精深加工。E-mail:156044169@qq.com
猜你喜欢
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
矿产综合利用(2020年1期)2020-07-24
材料与冶金学报(2019年4期)2019-12-16
统计与决策(2018年14期)2018-08-22
中成药(2018年6期)2018-07-11
上海金属(2017年4期)2017-09-28
江苏农业科学(2017年10期)2017-07-21
华东师范大学学报(自然科学版)(2017年1期)2017-02-27
中国粮油学报(2016年1期)2016-02-06
天然产物研究与开发(2014年8期)2014-04-27
