
理想的无铅焊料合金(1)
2011-05-31 02:34:14蔡积庆编译
印制电路信息 2011年3期
蔡积庆 编译
(江苏 南京 210018)
世界的电子产业界中热中于无铅焊料的研究已成为潮流。无铅焊料技术关系到无铅焊料合金,原材料的特性,IC元件与PCB原料的共容性,焊接和表面安装技术,品质和长期的焊料接合可靠性等许多知识。现在的Sn-Ag-Cu无铅焊料虽然值得关注,但是还在继续开发具有熔点183 ℃,焊料再流焊峰值温度220 ℃ ~ 230 ℃的63Sn-37Pb焊料合金的替代品。
本文介绍的两种无Pb的Sn-Ag-Cu-Iu焊料合金替代品(即Sn4.1Ag0.5Cu4.0In和Sn4.1Ag-0.5Cu7.0In)虽然具有稍高的熔点,但是焊料工艺的峰值温度大致相同于63Sn37Pb焊料。因为这两种无铅焊料合金具有与63Sn37Pb同等程度的工艺峰值温度,因此不必担心SnAgCu焊料的高工艺峰值温度产生的可靠性问题,可以使用于现有的塑料和聚合物材料。另外无铅焊料替代品可以满足SnAgCu和63Sn37Pb焊料合金同等程度的焊接性和品质标准,表现出更优良的耐疲劳特性和抗蠕变力(Creep Resistance)。
1 无铅焊料合金中含有In的必要性
如果不变更现有的Sn/Pb焊料安装的设备基础,为了改善适合于表面安装技术(SMT)和波峰焊接用途的Sn-Ag-Cu基础焊料合金,正在广泛的进行合金组成的研究,特别是关于含有Iu比例的研究。其正可靠的理想的无铅焊料合金的标准应该是焊料合金的熔点温度为210 ℃以下。
流焊情况下,具有210 ℃熔点的Sn4.1Ag-0.5Cu-4.9In即使焊料槽内温度为245 ℃时也表现出优良的流动性,可以用作流焊用途的替代品。另一方面,在SMT用途中,熔点207℃的Sn4.1Ag-0.5Cu-7.0In合金在225 ℃的峰值温度下不会损伤机械特性和和耐疲劳性等接合可靠性,具有替代品的最新的功能。表1表示了无铅焊料合金的湿润性,表2表示了无铅焊料合金的恒温耐疲劳性。
焊料的湿润性通常测量特定基板上的湿润时间和湿润力。在试验中使用薄铜板研究焊料合金的湿

表1 无铅焊料合金和Sn-Pb合金在各自的温度下的湿润时间比较
2 Sn/Ag/Cu/In焊料合金与各种基板的相容性
为了进行有效的无铅焊料安装,无铅焊料合金与接合部表面处理的相容性/适合性的理解和验证是非常重要的。为了判断焊接工程时或者老化以后的焊缝(Fillet)和金属间化合物的形成,必须慎重研究无铅焊料接合部与元件镀层或者无铅焊料接合部与基板表面处理的相容性/适合性。
图1表示了在Cu/osp处理和Ni/Au镀层的基板上润时间和湿润力。含有In的Sn-Ag-Cu-In焊料合金与Sn-Pb合金63Sn37Pb和数种无Pb焊料合金进行比较,表1表示了湿润时间的结果。

表2 无铅焊料合金的恒温耐疲劳性(Nf)
在焊料合金湿润性的JIS规格中,为了获得良好的湿润性,所有用途中的焊料合金湿润时间必须在2 s以内,但是在波峰焊接工艺中为了表现出良好的湿润性,焊料合金的湿润时间必须在1 s以内。不同焊料合金湿润时间的研究结果表明两种Sn-Ag-Cu-In焊料合金具有接近与63Sn37Pb焊料的湿润性。这两种Sn-Ag-Cu-In替代焊料合金的湿润时间都在JIS规格规定的规格范围内。
除了良好的湿润性外,还应该考虑焊接合部的蠕变(Creep)和疲劳(Fatigue)可靠性也是重要的方面。一般采用低循环恒温疲劳模式或者热机械模式测量疲劳寿命。表2表示了各种焊料合金的恒温疲劳结果。由表2可知一般的无铅焊料合金的抗疲劳力优于63Sn37Pb焊料合金。采用245 ℃的波峰焊接工艺形成Sn4.1Ag-0.5Cu-4.0In(Viromet349合金)的接合部。由图1可知,两种Ni/Au镀层贯通孔基板观测到完整的焊缝。245 ℃下的焊料流动性优良,焊料在基板上面流动,表现出良好的毛细管效果。其它的无铅焊料合金没有这些性能。
另一方面还发现焊料合金与基板之间形成强的金属间化学键。图2表示了Sn/Ag/Cu/In焊料合金的显微构造和焊缝中金属间化合物层的显微照片。为了研究金属间化合物层,使用施行数种表面处理的试料验证与 Viromet焊料合金的焊接相容性。
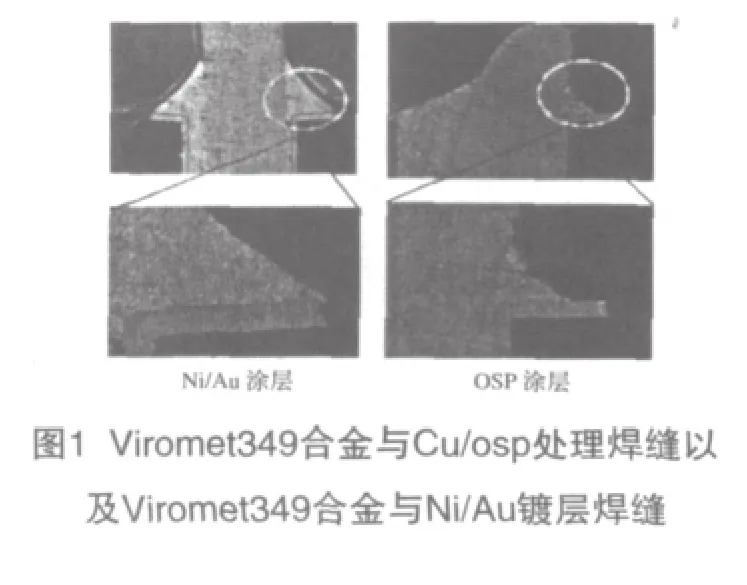
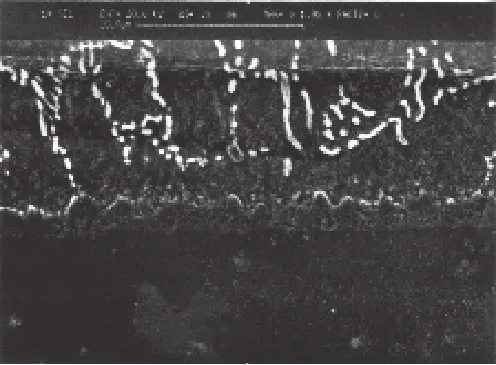
图2 Sn/Ag/Cu/In焊料合金构造的显微照片和焊缝中金属间化合物的显微照片
BGA1/SOT1: Sn基板,气相
BGA2/SOT2: Ag基板,气相
BGA3/SOT3: Cu/osp基板,气相
BGA4/SOT4: Ni/Au基板,气相
BGA/SOT5: Cu/osp基板,对流工艺
BGA6/SOT6: Sn基板,对流工艺
图3表示了不同试料的金属间化合物厚度(Intermetallics Thickuess)。由图3可知,不同的元件类型形成不同的金属间化合物厚度。BGA1焊料接合部具有最厚的金属间化合物。金属间化合物成长是依赖于时间/湿润的过程。QFPI虽然与BGA同样的程度,但是焊料接合部的保温性低。QFP不同于BGA,它具有封装下方的焊料接合部。电镀引线从QFP封装上分离。所有试样基板的金属间化合物的厚度处于1.4 μm~ 4 μm的范围内,建议金属间化合物的厚度为5 μm以内的范围。Au基板的金属间化合物具有最高的标准误差,osp/cu基板具有最底的标准误差。试验的全部元件中,osp/cu基板的金属间化合物的厚度比Sn基板厚。

(未完待续)
猜你喜欢
机电信息(2022年15期)2022-08-08 11:02:24
电子元件与材料(2021年10期)2021-11-04 06:36:30
陶瓷学报(2021年3期)2021-07-22 01:05:00
教育家(2019年37期)2019-09-10 22:15:50
福建基础教育研究(2019年7期)2019-05-28 16:27:54
电子制作(2017年20期)2017-04-26 06:57:40
科技创新导报(2016年20期)2016-12-14 10:06:25
焊接(2015年5期)2015-07-18 11:03:41
财富堂(2015年7期)2015-05-30 17:58:21
电子世界(2015年18期)2015-02-06 08:53:21
