向家坝电站800MW超大型水轮机蜗壳制造质量控制
2011-05-16 09:08:36徐洪伟童亮瑜陈大倩
水电站机电技术 2011年2期
徐洪伟,童亮瑜,陈大倩
(中国水电七局有限公司,四川 彭山 620860)
向家坝电站800MW超大型水轮机蜗壳制造质量控制
徐洪伟,童亮瑜,陈大倩
(中国水电七局有限公司,四川 彭山 620860)
简述了金沙江向家坝右岸地下电站世界最大混流式水轮发电机组(单机容量800M W)超大型金属蜗壳的结构形式和结构特点及制造难点,重点介绍了其制造过程的质量控制要点,对瓦片组装、蜗壳焊接、最终验收等关键环节进行了较为详细的叙述。
向家坝;超大型;金属蜗壳;质量控制
向家坝右岸地下电站共设计安装4台800MW水轮发电机组,机电设备全部由天津阿尔斯通(ALSTOM)水电设备有限公司(以下简称“天阿”)供货。超大型水轮机金属蜗壳由“天阿”设计,水电七局向家坝施工局承包制造。根据设计图纸,蜗壳由32节组成,其中编号为V28(即蜗壳最后一节)的管节由我局下料、卷板完成后交“天阿”安装于座环上,与大舌板和环板焊接后随座环整体供货到向家坝工地,其余管节中包括凑合节3节、进口扩散段4节、蜗壳本体24节均在向家坝金属结构厂现场制造供货。蜗壳母材采用国产610MPa级低合金高强度钢板,钢板厚度随外型尺寸减小而变化:由蜗壳本体进口最大板厚72mm变化到蜗壳尾部最小板厚25mm,蜗壳进口扩散段板厚均为57mm,共有约26种不同厚度的钢板。瓦片组装采用钢板厚度方向中心线对齐的方式,不同于一般的过流面对齐方式,单节蜗壳相邻瓦片厚度差最大达7mm,最多由3种不同厚度的钢板组成,给蜗壳制造带来了一定的困难。蜗壳平面图见图1。
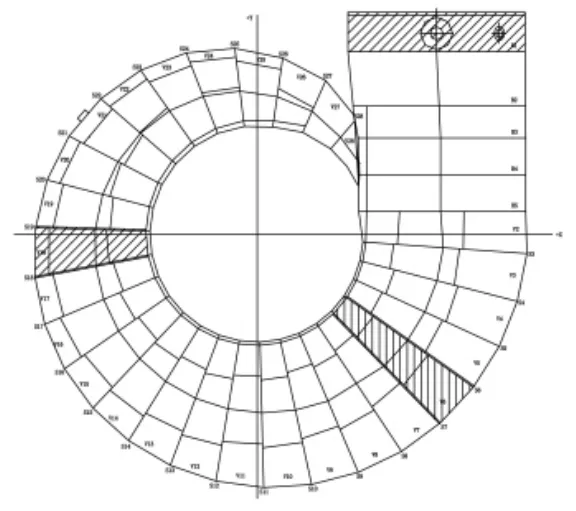
图1 蜗壳平面图
单节蜗壳最大外形尺寸为φ11514mm×3500mm,重量约60t,蜗壳总重约为822t,属超大型金属蜗壳,具有制造难度大,工期紧,质量要求高等显著特点。
1 严格控制主材及辅材质量
1.1 主材质量控制
用于蜗壳制造的高强钢板到货后,由质量管理部门会同物资供应部门依据招标文件、设计图纸、规程规范对到货钢板的进行外观检查,对钢板表面裂纹、起皮、加渣等缺陷及时发现并处理,使之不致影响蜗壳制造质量;核对钢板型号、规格及外形尺寸符合要求。
1.2 辅材质量控制
蜗壳制造辅助材料主要为焊接材料,包括电焊条、焊接用钢丝(气保焊用)、保护气体及用于内支撑的管型材料等。
检查到货焊条、焊丝牌号是否符合设计要求,其质量和焊接工艺性能符合有关规定,具有符合要求的产品合格证书和出厂证明书;保护气体配合比例及纯度是否符合相关规定,满足蜗壳制造质量需求。用于蜗壳内支撑的管型材料到货检验包括:钢管材质、型号、表面质量及其出厂证明书等,均应符合设计图纸及规范要求。
2 严格控制外型尺寸
单节蜗壳组装在钢制平台上进行,为便于纵缝组装和焊接,保证进口端焊缝质量,采用工字钢制放射型平台,平台平面度≤2mm。
复核蜗壳瓦片各尺寸及坡口型式符合工艺文件要求,蜗壳制造纵缝均采用不对称“X”型坡口,复核瓦片卷制弧度合格,方可进入组装工序。
组装圆度及纵缝弧度控制:所有蜗壳组装完全做到了“无码组装”:因蜗壳木材全部为高强钢板,组装时严禁在蜗壳本体上焊接用于弧度调整和纵缝错牙调整的拉紧器和压缝器。具体方法为:组装前在钢轨道平台上画出相应管节进口端过流面地样,按照地样摆放、调整各瓦片,首先摆放含水平中心的瓦片,然后依次向两侧摆放瓦片,利用挡板、拉紧器及倒链等进行临时定位。依据地样及过流面半径(必须注意该半径是不等半径,单节最多有3个半径)调整纵缝,保证纵缝错牙及间隙符合质量标准要求。同时调整进出口平面度,尤其纵缝两侧的环缝坡口钝边处必须对齐。纵缝调整合格后进行临时点固焊,保证焊接牢固可靠,满足安全要求。
将各瓦片间纵缝调整完成后,测量蜗壳开口尺寸,包括进、出口开口距离,开口对角线及腰线长度。检测各中心处垂直度,调整出口处圆度等相关尺寸,利用倒链及拉紧器临时固定。
测量进、出口周长,检查纵缝对口间隙和错牙、纵缝处弧度等符合质量要求。如周长偏差超标,则通过调整纵缝间隙使之符合相应质量标准要求。
3 焊接过程控制
蜗壳制造焊接过程控制:包括焊前准备控制、焊接过程中的控制和焊接完成后的控制等。
3.1 焊前准备控制
纵缝开始焊接前,对纵缝坡口内部及其两侧50mm范围内的铁锈、熔渣、油垢、水份等清除干净,在蜗壳内部(过流面)敷设履带式电加热片,对纵缝实施焊前电加温预热,预热温度为100℃。采用远红外温度控制仪进行焊缝加温及温度控制,并辅以红外线测温仪适时检测各部问题,保证达到100℃经监理检查同意后方可开始施焊。
焊条烘焙蜗壳本体焊接采用国产大西洋牌电焊条或焊接用钢丝,牌号分别为CHE62CFLH或CHW-65A。严格按照焊接材料说明书要求烘焙,做到随烘随用、随用随取。严格控制重复烘焙,焊条重复烘焙次数不超过2次。
焊丝使用整盘焊丝在使用前领出,打开包装,检查焊丝是否受潮生锈,如生锈则不得使用予以报废,焊丝打开后尽快使用完毕。
3.2 焊接过程中的控制
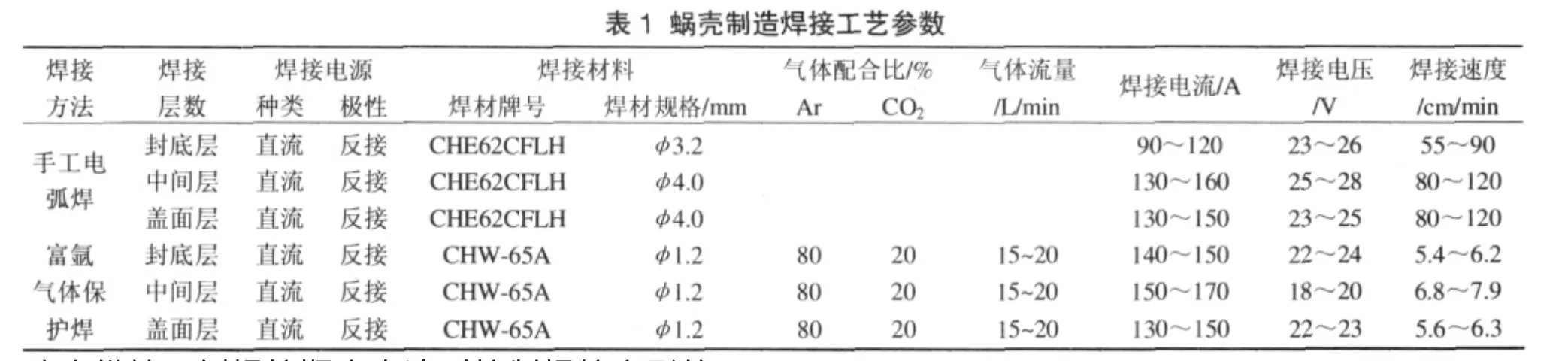
焊缝焊接采用多人同时焊接(纵缝最少为1条,最多为5条,相应分别由1人到5人施焊),在满足焊接质量要求前提下,尽量采用较小规范焊接,多层多道、分段倒退,严格控制焊接热输入即线能量,以控制纵缝焊接造成的弧度变形超差,必要时可通过改变纵缝两侧焊接顺序来达到控制焊接变形的目的,焊接工艺参数见表1。
?
3.3 焊接完成后的控制
各纵缝焊接完成后施焊人员立即清理焊缝表面,进行焊缝外观检查,发现外观缺陷及时处理,并经质量检查人员检查合格后立即进行焊后消氢处理,蜗壳焊接温度控制曲线见图2。焊缝消氢完成冷却到环境温度后测量蜗壳管节焊后周长,兼顾相邻管节周长差的要求,必要时可对上、下开口进行适当的打磨处理。
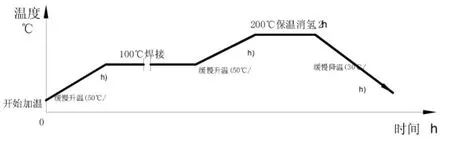
图2 蜗壳焊接温度控制曲线
4 焊后调整、内支撑安装
检查、调整各部位圆度,组装内支撑。蜗壳制造各管节圆度检测部位为:上、下开口;上、下中心、水平中心、纵缝两侧,对于进口扩散段管节,因其尺寸较大,上述测点间距离较远,则增加测点检测,增加检测部位为内支撑处和距离较远点之间均布测量,测点最多达18~20点,完全能满足圆度检测要求。
调整圆度时兼顾各中心处垂直度,开口、开口对角线差及腰线及腰线差等各项目,管节长度由下料时保证,均能满足质量要求。
5 无损检测
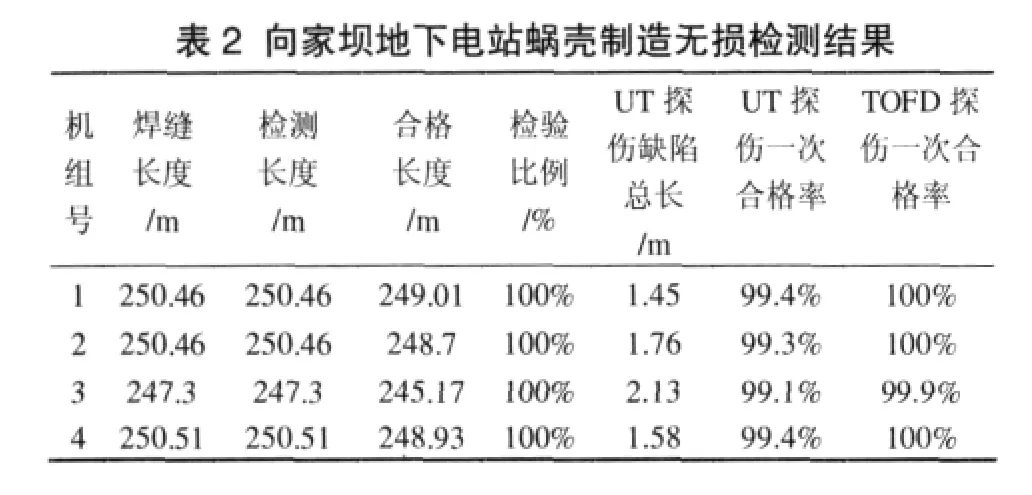
根据合同文件、设计图纸和规范要求,纵缝焊接完成24h以后方可进行无损检测,包括100%超声波(UT)和100%超声波衍射时差法(TOFD)探伤,无损检测结果见表2。
?
6 缺陷的处理和焊补
焊缝内部缺陷采用碳弧气刨结合角向磨光机将缺陷清除并用砂轮修磨成便于焊接的“船型”凹槽,焊补前要认真检查。采用与纵缝焊接完全相同的工艺对缺陷处进行补焊。
返修后的焊缝,需经超声波探伤复查合格。焊缝返修次数最多不超过2次。焊缝如有第2次焊补时,必须制订可靠的返修方案和措施,并经我部技术负责人审核,经监理单位同意后,方可焊补。
7 单节管节制造验收
(1)管节制造各工序(防腐除外)完成后,拆除挡板、倒链、拉紧器等临时设施,使蜗壳管节处于自由无拘束状态进行质量检查验收。
(2)清理打磨焊疤、管壁内外的划痕。
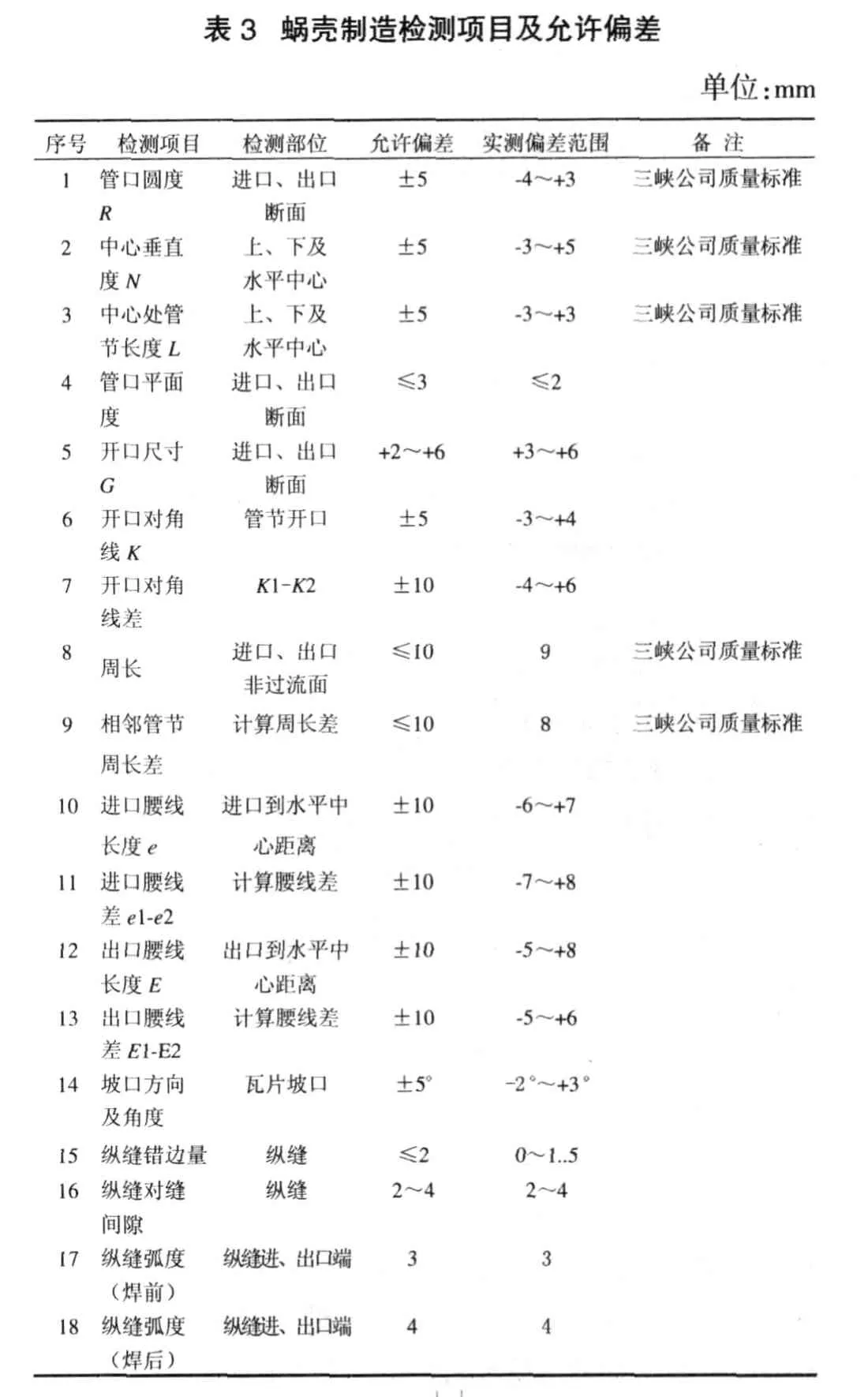
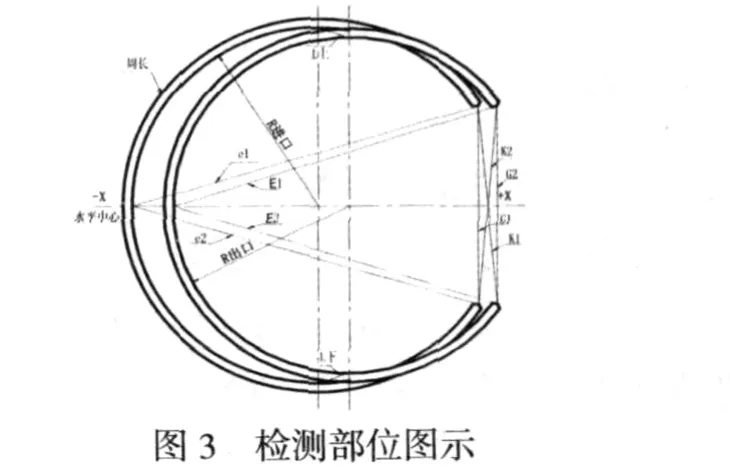
(3)检查蜗壳内外管壁质量,表面凹坑深度不大于2mm时采用角向磨光机打磨处理,大于2mm时,则需对凹坑处进行焊补,焊补前应用碳弧气刨或磨光机对凹坑处进行处理,打磨出金属光泽,进行局部加温后再行焊补。焊补后将焊补处磨平;打磨因瓦片吊装造成的钓具夹痕,对所有补焊、打磨部位进行液体渗透探伤检查(PT)合格。检查各项质量控制指标满足图纸、合同和规范要求,其蜗壳制造检测项目允许偏差及检测部位分别见表3和图3。
?
8 结束语
由于在施工中严把质量关,加强过程控制,目前已全部制造完成的向家坝地下电站4台超大型金属蜗壳,各项指标均达到或超过规范要求,这为蜗壳顺利安装,保证安装质量满足机组稳定运行要求创造了条件。
向家坝右岸地下厂房蜗壳开始安装至今,1到4号机蜗壳已经全部安装完成,从安装现场得到的消息反馈来看,安装、监理及业主单位对蜗壳制造质量给予较高评价,认为向家坝地下厂房蜗壳制造质量优良,为从根本上满足蜗壳安装质量及进度提供了保证。
TK730.3+12
B
1672-5387(2011)02-0037-03
2010-10-11
徐洪伟(1973-),男,工程师,从事水电站机电设备制作安装和金属结构制作安装技术管理工作。
猜你喜欢
水道港口(2021年6期)2021-01-25 05:44:16
建材与装饰(2020年6期)2020-03-18 04:42:50
科学中国人(2017年24期)2017-01-28 09:07:31
焊接(2016年1期)2016-02-27 12:58:25
制造技术与机床(2015年10期)2015-04-09 07:05:52
中国港湾建设(2015年11期)2015-01-05 02:42:03
水电站机电技术(2014年6期)2014-09-26 12:07:50
中国三峡(2013年1期)2013-09-11 07:55:16
城市道桥与防洪(2013年7期)2013-03-31 23:33:52
机械制造文摘(焊接分册)(2013年5期)2013-03-20 13:57:26