
基于UG的大型十字万向接轴法兰叉头的数控加工技术研究
2011-05-11 02:49:12吴先文
制造业自动化 2011年7期
吴先文,李 丽,张 丹,李 雷
(1. 四川工程职业技术学院,德阳 618000;2. 中国二重集团公司,德阳 618000)
基于UG的大型十字万向接轴法兰叉头的数控加工技术研究
吴先文1,李 丽1,张 丹1,李 雷2
(1. 四川工程职业技术学院,德阳 618000;2. 中国二重集团公司,德阳 618000)
0 引言
随着轧钢设备朝着大型化、连续作业化和高速化方向发展,对轧机主机的安全过载保护要求越来越高,对轧机主传动用十字万向传动轴要求也越高。其中SWC型十字万向接轴关建零件法兰叉头采用整体式结构,由于其型腔曲面为复杂空间曲面,其制造水平的高低直接影响到整个十字万向接轴质量。长期以来其型腔曲面完全依赖铸造成型,由于毛坯曲面不规范和铸件变形,装配后影响十字包转动,传统的解决方法是:先对产品进行试装,对影响装配和转动的部位做记号后凭经验上机床加工,修完后再装配,若达不到要求重新上机床修型,这样不仅费时费力,且零件强度也无保证。运用UG NX CAM技术在数控机床上对铸件复杂曲面进行检查及修型,已成功地用于多台1450轧机项目的十字万向接轴制造。
1 CAD建模
1.1 法兰叉头结构特点及工艺分析
SWC型法兰叉头结构如图1所示,工件毛坯为铸件ZG42CrMo,法兰盘直径D=Φ550mm,轴承孔直径d=Φ255N6mm,型腔曲面相对于法兰盘ΦD中心线、轴承孔Φd中心为对称结构,型腔由两段R圆弧,且弧面呈30º、17º包络,包络的弧面与两侧45º斜面相交,腔底为7º斜面。该产品使用倾角大15º相互运动件容易产生干涉,由于铸造时涨箱、重要尺寸产生较大误差等原因的影响,致使实际铸造叉头可能存在与相关件严重干涉(铸造时重要尺寸偏差比图纸给出的偏差大)或者重要部位的强度减弱(铸造时重要尺寸偏差比图纸给出的偏差小)的问题,从而对产品的生产和质量造成严重影响。
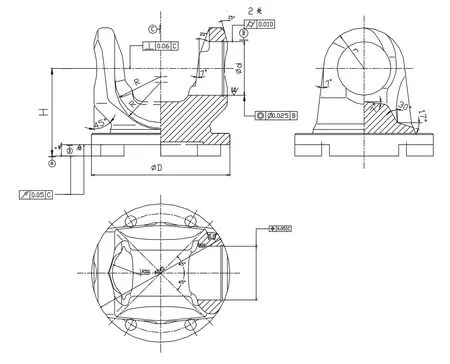
图1 SWC型法兰叉头
制造难点分析:
1)由于铸造实际尺寸与设计尺寸差距很大,有的部位多达8-10mm,有些部位又有缺肉,因此确立合理的工步是该型腔曲面检查及加工的关键。
2)法兰叉头铸造毛坯零件加工余量不均匀,在加工中材料去除量较大,因此提高加工效率是一个难点。
3)法兰叉头的型腔面一次走刀中去掉的金属体积较大,必须考虑刀具寿命,减少停机换刀时间。因此选择合适的刀具参数,使用合理的切削用量尤为重要。
4)法兰叉头加工是在三坐标数控镗床上加工自由曲面,加工质量和效率对加工程序要求高。
1.2 建立数字模型
将设计提供的利用三维CAD技术及先进的有限元分析软件优化后的三维模型stp文件导入到UG NX4中,在UG NX4建模模块中将法兰叉头曲面分成A、B、A面(如图2、图3所示)。
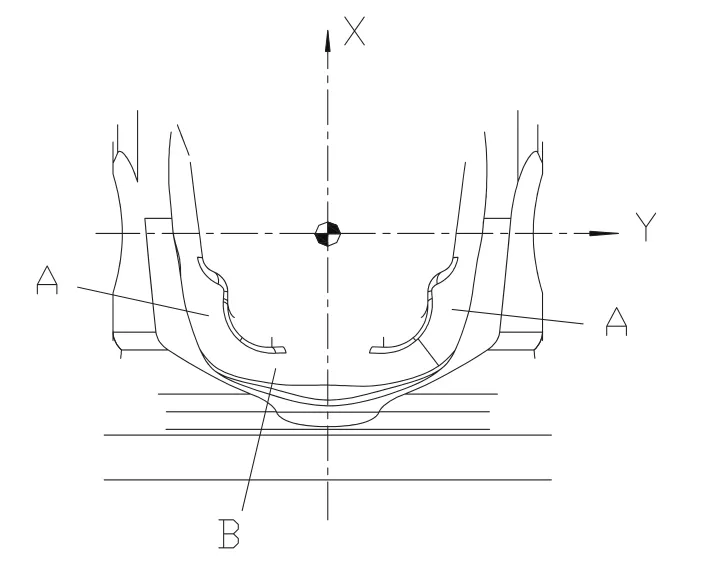
图2 法兰叉头曲面的分割

图3 法兰叉头三维模型
2 确定数控加工工艺方案
2.1 划分数控加工工步
由于型腔曲面铸造公差大,加之铸件涨箱变形,造成毛坯余量不均匀、不对称,为了提高加工效率, 先将型腔曲面分割成A、B、A面,按单边留量6mm,将型腔曲面走刀检查一遍,确定工件余量,再根据余量情况制定加工流程,如图4所示。
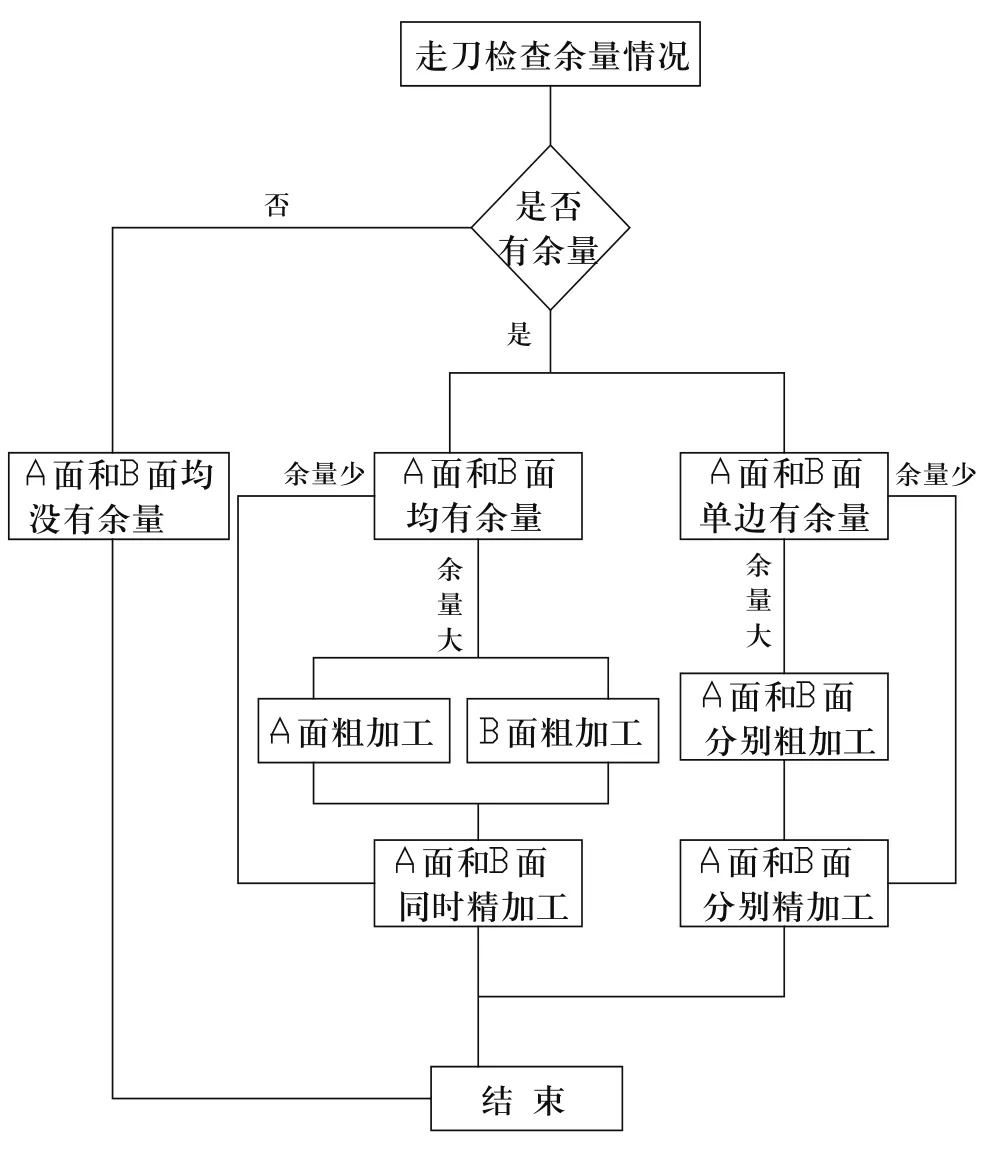
图4 加工流程图
1)如果观察没有余量,可加大机床转速和走刀,快速完成型腔曲面的检查。
2)如果A、B面均有加工余量,量大则先执行A、B面分别粗加工程序,再执行A、B面同时精加工程序;量小则直接执行A、B面同时精加工程序。
3)如果A面或B面单边有加工余量,则只执行A面或B面粗、精加工程序。
2.2 选择加工设备
宜选择带回转工作台的数控镗铣床,结合工件外形尺寸及重量,考虑到该零件只对其型腔面进行修形,综合机床的加工能力及主轴转速、进给速度等性能,选择TK6111数控镗床有利于提高效率。
2.3 选用加工刀具
由于型腔曲面的加工表面质量要求不高,粗、精加工用同一把刀,选择了75°可转位面铣刀,刀具直径Φ160,该刀具可改变每层之间的波峰残留,减少分层密度,同时可采用大进给量,效率高、性能可靠。刀片可换,即使在长时间切削中磨损后,暂停程序换刀片,此时刀具长度等参数均未变,然后继续执行程序即可。
2.4 确定切削用量
为了保证切削速度均匀、切削载荷较稳定,减少刀具、机床所受的冲击,同时提高加工效率,以“小切深大走刀”的高速切削原理来规定切削用量。
切削深度:以数控程序分层加工需要达到的要求,粗加工ap取5~8mm,精加工ap取1~2mm;切削速度Vc=300m/min;主轴转速:n=1000r/min;进给速度:f=1000~1500mm/min。
2.5 设计数控程序
编制加工法兰叉头型腔曲面程序是数控加工的重要环节,优化刀具路径、选择合理进退刀方式对加工质量和效率至关重要。编程采用UG NX4平台进行自动编程方式。为保证加工连续性和提高效率,采取通过程序自动根据毛坯具体情况分刀进行数控程序的设计。
2.5.1 确定编程原点和加工坐标系
按照加工坐标系MCS和WCS坐标系重合的原则,以ΦD和Φd的中心交点为定G54,这样在加工过程中能尽量减少碰撞发生,同时方便对刀及加工前的程序检查(如图5所示)。
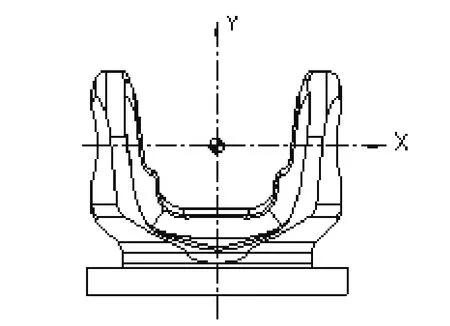
图5 工件坐标系的确定
2.5.2 设计数控程序加工路线
在NX CAM中的操作对应每个加工工步。根据工序的划分,在NX CAM中建立程序组,并将程序组名规范化,避免因程序多导致操作失误。根据选用的刀具创建刀具模型参数和加工参数(如图6所示)。创建各工序的工件包括零件、毛坯和加工坐标系等加工几何体和操作(如图7所示)。
2.5.3 设计数控程序刀具路径
NX加工模块中提供了三轴加工和多轴加工模式,法兰叉头的加工要求以及加工机床的功能,我们采用CAVITY MILL(型腔铣)方式,用法兰叉头的自由曲面作为驱动面,以平行于水平面的不同深度平面与型腔面相截,产生的截面线再偏置一个刀具半径,产生刀具路径(如图8所示)。这样通过分层的数控程序即(2.5轴联动加工)生成刀具轨迹,避免加工中扎刀现象,尽量多的运用圆弧插补来加工型腔面的轮廓,使得走刀路线大大缩短,加工时间缩短,且加工的表面光度好,使得后续的打磨工序工作量减少。
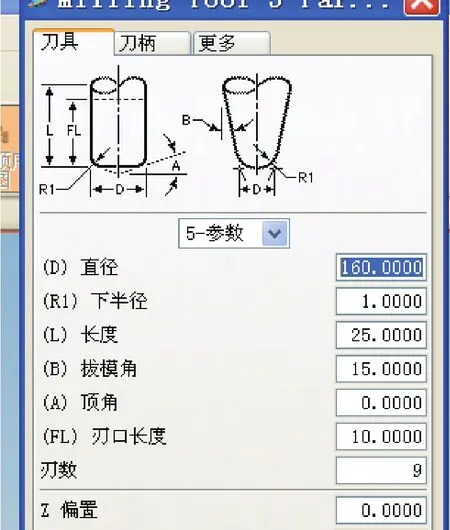
图6 刀具参数模型

图7 加工几何体和操作
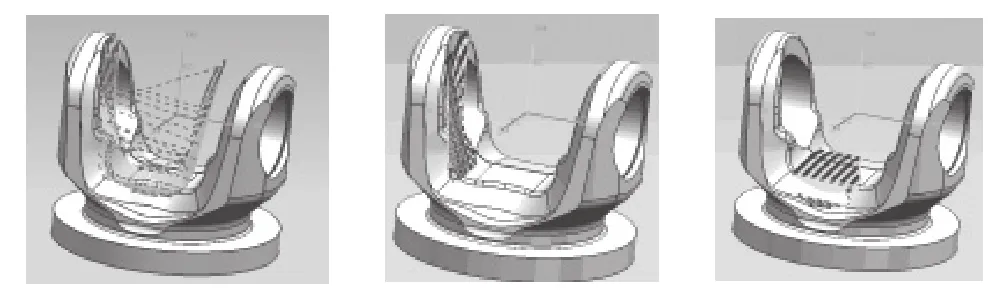
图8 程序的刀路设计
2.5.4 后置处理
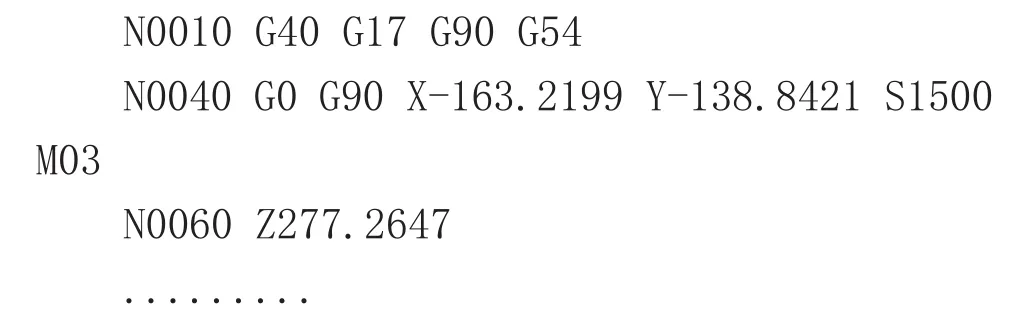
机床后置模块的作用是生成可使用的G代码程序。在实际运用中,发现在圆弧插补上用IJK方式后置处理的G代码在机床上模拟报警出错,其原因为数据计算累积错误。最后后置处理器改为CR的方式,产生的程序运行通过。系统自动产生NC程序段格式如下:
毛坯检查程序:(flct.txt)
2.5.5 加工仿真及程序校验
为了保证程序的可加工性,减少实际试制时间,节约费用,将生成的加工程序在软件上进行仿真加工。通过仿真可对程序进行分析,防止在加工中出现刀具轴振动、过切及碰撞、扎刀现象。对于仿真结果不理想的程序则可返回加工模块对加工方式、参数等进行修改,直至仿真结果(如图9所示)符合加工要求。
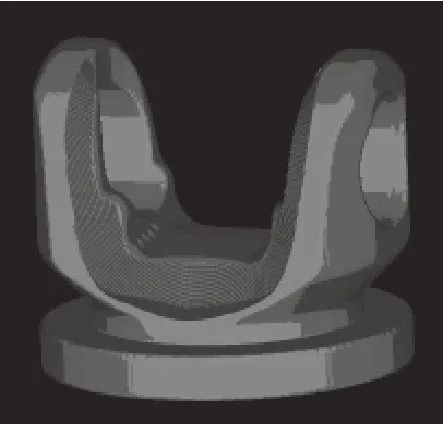
图9 加工仿真
2.5.6 数控系统轨迹模拟
通过数控系统的图形显示功能显示刀具轨迹运行情况,这种方法快而准确,该测试可在各种倍率模式有效时进行。由于所有运动在控制器的图形模式下进行测试,这样就减少了检查任务量,且程序也易跟踪。
2.6 程序传输和运行
法兰叉头根据前面划分,从而产生了2~6个程序。这些程序的程序段数多达8000,在文件大小上,其中一个达到4M字节,可用U盘将程序拷入机床中。
程序在运行时,由于机床的NCU内存太小,无法将程序装载入后进行加工,所以采用数控机床自动模式下,通过硬盘方式进行边传程序边加工。根据实际情况,在一些加工程序段上通过倍率开关优化指定的切削速度和进给速度。
3 结论
SWC型法兰叉头的数控加工解决了SWC型十字万向接轴的装配瓶颈,以往由于法兰叉头型腔曲面的不规范,装配一套SWC型十字万向接轴往往要花费3~4天的时间,通过数控机床的检查及加工使型腔曲面完全符合理想模型,解决了法兰叉头转动干涉问题,提升了工艺水平,提高了生产效率,节约了成本,也为今后开发SWP型法兰叉头的数控加工积累了经验。
[1]杨胜群,等.UG NX4数控加工高级教程[M].北京:清华大学出版社,2007.
[2]夏天,吴立军.UG二次开发技术基础[M].北京:电子工业出版社,2002.
[3]郭卫,张武刚,赵栓峰.基于UG/ISV的数控加工仿真系统的设计[J].组合机床与自动化加工技术.2006(09).
[4]项辉宇,刘和山,张树生,孙胜.基于UG的图形化数控编程及二次开发技术的探讨[J].山东大学学报.2000,(1).
[5]肖超美.UG-CAD/CAM在某复杂壳体上的应用—UG软件应用研究之一[J].北京联合大学学报(自然科学版).2004(1).
The research of numerical control machining technology in large cross-universal joint fl ange fork based on UG
WU Xian-wen1, LI Li1, ZHANG Dan1, LI Lei2
研究了UG_NX/CAM软件在大型十字万向接轴法兰叉头零件数控加工中的应用,并从建模、数控编程、模拟仿真、后置处理、加工程序的生成等方面作了分析,探讨了提高数控加工质量和效率的途径。该方法对其它复杂曲面的加工具有一定的推广价值。
法兰叉头;复杂曲面;数控加工;UG;程序校验
吴先文(1968 -),男,副教授,硕士,主要从事机电设备设计、制造、维修及技术改造等方面的教学和科研工作。
TP391.72
A
1009-0134(2011)4(上)-0046-04
10.3969/j.issn.1009-0134.2011.4(上).15
2010-12-23
猜你喜欢
安徽冶金科技职业学院学报(2023年1期)2023-08-15 07:32:38
装备制造技术(2020年2期)2020-12-14 03:09:48
铝加工(2020年3期)2020-12-13 18:38:03
金属加工(热加工)(2020年12期)2020-02-06 05:59:18
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
中国塑料(2016年5期)2016-04-16 05:25:45
中国科技产业(2016年2期)2016-02-09 07:56:35
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
