湿空气回潮膨胀烟丝工艺研究
2011-05-10 07:12叶为全丁乃红赵春雷
湖南文理学院学报(自然科学版) 2011年3期
张 超, 叶为全, 丁乃红, 赵春雷
湿空气回潮膨胀烟丝工艺研究
张 超1, 叶为全2, 丁乃红1, 赵春雷1
(1. 安徽中烟工业有限责任公司 技术中心, 安徽 合肥, 230061; 2. 安徽中烟工业有限责任公司 投资管理部, 安徽 合肥, 230088)
针对滚筒式快速回潮膨胀烟丝存在膨胀烟丝造碎以及填充值下降的问题, 比较分析了湿空气缓慢回潮与滚筒快速回潮对膨胀烟丝填充值的影响, 采用湿空气缓慢回潮可提高膨胀烟丝填充值18.0%. 通过实验研究了湿空气回潮膨胀烟丝的工艺条件, 结果表明: 采用网带连续批次回潮方式, 回潮时间为60 min, 相对湿度62%, 回潮环境温度24.0 ℃的工艺条件, 较适宜连续生产.
膨胀烟丝; 湿空气回潮; 工艺研究; 填充值
目前国内CO2膨胀烟丝生产工艺流程基本相同, 即烟丝经冷端浸渍和热端膨胀后, 烟丝含水率平均为4.5%, 烟丝经输送冷却后直接进入滚筒式回潮机, 回潮至含水率为12.3%左右的合格膨胀烟丝. 应用回潮滚筒对膨胀烟丝进行回潮, 存在以下2方面的问题: 一是烟丝造碎, 较低含水率的膨胀烟丝在回潮滚筒经螺旋抛撒运动, 烟丝之间存在翻转与挤压, 以及从滚筒高处落下时与筒内壁和导流板的冲击造成膨胀烟丝的大量造碎; 二是烟丝填充值下降, 含水率很低的膨胀烟丝与雾化水直接接触, 迅速吸收大量的自由水而导致原来已经膨化的烟丝细胞萎瘪, 造成烟丝的回缩现象, 直接影响膨胀烟丝的膨胀率和填充值.
针对滚筒式快速回潮膨胀烟丝存在的问题, 国内外一些厂家开展了大量的改进工作, 主要改进思路和方法有2种:
改进回潮滚筒, 减少物理冲击[1-3]. 在这方面的主要改进工作有: 英美烟草公司提出将传统的一步回潮变更为两步回潮, 菲莫烟草公司在回潮滚筒内加装一个内部滚筒作为膨胀烟丝下坠的缓冲, 降低膨胀烟丝在滚筒内反转下坠的距离, 减小烟丝的造碎; 上海卷烟厂设计的回潮滚筒的内部转筒采用了偏心设置等. 虽然以上设备的改进措施, 能在一定程度上降低膨胀烟丝回潮过程中的造碎, 但这些设计或者增加了工艺流程, 或者使回潮滚筒复杂化, 而且这些设计未能解决膨胀烟丝与水直接接触导致的回缩问题.
利用湿空气对膨胀烟丝进行回潮. 菲莫烟草公司、罗利拉德烟草公司均提出了使用湿空气对膨胀烟丝进行回潮的思路. 其理论基础为膨胀烟丝所吸收的应是结合水而非自由水, 达到的合格烟丝含水率也是烟丝的平衡含水率, 即与膨胀烟丝接触的湿空气相对湿度高于膨胀烟丝的平衡相对湿度时, 烟丝的含水率升高, 在膨胀烟丝回潮过程中, 不断增高与烟丝接触的湿空气相对湿度, 使空气的相对湿度与膨胀烟丝的平衡相对湿度始终保持在一个受控差值范围内, 直至烟丝回潮至所需含水率. 此时烟丝表面的水蒸气压力与环境中的水蒸气压力相等. 采用湿空气回潮膨胀烟丝的方法, 不仅可以避免滚筒回潮的固有缺陷, 而且可以使得膨胀烟丝不用与水直接接触就实现膨胀烟丝的静态回潮, 提高膨胀烟丝的物理性能.
本文通过试验, 验证湿空气回潮膨胀烟丝的可行性, 为开发一种应用湿空气回潮膨胀烟丝的设备提供数据支撑与设计方向.
1 材料与仪器
570 kg/h CO2膨胀烟丝生产线(美国AIRCO公司); KBF240恒温恒湿箱(德国BINDER); 量筒(500 mL); PL203-IC电子天平(感量0.001 g); 膨胀烟丝填充值测定仪(DD60A); FD115热鼓风循环干燥箱(德国BINDER). 密闭容器; 玻璃瓶(带玻璃管); ET-04膨胀烟丝叶组配方.
2 试验与分析
试验1: 不同回潮方式对膨胀烟丝物理质量的影响.
膨胀烟丝生产线, 膨胀塔工艺温度为310 ℃, 对膨胀塔出口烟丝进行取样, 烟丝含水率为4.8%, 样品分别用以下方式进行回潮: a. 20 g烟丝置于密闭容器内. 1.69 g的水置于一个带橡皮塞的玻璃瓶中, 玻璃瓶上插有一根内径0.31 cm的玻璃管, 将瓶也置于同一密闭容器内. 9 d后, 所有的水均被烟丝吸收, 此时烟丝含水率为12.5%; b. 烟丝直接置于恒温恒湿箱中平衡24~48 h (24.0 ℃、60%相对湿度), 平衡含水率为12.3%; c. 采用滚筒回潮方式回潮至12.5%. 不同回潮方式对膨胀烟丝填充值影响的测试数据见表1. 测试结果表明, 采用缓慢吸湿的烟丝填充值比使用滚筒回潮的烟丝提高18.0%, 也略高于直接置于平衡箱中的样品.

表1 不同回潮方式对膨胀烟丝填充值的影响
试验2: 采用湿空气回潮, 不同的回潮时间对膨胀烟丝物理质量影响.
取1 000 g热端出口膨胀烟丝置于网眼托盘中, 物料厚度5.0 cm, 放入恒温恒湿箱中, 箱内温度为24.0 ℃, 气流速度为0.5 m/s. 在试验时, 箱内相对湿度从36%逐渐提升至60%. 时间间隔分别设置为1、3、6、12 h. 不同平衡时间对膨胀烟丝填充值影响的测试数据见表2. 测试结果表明, 在试验条件下, 回潮时间为6 h时, 回潮速度对烟丝的填充值有影响. 回潮速度越慢, 填充值越高. 但是与滚筒快速加湿回潮相比, 1 h缓慢回潮较适宜实现连续生产, 膨胀烟丝的填充值以及抗造碎性都得到了显著提高.

表2 不同平衡时间对膨胀烟丝填充值的影响
通过以上2组试验, 应用湿空气回潮膨胀烟丝是一种较佳的方法. 为了进一步了解膨胀烟丝湿空气回潮条件, 需要测定不同的相对湿度、温度对膨胀烟丝回潮含水率的影响.
试验3: 不同的相对湿度对膨胀烟丝回潮含水率影响.
取1 000 g膨胀烟丝置于网眼托盘中, 物料厚度5.0 cm, 平均分6份, 放入恒温恒湿箱中, 箱内温度为20.0 ℃, 气流速度为0.5 m/s, 每份样品在设定的相对湿度下, 回潮时间为60 min, 样品初始含水率为4.80%. 膨胀烟丝在20 ℃时的等温平衡含水率曲线如图1所示.
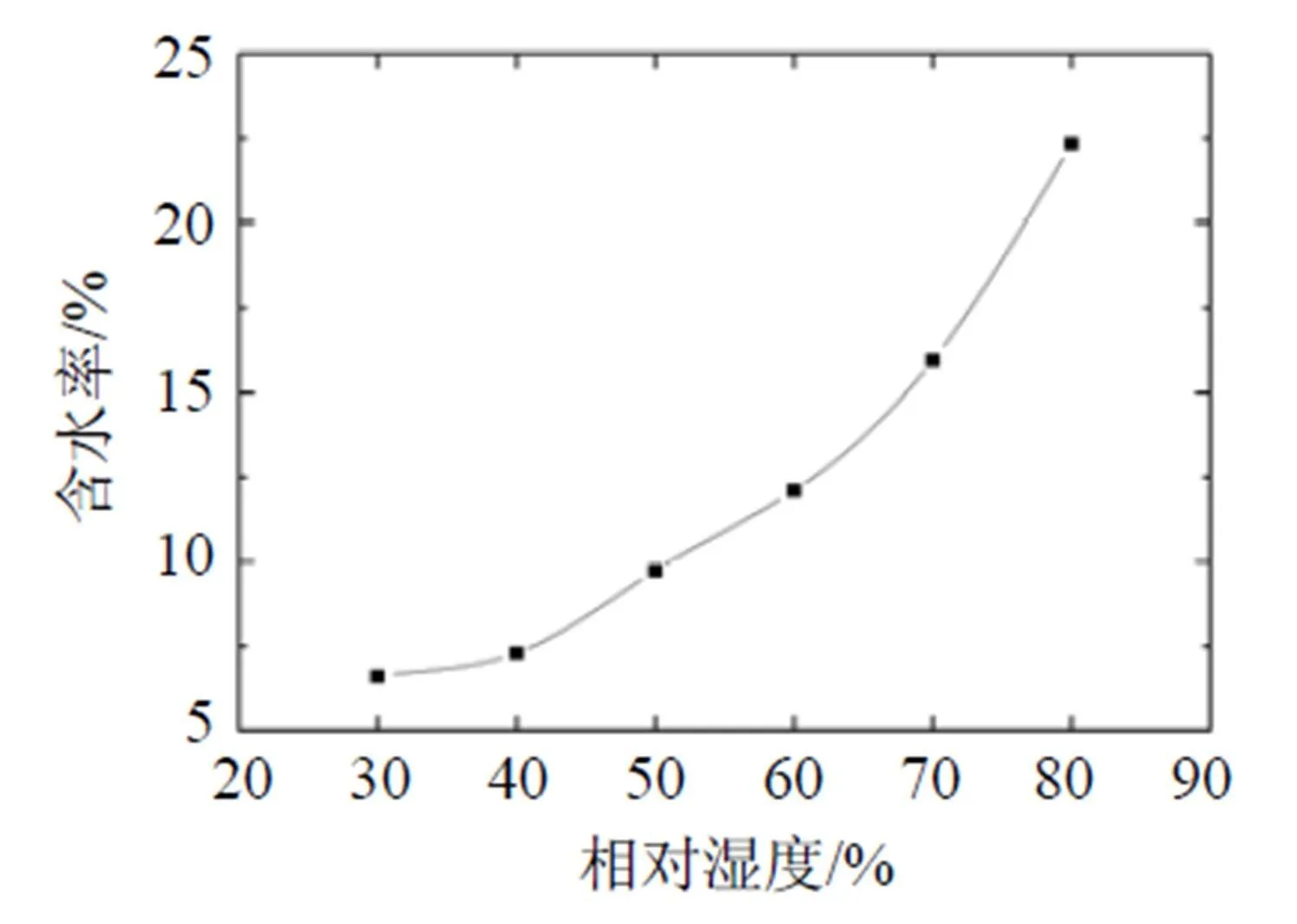
图1 20 ℃时膨胀烟丝等温平衡含水率曲线
图1表明, 给定温度下这种膨胀烟丝的平衡含水率与环境相对湿度的关系. 从检测数据可以看出, 用相对湿度为62%左右的湿空气可将膨胀烟丝回潮至目前所需的12.0%~13.0%含水率范围.
试验4: 不同的湿空气温度对膨胀烟丝回潮速率的影响.
取1 000 g膨胀烟丝置于网眼托盘中, 物料厚度5.0 cm, 平均分6份, 放入恒温恒湿箱中, 气流速度为0.5 m/s, 每份样品在设定的相对湿度与温度下, 回潮时间为60 min, 样品初始含水率为4.80%. 不同相对湿度条件下, 温度对膨胀烟丝回潮速率的影响曲线如图2所示.

图2 温度对回潮速率的影响
图2表明, 给定湿空气相对湿度, 湿空气的温度对膨胀烟丝的回潮速度影响较大. 当湿空气温度适度提高时, 膨胀烟丝回潮速度增快. 当热湿空气温度升高至50 ℃左右时, 膨胀烟丝回潮速度达到最高, 当热湿空气温度继续上升时, 膨胀烟丝回潮速度反而有下降趋势.
试验5: 逐步提高与膨胀烟丝接触空气的相对湿度试验. 将湿空气回潮应用于实际生产时, 如果需要采用连续生产方式, 则与设备不同位点的膨胀烟丝接触的空气的相对湿度必然会发生变化, 通过试验模拟湿度变化对膨胀烟丝回潮效果影响, 试验条件为恒温恒湿箱风速设定为0.5 m/s, 箱内温度为50.0 ℃, 在每种相对湿度下回潮10 min, 样品初始含水率为4.80%. 测试数据见表3. 50 ℃热湿空气相对湿度逐渐上升时, 膨胀烟丝的回潮情况如图3所示.

表3 膨胀烟丝相对湿度梯度与含水率之间的关系

图3 50℃条件下相对湿度梯度对膨胀烟丝含水率的影响
图3表明, 使用热湿空气回潮膨胀烟丝, 在50.0 ℃条件下, 相对湿度为65%时, 10 min内可回潮至合格的烟丝含水率, 若降低湿空气回潮温度需要增加回潮时间.
3 讨论与结论
通过上述分析, 可以看出传统滚筒回潮方式存在诸多缺陷, 利用湿空气回潮膨胀烟丝是较佳的选择, 一是可以减少造碎, 提高膨胀烟丝的填充值; 二是可以提高膨胀烟丝的耐加工性.
在实际生产中使用热湿空气回潮膨胀烟丝可以采用多种形式: 一种是间歇式回潮密闭容器, 通过对容器内的相对湿度与温度控制, 经过一定的时间, 使相对静止状态的膨胀烟丝回潮至合适的含水率, 但此种方式不利于大批量的连续生产; 二是批次连续式网带回潮方式, 将膨胀烟丝置于带有网状底部的托盘中,控制在网带 上的烟丝厚度, 利用流动的具有相对湿度受控的热湿空气, 与膨胀烟丝均匀充分接触, 经过一定时间达到回潮膨胀烟丝的目的. 通过比较分析以及工业生产要求批量连续的特点, 使用湿空气回潮最佳的实现模式是使用由自堆叠螺旋输送机改装而成的螺旋式回潮设备[4], 设备设计的工艺条件为通入的热湿空气温度为20~50 ℃、风速为0.2~1.0 m/s, 起始热湿空气相对湿度为40%~70%, 持续时间为40~80 min, 持续时间内匀速提高所通入的热湿空气的相对湿度至60%~80%, 直至膨胀烟丝回潮至含水率达到11.0%~13.0%. 设备具体的工艺条件仍需要设备开发完成后, 进行在线试验确定.
[1] Hedge Roger W. Reordering of tobacco[P]. US PAT, 4583559. 1986-03-22.
[2] Wagoner Steven Rohn. Humidification cylinder and method of humidifying material[P]. US PAT, 6752156. 2001-03-14.
[3] Winterson Warren D. Process for adjusting the moisture content of organic materials[P]. US PAT, 5526581. 1992- 10-30.
[4] 丁乃红, 赵春雷, 张超. 膨胀烟丝回潮方法[P]. CN, 201010252610.2. 2010-8-6.
Technical study of humid air reordering expanded tobacco
ZHANG Chao1,YE Wei-quan2, DING Nai-hong1,ZHAO Chun-lei1
(1. Technology Center, China TobaccoAnhui Tobacco Industry Co. Ltd, Hefei 230061, China; 2. Investment Management, China TobaccoAnhui Tobacco Industry Co. Ltd., Hefei 230088, China)
The experiment is to perform a gradual increase of OV(Oven Volatiles ) using humid air rather than the standard method of water sprayed in a cylinder. The latter shocks the product resulting in cell collapse and loss of filling value of ET. The results showed that using humid air manner the filling value of ET had an increase of 18.0%. Experimental analysis of humid air reordering process conditions showed that 60 minutes, 62% relative humidity, temperature 24.0 ℃ processing condition is befitting.
expanded tobacco; humid air reordering;technical study; filling value
10.3969/j.issn.1672-6146.2011.03.024
TS 452+.2
1672-6146(2011)03-0085-03
2011-07-18
张超(1979-), 男, 硕士研究生, 研究方向为烟草加工工艺与装备技术.
叶为全(1971-), 男, 高级工程师, 博士后, 研究方向为烟草光机电设计与信息系统集成. E-mail: yewq@ustc.edu.cn
(责任编校:江 河)
猜你喜欢
南方农业(2022年13期)2022-08-03
河北农机(2020年10期)2020-12-14
少儿科技(2020年2期)2020-05-13
河北省科学院学报(2020年4期)2020-03-19
农村青少年科学探究(2019年11期)2019-03-28
阅读(科学探秘)(2019年12期)2019-03-25
消费导刊(2018年8期)2018-05-25
大陆桥视野·下(2017年11期)2017-10-31
电子制作(2017年24期)2017-02-02
河南科技(2014年24期)2014-02-27