
无定位不停线高速传送系统应用
2011-05-01 06:28余舒帆
上海电气技术 2011年2期
余舒帆
(上海发那科机器人有限公司,上海 201206)
1980年,日本工业机器人生产开始普及,经历了30年的发展,对机器人搬运的高速化、柔性化、高精度技术要求越来越高。针对这样的情况,FANUC公司在2010年推出了Robot M-3iA机器人,配合获得“日本国2007经济产业大臣奖”的FANUC智能机器人超高速视觉线跟踪功能,组合成无定位不停线高速传送系统。该系统完全能适应现在市场对短距离传送带间的高速搬运、高速拾取作业和复杂装配作业。
2008年,我国实施新《劳动法》后,劳动力成本大幅提升,经济环境发生了变化,使得某些制造商将劳动密集型产业转移到劳动力成本更加低廉的东南亚各国;另一方面也促使本土企业更加重视提升工厂自动化水平。另外,由于越来越多的国际汽车厂商登陆中国,激烈的市场竞争刺激了中国本土汽车厂商对工业机器人的需求。随着中国的产业升级、劳动力成本的上升、人口结构的变化,未来国内将迎来工业机器人应用的爆发性增长。预计2011年,我国将新安装各类工业机器人9500台,市场保有量将达到48600台[1]。本文介绍FANUC机器人的视觉跟踪和传送带跟踪技术在实际生产中的运用。
1 系统方案
1.1 系统布局
本系统的总体布置图如图1所示。

图1 系统布置图
FANUC Robot M-3iA系统布置为2条并排的传送带,机器人只需要将一条传送带上的、随意倒放的工件整齐地竖立在另一条传送带上,两带距离仅300mm左右。当目标拾取点至目标放置点的距离减少时,机器人可以做较短的来回往复运动,从而实现无停线高速传送。
对应一个确定的距离,高速机器人[2]能在单位时间内做更多的往复运动,处理大量传送目标。一般而言,这种机器人的负载和活动范围均较小,如M-1iA负重1kg,活动范围为φ280mm。当使用一个可以同时抓取多目标的手爪时,放置目标需要的往复运动数将减少,使得一个机器人可以处理大量的传送目标。但另一方面,此手爪会比较重,可能超过1kg;因此,需要注意手爪加上工件的累计质量是否超过机器人的传送负荷。一般而言,较大的手爪也可能会导致与周边设备及机器人的干涉。由于展示系统主要强调的是FANUC Robot M-3iA型机器人的高速性能,故本文采用1个抓取单一目标的手爪,在单位时间内做更多的往复运动,处理大量传送目标。FANUC Robot M-3iA型机器人不仅高速,而且拾取质量可以达到6kg,根据工件要求可以设计出合理的手爪,充分发挥出其速度优势。
1.2 功能简介
1.2.1 FANUC Robot M-3iA
M-3iA型机器人能进行高速动作,机械轴J4,J5,J6最大速度达34.88rad/s手臂前端质量轻,可实现提高加速度,加快运动频率;构造简单的连杆的组合,使各个连杆的长度误差被平均化,重复位置精度高达0.1mm;所有接合部位与关节部位采用密封构造,密闭等级为IP67,即使在粉尘、油雾漂浮环境下也可安心作业;电机等重要驱动装置未安置在连杆前端部位,以确保在恶劣环境下以及高加速度的作业环境下具有可靠性;表面处理可耐受日常杀菌清洗用的酸或碱性的清洗液。M-3iA机器人可实现家用电器、机械部件装配、食品搬运等多用途作业能力。
机器人负载如图2所示,距离腕部越近时,其负载可以越大。

图2 腕部负载图
1.2.2 视觉跟踪
iRVision视觉跟踪是一种视觉检测多个工件流过传送机、使机器人沿着工件传送带捡起工件的应用。视觉跟踪具有良好的队列管理功能,使多个机器人能分担传送带拾取工件的工作;其也支持多条传送带间的运用,每个机器人拿起工件从一个传送带放到另一个传送带上,放工件的传送带只需要编码器,不用摄像机就可以使用。如图3所示。

图3 视觉跟踪图
1.2.3 系统功能
该系统是运用高速机器人,将上料传送带上的、随意摆放的工件(化妆品)在不停传送带的情况下,取料并整齐地树立起来,放置在下料传送带上,传送数量为60pic/min。系统主要展示了FANUC机器人的视觉跟踪和传送带跟踪技术(Visual Tracking and Line Tracking)及M-3iA型机器人高速搬运能力。
2 视觉跟踪
图4为视觉跟踪应用示意图。
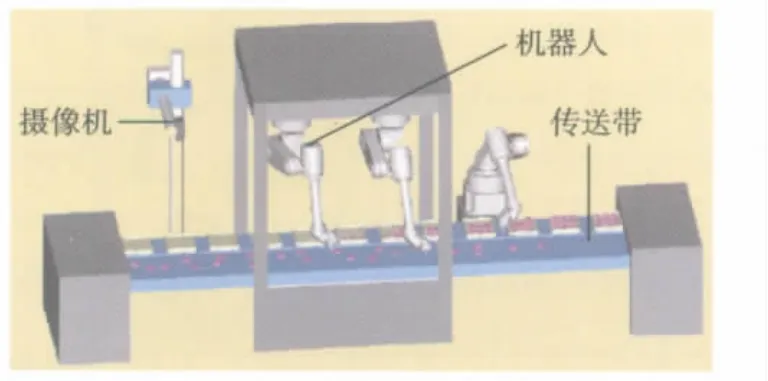
图4 视觉跟踪应用示意图
2.1 系统配置

图5 相机
相机为XC-56型(见图5),其电荷耦合器件尺寸为1/3″,网格尺寸为0.0074V,镜头选用的镜头焦距为12mm(见图6)。

图6 镜头
光纤电缆(Optical Fiber)、FANUC线跟踪电路板、编码器电缆和编码器如图7所示。
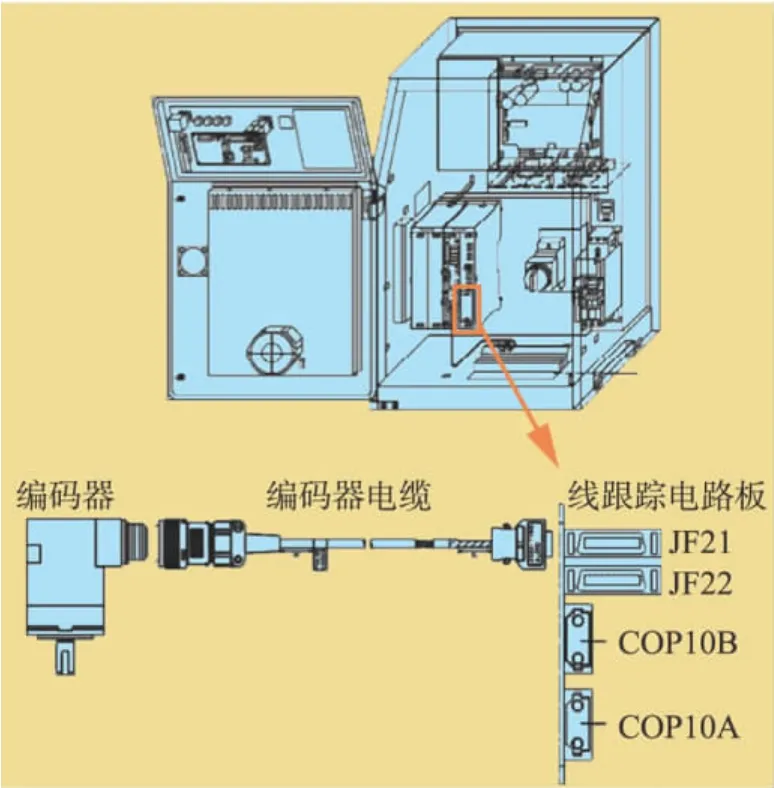
图7 编码器连接
相机电缆用于连接相机和视觉板,如图8所示。

图8 相机连接
2.2 应用原理
图9为视觉跟踪功能原理示意图。通过简单的设置和示教,机器人可以实现视觉跟踪功能。白色和橙色区域为机器人抓取工作区域,蓝色为机器人识别工件区域,橙色区域为工件bypass区域。工件通过摄像机识别,机器人计算出工件位于输送带上的横向坐标和角度,通过编码器的数据算出工件纵向坐标;待进入机器人抓取工作区域,就快速拾取。
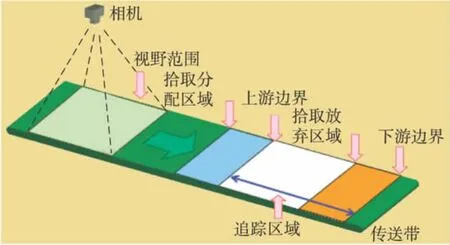
图9 视觉跟踪功能原理示意图
当然,原理是通过实践才能更加真实。在视觉跟踪功能应用中,需注意以下几点。
(1)编码器安装位置远离机器人运行范围[3]。通常,将编码器安装在相对照相机视野范围的上游位置并远离照相机视野。为更精确地测量传送带的移动速度值,将一个旋转的圆盘附加在编码器的顶端,使圆盘旋转时直接接触于传送皮带上,而不是直接将编码器附加在传送带主动轴/从动轴上。确认在旋转圆盘和传送皮带间没有滑动产生。如果产生滑动,机器人处理的精确度将因此降低。
(2)传送设备速度的设定。传送数量取决于传送带速度和在传送带上的目标密度。当传送速度为200mm/s,目标定位为平均间距100mm,传送数量为120pic/min。另外,当传送速度为100mm/s,目标定位平均间距为50mm,传送数量同样为120pic/min。所以,当传送速度变慢时,机器人跟踪精确度和视觉侦测精确度将提升。这意味着一个低速的传送带将带来系统全面的高性能表现。
(3)视觉系统启动间隔的设定[4]。为了使在传送带上的目标不丢失,视觉系统需要每次在传送带移动一个确定距离时至少成像一次;因此,视觉系统的高度受传送速度影响。传送带移动得快,要求成像频率也要快,导致视觉系统的负载增加。相反地,如果在一次成像过程中传送带移动得足够慢以侦测多数目标,即使不改变传送数量,视觉系统的负载也将降低。视觉系统启动间隔计算如下:

尽管照相机视觉范围放大会降低视觉系统确定的精确度,但是当照相机视觉范围被放大,视觉系统启动间隔将降低。
(4)曝光时间的确定。匹配传送速度,照相机曝光时间将被确定。照相机曝光时间直接附加在成像过程时间中,所以,传送带移动慢,相对短的曝光时间将被确认。假定传送带水平移动,匹配传送速度的曝光时间为

式中,Ss为曝光时间(s);Im为成像位移(像素);Hf为视觉范围水平尺寸(mm);Is为水平成像尺寸(像素);Cs为传送带速度(mm/s)。
若Im=0.5像素,Hf=512mm,Is=512像素,Cs=100mm/s,则

设定曝光时间低于5ms。为获得短的曝光时间,强大的照明是必需的。根据上述计算的曝光时间,预备照明时应使成像充分明亮。
(5)处理精确度[5]。处理精确度受系统曝光时间和传送速度影响。误差值计算如下:
曝光误差(mm)=传送速度(mm/s)×曝光时间(ms)
同时,机器人处理精确度也受视觉系统精度因数、照相机精度校准、示教点精度、控制器进程变化的影响。此外,在实际系统中,传送设备产生的震动或大型冲压件边缘的摆动等外部因素也会降低精确度。当同时考虑这些因数时,处理误差将远大于上述计算取得的曝光误差值。
综上所述,通过以下调节,处理误差可以被降低:① 正确设置TCP;② 同一时刻确认较多的目标;③ 降低传送速度;④ 缩短曝光时间;⑤ 调节跟踪运行过程;⑥ 跟踪运行调节。
2.3 应用设置
步骤设置如图10所示,详细可参考FANUC的iRVision Visual Tracking START-UP GUIDANCE。本文就一些具体情况提出处理措施。

图10 设置步骤
2.3.1 出现遗漏或不拾取工件情况
(1)当机器人运行太慢时,禁用机器人热启动。
(2)当机器人动作速度太慢时,可加入加速度指令或更改合适的手部负重。
(3)当工作区域设置错误或被禁用时,可更改合理的工作区域。
(4)当视觉设置中未设置有效的工件特征时(如图11设置画面),可重新确认工作特征。
(5)当传感器工作没有启动时,可在设置菜单中重新设置传感器。
(6)若PC(VSTKGETQ)程序的工件号不匹配时,可检验视觉设置的工件号。
(7)若视觉设置检测太慢,未能跟上传送带速度,当需要执行拾取时,工件已经出界。可以降低传送带速度或扩大视野范围,以及更改曝光时间。

图11 视觉跟踪工件识别拍照图
(8)若放弃抓取工件区域设置不合理,浪费了太多可拾取空间时,可重新设置并放大抓取空间。
2.3.2 出现一个工件重复拾取情况
(1)若相机标定设置不合理,可检查相机标定的工具坐标原点(TCP)是否正确,相机焦距是否正确。
(2)分配区域设置不合理。该区域不能设置在视野范围之内。如果设置在内,可能会出现机器人已经被分配过一次拾取任务,然后进入了分配区域,但工件在没被拾取前,又被相机检测到,再次被分配任务,即产生重复拾取。
(3)重复公差设置太小,一般为10。若设置太小,会被误认为是2个工件。
(4)错误的工件被检测到。检查视觉设置的特征设置。
2.3.3 “Vision overrun”报警经常出现
这项警告是由于视觉时间间隔比不合理。虽然这个警告不会停止系统,但当前一个过程完成进行下一个过程时,可能会导致某些工件在等待完成的过程时,通过了视野范围。在这种情况下,必须提高系统配置。视觉系统启动间隔(mm)的延长可以有效改变这种情况,或降低曝光时间。
2.3.4 视觉补偿在传送带末端偏离较大
用于相机检校的校准板间距可能太小,镜头变形不能正确计算。如果镜头不能正确地计算相机检校,在计算视野的边缘时工件的位置也不会正确,此时,可使校准板完全覆盖视野,再校准一遍便可。另外,正确的工件高度也会影响视觉补偿,所以在跟踪坐标系下要设置正确的工件高度。
3 结 语
本文着重描述了无定位不停线高速传送线M-3iA机器人系统3项新技术:①FANUC机器人的视觉跟踪技术;② 直线跟踪技术;③ M-3iA型机器人。它们组合应用体现了无定位不停线高速传送的优点。
该系统的iRVision视觉跟踪部分,还有存在以下不足:① 目前iRVision视觉跟踪部分只支持进行直线跟踪,不支持曲线Rail跟踪和环形Circular跟踪;② 不支持对一个大型目标使用复数照相机视野进行视觉跟踪。
相信在不久将来,运用成熟之后,各种应用也会被更多的新功能所完善。
[1]中国自动化网.我国工业机器人的市场空间EB/OL(2010-1-15)[2011-5-5].http://www.ca800.com/news/html/2010-1-15/nl094680.html.
[2]白口井明,ロボット[M].日本:共立出版,1983.4:13-14.
[3]波波夫E.操作机器人动力学与算法 [M].北京:机械工业出版社,1983:167-169.
[4]钱新恩,夏朝猛.计算机视觉在工业机器人上的应用[J].计算技术与自动化,2006,1(25):114-116.
[5]吴振彪,王正家.工业机器人[M].2版.武汉:华中科技大学出版社,2006:125-147.
猜你喜欢
中学生数理化·高一版(2021年1期)2021-03-19
制造技术与机床(2019年7期)2019-07-22
成都信息工程大学学报(2018年3期)2018-08-29
现代机械(2018年1期)2018-04-17
制造技术与机床(2017年7期)2018-01-19
中学教学参考·理科版(2016年11期)2017-06-08
电子器件(2015年5期)2015-12-29
焊接(2015年9期)2015-07-18
电测与仪表(2014年13期)2014-04-04
组合机床与自动化加工技术(2014年12期)2014-03-01
