聚氨酯橡胶冲裁模在生产中的应用
2011-04-27 06:47:38苏红伟
电气开关 2011年6期
苏红伟
(徐州煤矿机械厂,江苏 徐州 221004)
1 前言
聚氨酯冲裁模是采用聚氨酯橡胶代替钢质冲裁模中落料凹模和冲孔凸模的一种冲裁模具。它特别适用于冲裁厚度在0.05~0.3mm之间的冲压件,能有效解决普通冲裁模存在的模具结构复杂、制造困难、成本高、寿命短等问题,而且零件毛刺小,质量好。
我们在生产中采用聚氨酯冲裁模冲制厚度在0.05~0.2mm的圆形调整垫,凸凹模、压边圈等可以快换,使模具具有一定的通用性,不仅解决了长期存在的质量问题,且取得较好的经济效果。
2 模具结构
我们根据8种零件的特点:外径在φ22~30,内孔在φ8~16,厚度在0.05~0.02mm,均为调整间隙用,对尺寸精度要求不高,主要要求没有毛刺。通过实验质量可以保证,因此重点从模具的通用性考虑,设计制造一副组合冲裁模(如图1所示)。通过更换凸凹模7、顶芯4、压料圈5,聚氨酯橡胶2等零件,满足上述零件的冲裁要求。本模具采用倒装式,以便于取件,凸凹模外径与聚氨酯橡胶容框内径单边间隙1.0~1.5,压料圈外径与容框外径相同,装模时外径上下对准替代导柱和导套。
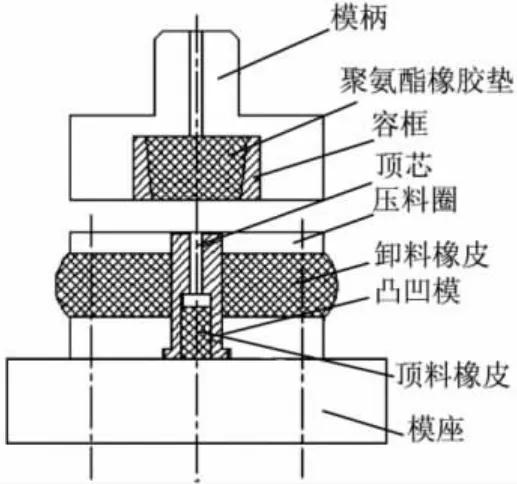
图1
3 钢质凸凹模刃口尺寸计算
刃口尺寸的计算和普通钢模相反,即D凸=(Dmax-xΔ)+δ凸,d凹=(dmin+xΔ)+δ凹,Dmax为落料件最大尺寸,dmin为冲孔件最小尺寸,Δ为工件公差,系数取0.5~0.7。D凸为落料凸模尺寸,d凹为冲孔凹模尺寸。
4 聚氨酯橡胶垫的选择
代替钢质凸凹模的聚氨酯垫采用8395浇注型,它具有较高的硬度,能产生较高的单位压力与剪切力;机械强度高,耐磨、抗撕裂、耐冲击,具有较高的使用寿命。压料和顶料用8280型,它流动性大,在压缩应变较大的情况下仍能产生一定的压力,适用于作为压料和弹顶的零件。
5 压边圈与顶芯
压边圈和顶芯的作用不仅是压料和卸料,更重要的是控制聚氨酯橡胶的变性程度,延长橡胶的使用寿命,保证刃口处受力情况合理,造成最有利的冲裁条件。他们工作部分的几何形状对冲裁和零件质量有重要作用。
顶芯端头带有倒角,冲裁时橡胶将材料按照其端头的形状成型(如图2所示),防止材料滑移,并可控制橡胶的变形量和压入深度,使其朝着有利于冲裁的方向转移,顶芯和压料圈均高出凸凹模断面1.0~2.0mm,α与h的大小在试模时根据孔径的大小略作修正。
聚氨酯橡胶垫以单边0.25mm的过盈量压入容框内,容框采用2°~3°的斜度,冲裁时可避免反胶现象(如图3所示)。
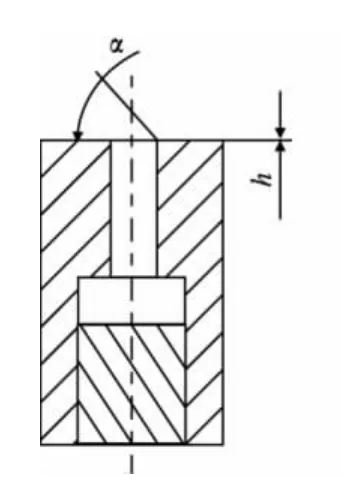
图2
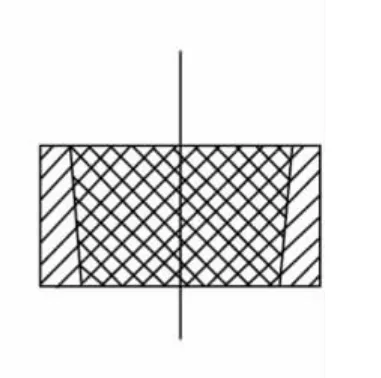
图3
6 生产中遇到的问题及解决办法
见表1。

表1
[1] 华玉培,李恒权.冷冲压及模具设计[M].山东:科学技术出版社,1990.
[2] 冯炳尧,韩泰荣,殷振海,等.模具设计有制造简明手册[M].上海:上海科学技术出版社,1990.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:35:12
散文诗(2022年12期)2022-11-11 04:08:07
散文诗(青年版)(2022年6期)2022-07-05 07:05:53
模具制造(2021年10期)2021-11-20 09:51:12
模具制造(2021年7期)2021-09-14 00:27:36
探索科学(学术版)(2020年7期)2021-01-13 03:39:20
模具制造(2019年7期)2019-09-25 07:29:56
锻压装备与制造技术(2018年6期)2019-01-09 08:48:36
电子测试(2018年18期)2018-11-14 02:31:00
诗林(2016年5期)2016-10-25 07:03:48