MZ204全自动内圆磨床PLC程序的电气改造
2011-03-16 12:25管秀丽王立新
哈尔滨轴承 2011年2期
管秀丽,王立新
(中航工业哈尔滨轴承集团公司 研发中心,黑龙江 哈尔滨 150036)
1 前言
MZ204 全自动内圆磨床是磨削滚动轴承的内径和外环滚道的专用设备,由于我厂开发的新产品没有专用的加工设备,考虑到该机的加工性能,提出把MZ204 全自动内圆磨床改造成加工挡边机床的要求。
2 改造方案
该机是采用EX40可编程控制器控制的液压全自动磨床。我们对该机床采用了机电一体化改造设计,实现了磨挡边的功能。在机械上对修整器等部分进行了改造,确保了机械加工要求。在电气上,重新编程设计了PLC的软件程序,既实现了磨削挡边的功能,同时又保留了磨削内圈的功能。这里主要介绍该机床电气方面改造的工作原理。
3 电气改造的工作原理
该机床电气上,主回路工作原理和接线完全不改变,控制回路即PLC外围接线能够满足输入输出接线要求,则尽量不变动,尽量减少该机床接线等硬件的变动。改造后,该机PLC输入点接线表如表1所示。PLC的输出点接线和磨挡边的电磁铁工作表如表2所示。磨挡边和磨内圆的加工工艺是不同的,由一个旋钮14SA进行转换控制,使该机床具备这两种加工性能。实现一机多用的功能,重新设计的电气动作循环图如图1所示。
可以根据循环图中详细列举每一步中行程开关等输入信号的开闭情况,以及电磁铁的通断状态,重新设计PLC的软件程序,然后进行PLC程序的输入、调试等工作,实现该机床磨挡边和磨内圈的双重功能。
该机床具有自动、半自动、调整三种工作方式,操作者根据工作情况可以灵活进行选择,上下料是由机械手执行,尺寸的控制方式有两种:定程测量和仪表测量,保证了加工的高精度。
4 结束语
改造的该机床不但具有磨削滚动轴承内径和外环滚道的功能,还具有磨削挡边的功能,扩大该机的磨削功能,实现了一机多用。
改造该机床与重新设计相比,不但大大节省人力、物力、财力,而且缩短了新产品开发和制造的周期。

图1 电气循环图
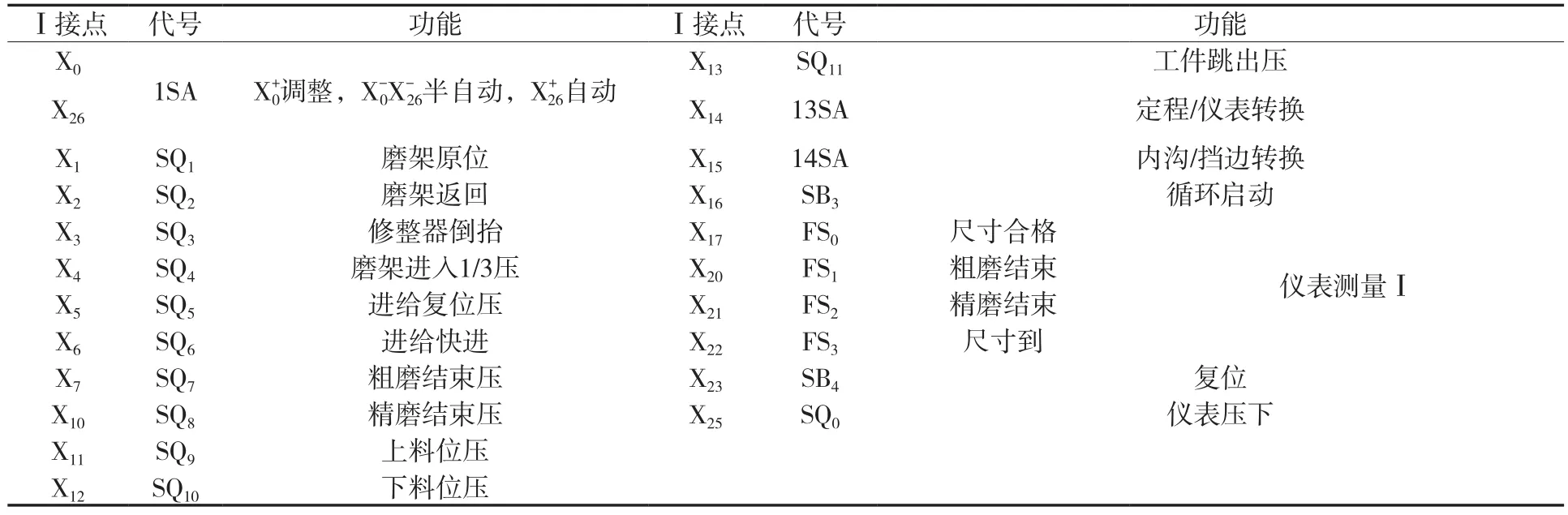
表1 PLC输入Ⅰ功能表
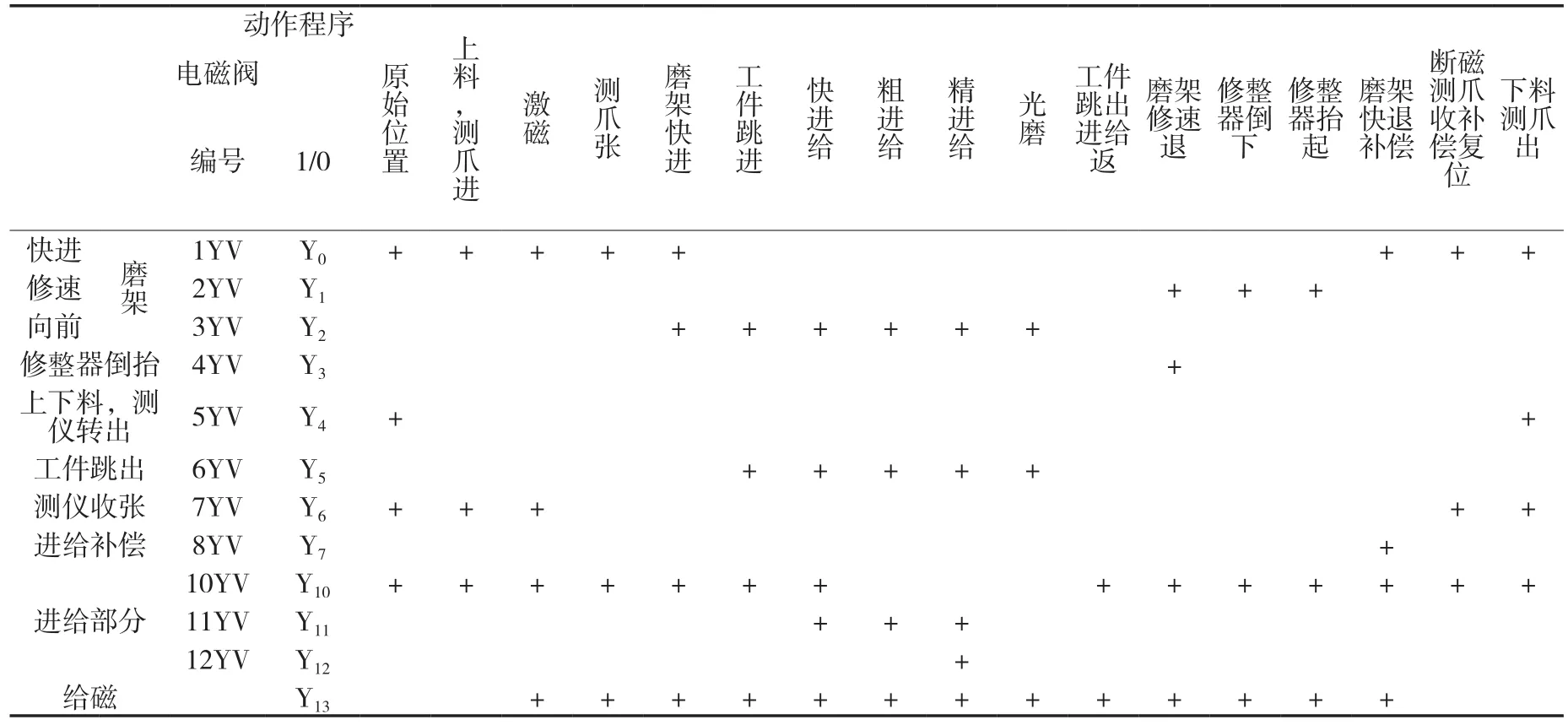
表2 加工挡边自动工作循环电磁阀动作表(以仪器测量为例)
现在有2台该机已实施改造,投产使用,在生产过程中运行正常,安全可靠,确保产品的加工精度,创造了可观的经济效益。
猜你喜欢
湖南电力(2021年4期)2021-11-05
快乐语文(2021年15期)2021-06-15
哈尔滨轴承(2020年3期)2021-01-26
童话世界(2020年13期)2020-06-15
装备制造技术(2019年12期)2019-12-25
故事大王(2019年4期)2019-05-14
城市轨道交通(2019年2期)2019-04-04
制造技术与机床(2017年4期)2017-06-22
山东工业技术(2016年15期)2016-12-01
自动化博览(2014年12期)2014-02-28