C7620C型液压卡盘多刀半自动车床改造
2011-03-16 12:25朱桂兰
哈尔滨轴承 2011年2期
朱桂兰
(哈尔滨轴承集团公司 南直轴承分厂,黑龙江 哈尔滨 150056)
1 前言
由于小型球轴承市场不断萎缩,为了尽快满足市场需求,公司调整产品结构,安排我分厂加工圆柱滚子轴承内外圈,该产品有车油沟槽一序,由于油沟槽中心线与机床轴线成45°夹角。要想加工此类油沟应该具备可转动刀架的设备,而我分厂没有这种设备,如果外购费用很高,本着节约资金的原则,结合分厂实际情况,通过认真调研分析,将闲置的C7620C型液压卡盘多刀车床进行改造。
2 改造前车床的主要用途和特性
C7620C型液压卡盘多刀车床由液压驱动,电器和液压控制,适用于加工200mm以内的盘套类零件的大中批量粗加工和半精加工,加工尺寸精度不低于IT8级,粗糙度Ra3.2μm。车床由床身、主轴箱、前刀架、后刀架,液压及电气系统组成。床身兼做液压油箱,主轴箱采用交换齿轮变速;前后刀架结构都装有镶钢导轨;液压系统采用集成块装置,电气部分采用继电器接触控制系统。前后刀架的快速转工进,均采用行程调速阀控制,前后刀架结构相同,前刀架一般用于车削外圆、镗孔、倒角。为适应加工特殊要求,刀架还可以偏转±5°。后刀架一般用于车削端面油槽和密封槽,固定在与水平面成30°斜座上。刀架中滑体最大行程120mm。通过改变调速杆的限位来实现,行程终点位置可由死挡块限位螺钉来调整。刀架中滑体的工进速度由刀架上的行程调速阀控制。刀架上滑体在中滑体上的位置,由转动手轮通过丝杆螺母机构来实现调整。前后刀架作纵向横向直线往复运动。改造前刀架外观如图1所示。
由于C7620C型多刀半自动车床前后刀架体积小,所以在加工大型工件时刀架发颤不稳。由于前后刀架中的上滑体与中滑体在燕尾槽导轨作直线往复运动,没有转动装置,刀架无法转动更大角度,对油沟槽无法加工,如图2所示。
针对以上问题对该机床进行改造。

图1 改造前机床刀架外观图

图2 C7620C前刀架结构简图
3 改造后车床的主要特性
改造后在保证原机床加工性能基础上,在一次自动循环中前后刀架可得到两种不同的合理切削速度,同时纵横油缸由单独节流阀控制,可以调整得到合理的进给量,前后刀架分别可以回转角度进行切削。前后刀架的中滑体带有旋转盘可在下导轨上转动,前刀架垂直于主轴中心线顺时针旋转35°,逆时针旋转60°,后刀架垂直于主轴中心线顺时针旋转45°,逆时针旋转20°。前后刀架上的中滑体在下导轨上作往复直线运动,前后刀架上的下导轨在底座上也能作往复直线运动。如图3所示。

图3 改造后机床刀架外观图
3.1 改造前后机床主要参数对比
比改造前后机床主要参数对比见表1。
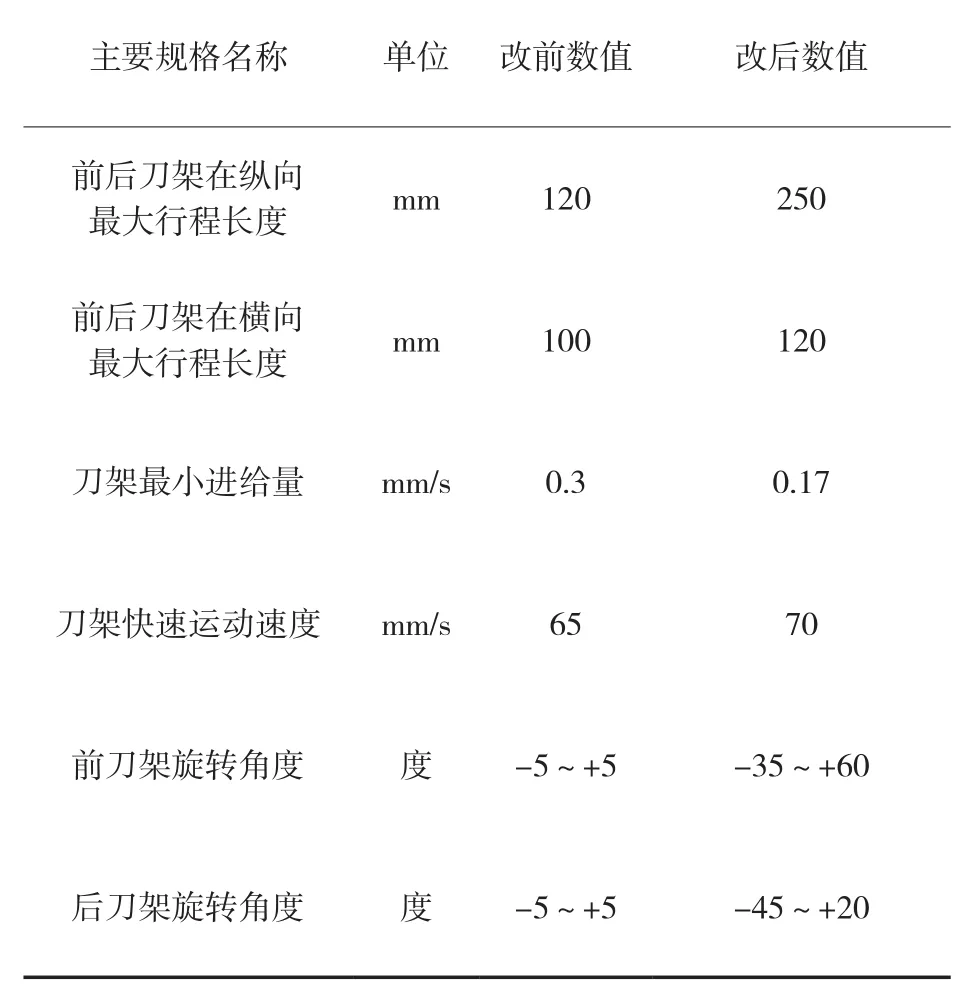
表1 改造前后机床主要参数对比
改造后的刀架运动是借助于纵、横向油缸驱动。前后刀架结构原理完全相同。纵向导轨为镶钢导轨,提高了导轨的使用寿命。前刀架的结构如图4所示。
3.2 刀架的结构和调整
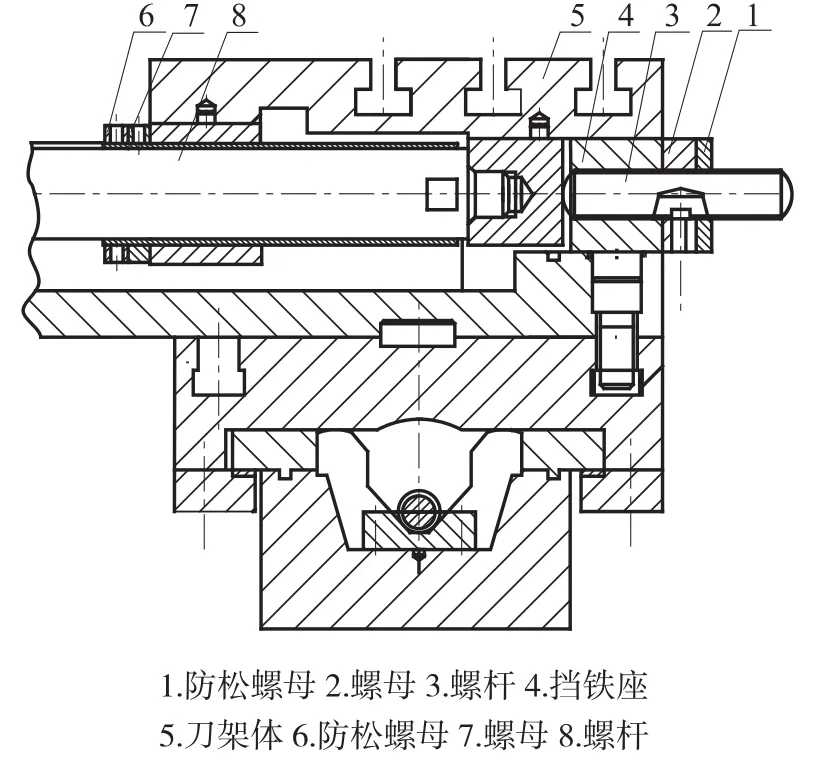
图4 前刀架结构简图
前刀架横向行程的大小通过螺杆3和回程螺杆8进行调整,利用扳手转动螺母2即可使螺杆3前后伸缩进行微调,螺母1是螺杆3的防松螺母,回程螺杆8的伸缩,则由螺母7带动,螺母6是回程螺杆8的防松螺母,移动挡铁座4可以对刀架5进行大调。
后刀架的横向拨角度的调整。刀架的中滑体可在下滑体上回转,在回转时必须将螺母和螺钉松开,回转的角度值从中滑体的缺口处读出,然后再将螺母和螺钉拧紧即可,如图5所示。

图5 后刀架角度调整示意图
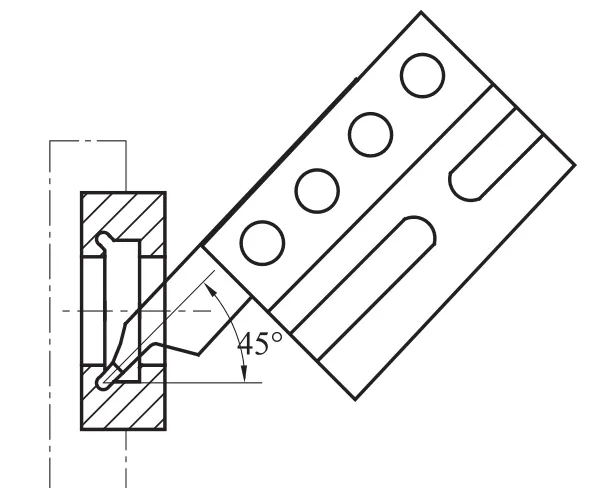
图6 加工油沟槽示意图
按以上的方式将后刀架上往复顺时针旋转45°后,拧紧4个螺母,关闭3个节流阀,只开启后刀架上往复节流阀,将磨好的刀具安装在刀架上,开动机床,这时只有后刀架上往复沿着45°角作往复直线运动,对油沟槽进行加工,新产品即可顺利完成。如图6所示。
改造后的刀架体积增大,与原机床支撑架不匹配,所以在改造刀架同时,还设计了刀架与原机床支撑架连接板和后刀架连接斜座,图略。
安装后发现主轴中心高低于刀架上刀具,随即又设计了床头箱与床身连接板,图略。
同时相对应地改造了原机床的液压部分和电器部分,本文这里不详述。改造后的机床是由主轴箱、前刀架、后刀架、液压及电气系统组成,并利用原机床的床身。
4 结束语
通过对C7620C型多刀办制半自动车床的改造,保质保量完成公司的生产任务,解决生产中的实际问题。改造后的机床不仅保持原机床性能外,还能切削锥度、切削油沟槽及空刀,也能加工大型产品,扩大了机床的加工范围。同时也提高了设备的利用率,实现了一机多用,为分厂节约了大量的外购车床的资金。改造一台机床只需要3万元,而外购一台车床设备需要30万元,不仅提高了原C7620C型多刀办制半自动车床的使用性能,而且提高了机床的精度。为公司解决了车床设备短缺的问题,使新产品轴承的制造能够顺利的进行,提高了生产效率。该机床使用效果良好,能够达到各项预定的设计指标具有很强的实用性和推广性。经过对比,该机床技术水准处于国内同类设备技术水平领先地位。
猜你喜欢
山东冶金(2022年2期)2022-08-08
西北工业大学学报(2022年2期)2022-05-11
内燃机与配件(2022年2期)2022-01-17
轮胎工业(2021年10期)2021-12-24
设备管理与维修(2020年23期)2021-01-04
装备制造技术(2020年12期)2020-05-22
轮胎工业(2020年9期)2020-03-01
中小企业管理与科技(2019年22期)2019-09-09
中国机械工程(2018年14期)2018-09-22
制造技术与机床(2017年3期)2017-06-23