多工位同时加工的整体阴极及电解加工装置设计
2011-02-22 07:29:06范植坚赵刚刚张丽娟
兵工学报 2011年4期
范植坚,赵刚刚,张丽娟
(1.西安工业大学 机电工程学院,陕西 西安710032;2.长庆油田分公司 油气工艺研究院,陕西 西安710021)
为提高产品性能,航空、航海和兵器工业中尽可能采用整体构件的趋势已经形成。整体构件材料多为耐热合金钢、钛合金、不锈钢,有的分布多个复杂形状型槽,数控铣削倍感困难。传统电解加工( ECM)一般是逐个型槽分别加工,要实现同时加工多工位型槽,虽原理可行,但装置结构除了考虑装卡、定位,导电、绝缘,密封,还要考虑多槽导流及流场问题。复杂型槽阴极工作型面加工间隙分布不均,阴极设计需要反复试验修正[1-4],早年英国学者Tipton 提出cosθ 法,求各点法向间隙Δn的包络面,得到阴极型面,这种过于简化物理现象的几何设计法对复杂工件误差甚大,特别是曲率大的工件不能忽视电场分布的影响,Lacey 基于Laplace 方程试图采用解析法求解[5],无法推广应用。近几年国内外采用边界元法、有限元法等数值解法,如Marius Purcar 基于边界元法将电极边界的结点沿法线方向迭代,在计算机上得到E 字形工件[6]。Bortiles[7]对冲模、型腔成型过程进行模拟加工,Bhattacharyya 采用试切法( cut- and- try)模拟阴极形状[8],孙春华等[9]基于Laplace 方程的正问题通过有限元求解间隙电位分布,将等位线与阳极边界的偏差通过某种规则映射到阴极,修正阴极边界。
本文针对舰用发动机7 型槽零件的难加工问题,设计了多工位同时加工的整体阴极和ECM 装置,通过试验优化结构参数;对阴极工作型面的设计基于Laplace 方程的反问题,通过ANSYS 8.0 对电场分布进行有限元计算,与图纸工件的边界比较,修改下一轮迭代的阴极边界( 间隙值,即设计变量),直到计算结果与图纸工件的差值( 目标函数)小于误差,最后通过实验进行验证。
1 多工位型槽ECM 装置设计
加工对象如图1所示,7 个型槽围成一圈,每个槽C-C 剖面半径为3 mm 的半圆,沿B-B 方向2 个母线夹角为7.5°的相贯柱面。
为保证槽底平整,采取侧向供液,为使7 个槽流场均匀,设计了兼起定位、导电、绝缘和分配电解液作用的导向板,导向板中心孔和下平面是工件的定位面,周边7 个通槽作为加工时阴极7 个“齿”向下进给的导向孔,导向板由夹布胶木和金属2 层组成,朝向工件的一面是金属,接正极,7 个通槽毗邻工件的金属段槽口内涂环氧树脂绝缘,如图2所示。整体阴极的7 个工作齿均布在阴极座圈上,座圈中心孔通过引导管、主轴、弹性夹头连接到机床的阴极安装板,接电引液,主轴向下运动时实现7 个工作齿同步进给,7 个型槽同时加工。电解液由从引导管进入导向板中心孔,分配到导向板上7 组49 个小孔,分别通过7 个导流段注入各自的加工间隙,再由7个通槽外侧导向板上挖低的溢流槽流出,溢流槽深度及形状由试验优化。整个装置及阴极如图3所示。
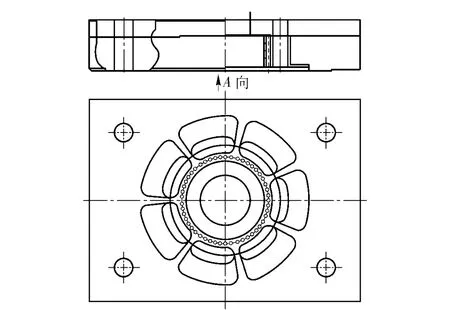
图2 导向板Fig.2 Guided board

图3 电解加工装置Fig.3 ECM device
2 阴极工作型面的设计
2.1 数学模型
已知条件是工件边界( 图纸),按等间隙法或cosθ 法求得阴极雏形( 选后者,因迭代次数比前者少),设电极过程已处于稳态,电场及电解液参数不再随时间变化,仅为位置的函数,电导率仅在电解液流动方向有变化,则
式中:κ 为电解质电导率;E 为电场强度。
将阴阳极表面视为不同电位的等位面,采用有限元法对偏微分方程求数值解首先要把研究域离散成微小单元,则小单元内可将电导率视为常数,连同边界条件表示为

满足上述Laplace 方程的解必定是等位面中的一个,但因作为边界之一的按cosθ 法得到的阴极雏形很粗糙;实际加工电流效率在工件曲面各点也不同,这样求得等位面不可能符合图纸工件的边界。由法拉第定律,工件某点电解去除速度

其中: η 为电流效率; ω 为电化学体积当量( mm3/Asec);i 为电流密度( A/cm2).
va与阴极垂直送进速度v 有如下关系

电场各点的电场强度E 与该点电位梯度矢量有如下关系

其中:n 为电位梯度方向上的单位矢量;则
2.2 算法和软件实现
电场强度是电位梯度矢量的负值,本文选择电场强度作为计算阳极边界的函数旨在改善迭代的收敛速度。
算法:从阴极雏形出发,用有限元法计算阳极边界各点的电场强度,得到考虑到实际加工时工件各点电导率、电流效率不同,按(5)式计算阳极边界的实际电场分布,得对2者差值求方差和,定为目标函数

改变设计变量,调整阴阳极的间隙,用C++编写程序调用ANSYS 的计算值,迭代到目标函数值在误差允许范围,表明生成该阳极边界的阴极为所求。
软件实现:在图1工件的B-B 路径上沿C-C 方向取4 个截面,与阴极雏形相交,在交线选取阴极控制点的阳极对应点,对应点之距即为间隙,定义为设计变量,则控制点的坐标等于阳极对应点的坐标加设计变量,因以后的迭代计算需不断修改几何模型,用APDL 编写程序进行参数化建模,用B 样条曲线插值拟合,再用ANSYS 中的蒙皮( Skining)生成新的阴极工作面,与工件阳极型面围成一个包含加工间隙的封闭区域,如图4所示。

图4 阴极与工件围成域的几何模型Fig.4 Geometry model of region between cathode and workpiece
按工艺试验采用的加工条件设置有限元模型的参数: 15% NaNO3电解液,温度25 ℃,电流效率78%,电导率0.117 Ω-1cm-1,电压12 V,试件材料4Cr2NiMoVSi,输入材料属性,划分网格。

图5 间隙电场Fig.5 Electric field in gap
显然需要调整阴极边界,修改间隙值。将经过调整后的设计变量输入ANSYS,因为ANSYS 的APDL 语言中的变量不能与C++中的变量直接进行数据互换,在C++中写入文件ansys_input.txt,通过APDL 读入这个文件的数据,ANSYS 得到新数据后重新用APDL 建模、剖分网格、有限元计算,得到阳极边界的电场分布,求出与实际电场强度的偏差值,送到ansys_output.txt 中,进行下一步迭代。其中3 次改变的设计变量及程序运行情况如图6所示。
3 次迭代得到的目标函数值分别为28 648.195 4;6 269.947 8;395.998 1,可见收敛速度很快,这样选择设计变量可行。调整阴极边界实质是调整几何模型( 用APDL 实现),关键是控制点的选取,在型槽曲率大的地方应多补充控制点。求目标函数( 各离差的平方和)最小是为了寻求每个控制点离差的绝对值都足够小,以获得所求的阴极界面。至第18次迭代,目标函数值为5 时,阳极边界电场分布及阴极型面分别如图7和图8所示。误差允许范围为何值可以得到合格的阴极尚需要试验验证。
表1 阳极边界部分节点坐标和电场分布Tab.1 Partial node coordinate and electric field in anode boundary

图6 程序运行一瞥Fig.6 Program operation
3 工艺试验

图7 阳极边界上电场分布Fig.7 Electric field in anode boundary

图8 阴极型面Fig.8 Cathode boundary
加工装置和阴极结构合理与否是实现稳定、高效加工的条件;阴极工作型面正确与否是工件尺寸和形状精度的基本保证。前期试验以完善7 槽同时加工的ECM 装置结构为主要目的,试验表明导向板溢流槽的深度和形状对流场影响较大,分析认为因型槽形状如腰子,外侧边界长,在侧向供液情况下出液侧流线发散,需要一定背压。经优化,确定溢流槽深0.35 mm,槽外侧两角收圆( 图2)。第二阶段试验检测采用符合数值模拟结果的阴极加工零件的槽形,试验在三菱MC-50VECM 机床上进行( 图3),电解液为15%NaNO3,温度30 ℃,电压12 V,进给速度1 mm/min.试件材料4Cr2NiMoVSi。加工后的零件如图9所示。用量具和千分卡尺检测型槽尺寸,达到图纸要求。
试验表明,采用ECM 进行多工位型槽同时加工是可行的;对该零件基于Laplace 方程的数值模拟,迭代到目标函数值为5 时可以满足加工要求,但这必须通过试验验证,如果不满足,还须修改设计变量,因此目前只能说在一定程度上缩短了阴极研制周期。

图9 加工后的工件Fig.9 Machined workpiece
4 结论
1)整体阴极和导向板的设计是实现多工位型槽同时进行ECM 加工的关键部件,其中溢流槽深度和形状对流场影响较大。本研究对象经试验确定溢流槽深0.35 mm.
2)采用APDL 参数化建模,便于实现对模型的修改;采用C++语言编写程序,将ANSYS 求解值作为子程序调用,有利于提高收敛速度。采用计算机替代实验修正,在一定程度上缩短了阴极研制周期。
致谢:感谢曹岩博士对本文研究工作的帮助!
References)
[1] Davydov A D,Volgin V M,Lyubimov V V.Electrochemical machining of metals: fundamentals of electrochemical shaping[J].Russia Journal of Electrochemistry,2004,40(12): 1230-1265.
[2] 范植坚,李新忠,王天诚.电解加工与复合电解加工[M].北京: 国防工业出版社,2008: 198-222.FAN Zhij-ian,LI Xin-zhong,WANG Tian-cheng.electrochemical machining and composite electrochemical machining[M].Beijing:National Defense Industry Press,2008: 198-222.(in Chinese)
[3] Zybura-Skrabalak M,Ruszaj A.The influence of electrode surface geometrical structure on electrochemical[J].Journal of Materials Processing Technology,2000,107 (1-3): 288-292.
[4] Mount A R,Clifton D,Hpwarth P,et al.An integrated strategy for materials characterization and process simulation in electrochemical machining[J].Journal of Materials Processing Technology,2003,138(1-3):449-454.
[5] Lacey A A.Design of cathode for an electrochemical machining process[J].Journal of Applied Mathematics,1985,(34): 258-267.
[6] Purcar M,Bortels L,Bossche B V,et al.3D electrochemical machining computer simulation[J].Journal of Materials Processing Technology,2004,149 (1-3): 472-478.
[7] Bortels L,Purcar M,Bossche B V,et al.A User-friendly simulation software for 3D ECM[J].Journal of Materials Processing Technology,2004,149(1-3): 486-492.
[8] Bhattacharyya S,Ghosh A,Mallik A K.Cathode shape prediction in electrochemical machining using a simulated cut-and-try procedure[J].Journal of Materials Processing Technology,1997,66(1-3): 146-152.
[9] 孙春华,朱荻,李志永.基于正问题数值求解模拟“试验修整”的电解加工阴极设计[J].机械设计与制造,2004,(6):81-83.SUN Chun-hua,ZHU Di,LI Zhi-yong.ECM cathode design using numerival simulated cut-and-try[J].Machinery Design & Manufacture,2004,(6): 81-83.( in Chinese)
猜你喜欢
化工管理(2022年14期)2022-12-02 11:44:06
Advances in Atmospheric Sciences(2022年6期)2022-04-02 05:29:02
陶瓷学报(2021年1期)2021-04-13 01:33:38
制造技术与机床(2019年9期)2019-09-10 07:36:18
制造技术与机床(2019年4期)2019-04-04 12:22:12
电子制作(2018年12期)2018-08-01 00:47:46
材料科学与工程学报(2016年1期)2017-01-15 13:33:40
山东工业技术(2016年15期)2016-12-01 05:30:53
船舶标准化工程师(2015年5期)2015-12-03 11:00:28
电源技术(2015年9期)2015-06-05 09:36:06