
箱体零件数控加工路线研究
2011-02-19 07:49徐跃增
制造业自动化 2011年2期
徐跃增
XU Yue-zeng
(浙江同济科技职业学院,杭州 311231)
0 引言
现代科技的飞速发展,机械制造最新特点是集成化、精密化、高速化、智能化、虚拟化、敏捷化和全球化-以及绿色化。CAPP理论与应用从60年代开始研究,已经取得了很多的成果,推动了机械制造领域的技术革命,使传统的机械制造单一式正在向现代集成制造系统发展。在世界机器制造业发展中,在不同机床上加工,零件生产长期存在的一个重要问题,装夹次数多,效率较低,箱体类复杂零件等需用多种刀具先后加工不同平面与孔穴。针对这种实际状况,运用新思维、新设计、新工艺在一般数控机床的基础上,研制出了带自动换刀装置的加工中心,成为机床中一种多工序集中的复合式机床。加工中心是机电一体化的典型产品,可以说是现代最完善的单机。它是体现柔性自动化的基本单元,实现先进制造技术的载体,可以自动换刀,大大减少了工件搬运和装夹次数,缩短辅助时间,进一步提高精度、效率和自动化程度,降低成本。
由于历史的原因,基于计算机图形学发展起来的加工系统与基于数控技术发展起来的系统缺乏统一的设计思想,各自都有自己的发展过程,大多相互独立设计而成,从而导致了零件的设计模型很难转化为制造模型。它们虽在一定的程度上促进了生产力的发展.促进了科技进步。给企业带来了一定的经济效益与社会效益,但随着市场的激烈竞争,这种单一的系统已远不能满足现代化企业的需要,从而使一体化技术成为科技界的热门研究课题。
针对在钻、铣、镗类加工中心上加工箱体零件的工序特点,探讨了箱体零件加工工艺路线的确定原则和程序;在分析工步排序和典型工艺路线的基础上,建立了不同特征的加工方法匹配规则库;同时研究了零件一次装夹的优化问题,对加工中心的工艺规划问题进行了详细的研究;实现箱体零件特征要素加工方法的决策和工步排序,最终得到了箱体零件在加工中心上的最优工艺路线。对传统工艺过程进行优化具有非常重要的工程实用价值。
1 箱体零件加工工艺路线
1.1 加工中心工艺方案的特点
加工中心是一种功能较全的数控机床,可减少工件的装夹次数,节省大量的专用和通用工艺装备,节省占用的车间面积。它集铣削、钻削、铰削、镗削、攻螺纹和切螺纹于一身,有利于保证各加工部位的位置精度要求。采用加工中心加工,还可减少装卸工件的辅助时间,消除因多次装夹带来的定位误差,使其具有多种工艺手段,提高加工精度。避免了工件多次装夹所带来的定位误差,综合加工能力较强,当零件各加工部位的位置精度要求较高时,与普通机床加工相比,可减少机床数量,加工中可减少周转次数和运输工作量,并相应减少操作工人,降低生产成本。加工工艺方案采用“工序集中”原则,加工中工艺方案具有许多显著的工艺特点。
1.2 工艺路线的确定
工艺路线的拟定是制定工艺规程的重要内容之一,设计者应根据从生产实践中总结出来的一些综合性工艺原则,在对零件功用、结构特点及技术要求进行充分仔细的工艺分析的基础上,拟定工艺路线是工艺规程设计最关键、最重要的内容。全部工序不都在加工中心上完成,首先选择平面、孔系、孔系与平面中精度要求高的关键、重要加工工序,加工中心加工前的预加工,适合数控加工的内容,安排在加工中心上,以充分发挥其优势,结合实际生产条件,找出最优方案。
定位基准的选择应尽量选择零件上的设计基准作为定位基准,还要考虑一次装夹就能够完成全部关键精度部位的加工。当无法同时完成包括设计基准在内的工位加工时,其定位基准的选择需考虑完成尽可能多的内容,应尽量使定位基准与设计基准重合。中心上既加工基准又完成各工位的加工时,最好采用一面两销的定位方式,以便刀具对其他表面进行加工。一次装夹能完成箱体许多表面的加工,且精度高而稳定,又可选用较小的零件加工余量。
2 箱体零件数控加工系统的关键技术
2.1 零件信息的输入
零件信息包括总体信息、尺寸、容差、热处理及其他技术要求等方面的信息。当工艺设计是由人工完成时,工艺设计的任务就是要根据这些信息,人用眼睛看图,制定一个零件的制造过程。在采用计算机进行辅助工艺设计时,并在头脑中还原图样上表达的产品设计要求,否则计算机就不能进行工艺设计。按照目前已达到的技术水平,最重要的问题是计算机还不能直接读懂零件图。CAPP系统的零件信息输人与计算机内部如何对产品或零件进行表达的问题,需要确定合理的零件信息描述方法,其实质就是如何组织和描述零件信息,分类编码法从CAD系统读取,让计算机也能够读懂零件图。
2.2 分类编码法
所谓分类编码法就是把信息从一种表现形式变换成另一种表现形式,零件分类编码描述法是按照零件分类编码系统对零件进行编码,对于CAD/CAPP集成系统而言,零件代码粗略地描述形状、尺寸、精度等特征,就是用特殊的文字、数字和它们的组合来代表零件的基本特征信息及其相互联系的信息,然后将代码及一些补充信息输人CAPP系统。这些特定的文字或数字,就称之为代码。这种信息输入方式比较简单,在编码以后,对代码的处理和传递,主要适用于派生式CAPP系统。
2.3 参数化造型
在机械CAD系统中,参数化造型是一种先进的设计思想,是实现CAD/CAPP集成的必由手段。进行这些产品设计所采用的数学模型及产品的结构都是固定不变的,结构尺寸的差异是由于相同数目不同值而造成的。可以将已知条件随着产品规格而变化的基本参数用相应的变量代替,由计算机自动查询图形数据库,由专门的绘图生成软件在屏幕上自动地设计出图形来。参数化CAD/CAPP应用软件主要用于标准化的定型产品,对于这些定型产品,通过变量选取不同的数值可以将结构不同的产品归并成一个参数图。通过改变圆的直径及正方形边长这两个变量,采用一个参数化绘图程序进行设计。
3 箱体零件最优工艺路线选择
3.1 工艺规程编制
依据箱体类零件常规加工方法,初步拟定加工工艺规程为:在立式加工中心上,粗精加工箱体底平面和4个安装孔。在卧式加工中心上,以箱体底平面和两安装孔定位,粗加工前后端面、曲轴孔,同时完成端面上各销孔、螺纹孔加工。在立式加工中心上,以箱体底平面为基准,粗加工箱体内壁面和孔,同时完成相应表面上阀孔、销孔和螺纹孔的加工。在卧式加工中心上,均以箱体底平面和两销孔定位,先精加工前后端面和曲轴孔;加工箱体顶面及各螺纹孔;工作台再旋转一定角度,分别加工安装簧片的缸孔端面浅沟槽等。
此方案装夹的次数增加了,避免了因切削应力过大而引起的尺寸变形问题,但各重要部位均是全面粗加工之后,再全面精加工,有效地完成了高难度加工质量要求;粗精加工分开,两台加工中心同时加工,且先加工大余量、高硬度的部位,整个零件的加工时间并不长。
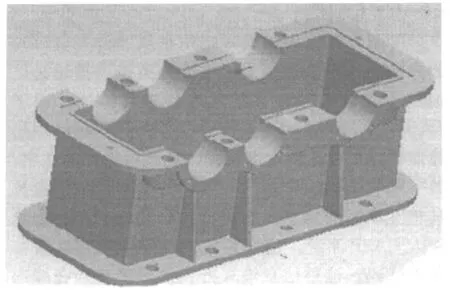
图1 零件示例图
3.2 定位、夹紧方案确定
本工件的主要面、孔不但有很高的尺寸精度要求,除了底平面加工之外,同时还有很高的形位公差要求。为了保证工件的精度要求,加工中途改换了机床及夹具,降低成本,压板夹紧,这样既符合基准统一的原则,夹具设计简化。
3.3 加工方法及刀具选择
该工件全部加工过程中共使用了40多把刀具。
加工箱体面时,难度最大之处是箱体侧面与箱体正面硬度相差太大,先用+25 mm的立铣刀粗铣箱体侧面端面,采用一把+50 mm的硬质合金端面铣刀加工,进给量可达600mm/min);最后用+50 mm的端面铣刀精铣整个缸盖面(进给量选800 mm/min),再用同一把刀,以800 mm/min的进给量粗铣箱体侧面以外硬度较小区域的缸盖面。用小直径铣刀加工效率明显提高、刀具磨损减小,保证了表面粗糙度,粗加工不同硬度的部位采用不同的进给量,用大直径铣刀精加工,解决了因局部材料过硬,用同一把大直径端面铣刀加工时效率和质量不可兼顾的问题。
本箱体上孔的种类多,数量大,对于类型不同、尺寸规格不同的孔应采用不同的加工方法。缸孔的尺寸精度要求高,调节尺寸方便、加工精度高、表面质量好。粗镗孔时选用双刃镗刀,硬度高、深度长,其切削力均匀、进给量大、效率高;精镗孔时可选用一体式单刃镗刀加工余量约为2 mm,要通过粗镗、半精镗、精镗完成加工,曲轴孔尺寸精度要求亦较高,其加工余量为4 mm。组合式镗刀可以依据孔的直径、深度、形状、工件材料等进行自由组合,特别是前端面曲轴孔尺寸小,粗加工时镗刀的刚性不足,不但可以减少刀柄的数量、节省刀库容量,选用铣削方法进行粗加工,还可以迅速满足各种加工要求、延长刀具整体的寿命。再用组合镗刀完成精加工;阀孔、通气孔等因孔径不大,尺寸精度要求不高,后端面曲轴孔尺寸较大,均采用二刃键槽铣刀加工完成,故用组合镗刀进行粗精加工。工件上各螺纹孔均采用钻孔、攻丝。四个底面安装孔因用作定位孔,精度要求高,故采用钻、扩、铰孔。
3.4 切削用量参数控制
切削用量主要包括主轴转速、进给量、吃刀量。主轴转速一般根据切削速度来计算,吃刀量的大小主要受机床、工件和刀具刚度的限制。而切削速度的选择是影响刀具耐用度的最主要因素;结合该工件的材料硬度、形状尺寸、精度要求等诸多因素,进给量的选择直接影响零件的加工精度和表面粗糙度,其大小选择取决于工件材料的力学性能、刀具材料和结构等诸多因素。
4 结束语
在加工箱体类零件过程中,探讨了箱体零件加工工艺路线的确定原则和程序,只有改进加工工艺方案,选择合适的定位装夹方案,实现零件特征要素加工方法的决策,有效利用各种数控设备和加工刀具,设定最佳切削用量,最终得到了箱体零件在加工中心上的最优工艺路线。切实有效地保证加工质量、提高生产效率,对传统工艺过程进行优化具有非常重要的工程实用价值。
[1]Eversheim W,Fuchs H,Integrated generation of drawing,process plans and Nc—tapes.Advanced Manufacturing Technology,IFIP,North Holland,2005.
[2]Vancza J,Markus A.Genetic Algorithms in Process Planning.Computers in Industry,2007,17(3):181-194.
[3]高峰.在钻镗类加工中心上零件加工工艺优化的研究和系统实现[D].西安:西安交通大学机械工程系,2009.
[4]刘旭宇,陈昭荣.加工中心上箱体零件加工工艺路线的确定[J].机床与液压.2006(2):260-262.
[5]李治钧,陈国定,赵武.计算机辅助工艺设计[M].成都:成都科技大学出版社,2007.
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2018年12期)2018-12-23
中国铸造装备与技术(2017年6期)2018-01-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
现代商贸工业(2016年35期)2016-04-09
专用汽车(2016年9期)2016-03-01
汽车文摘(2015年5期)2015-12-16
制造技术与机床(2015年10期)2015-04-09
