工业硅的生产工艺条件研究进展
2011-02-09 02:04单继周蒋元力曹国喜
河南化工 2011年6期
单继周,蒋元力,,曹国喜
(1.郑州大学化工与能源学院 ,河南郑州 450001;2.河南煤业化工集团有限责任公司研究院 ,河南郑州 450000)
硅 (silicon),元素符号 Si,位于周期表第三周ⅣA族,原子序数 14,原子量 28.0855。它是自然界最丰富的元素之一,含量仅次于氧,因为硅氧键结合比较牢固,自然界中无单质硅,主要以氧化硅和硅酸盐的形式存在。硅熔点 1 420℃,密度 2.33 g/cm3,常压下有金刚石型结构,硅各方面的性质介于金属和非金属之间,因此又称为半金属[1]。
晶态硅分为单晶硅和多晶硅,由工业硅提纯而成,晶体硬而脆,具有金属光泽,具有半导体性质,用于制大功率晶体管、整流器、集成电路和太阳能电池。硅还用于制高硅铸铁、硅钢、铝硅合金等,以及各种有机硅化合物等。作为半导体材料的硅被广泛应用于电子产品已经有几十年的历史,近年来,光伏产业的快速发展,晶硅太阳能电池的需求日益增长,带动了多晶硅市场的快速发展,此外,铝硅合金、有机硅亦有较快发展,这些都带动工业硅的快速发展,其市场需求增加日益显著[2]。同时,对工业硅的产品质量也提出了更高的要求,市场竞争也愈加激烈,探索更先进的工业硅生产工艺、突破关键技术显得尤为必要。
1 工业硅的生产原理
1.1 工业硅定义及标准
硅石和碳还原剂等为原料经碳热还原法生产的含硅 97%以上的产品,在我国统称为工业硅,工业硅是一种多晶材料。工业硅在英文中称为金属硅,也称为冶金硅,而俄文中则称为结晶硅。
硅中的杂质元素可分为三大类:一是浅层电活性杂质以及氧和碳 ,此类杂质包括 O、C、B、P、Al,其中 B和 P对工业硅下游产品影响最大,必须降低到最低限度,Al是影响工业硅质量的关键;二是过渡金属元素 ,此类杂质包括 Fe、Ni、Cu、Cr、Mo、V、Ti等,其中 Ti的含量对太阳能电池功能影响最大,Fe是影响工业硅质量的关键;三是碱金属和碱土金属,此类杂质以Mg、Ca为主,而 Ca是影响工业硅质量的关键。
工业硅的纯度是以 100%减去分析成分 Fe、Al、Ca之和来确定。高纯硅的纯度是用 100%扣除 P、B、金属杂质含量后所求得的差值。碳热还原法生产的硅含量达到 99%以上的产品,称为 99硅,99硅产品属于高纯度的工业硅。99硅的型号主要有:553、441、3303、2202、1101等几种[3]。上世纪 60年代在许多国家相继用电热法生产工业硅,经过几十年的发展,矿热炉功率也逐渐增大,原料的机械化操作,生产过程的自动化控制,一方面提高了产量,另一方面生产工业硅的单位能耗降低,并且所造成的污染减少,明显提高了工业硅的生产效率。
表1列出中国工业硅标准 GB 2881-91。
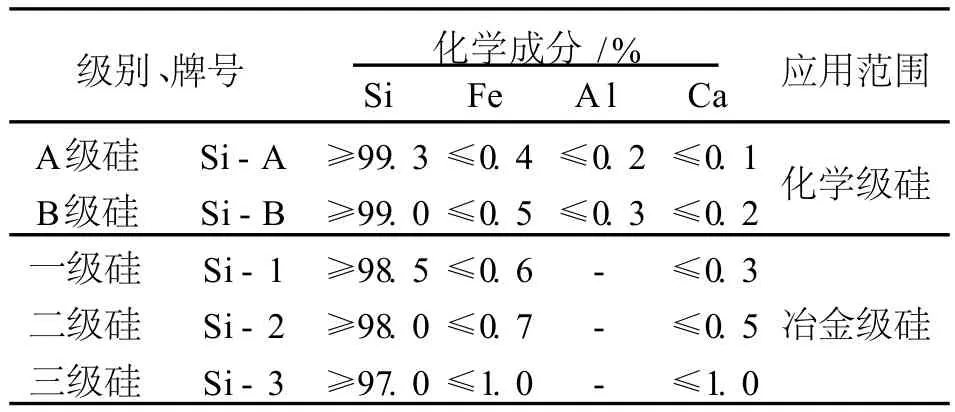
表1 中国工业硅标准
其中,冶金用硅是指在冶金方面用于铸造铁硅、铝硅等各种合金所用之工业硅,化学用硅是指经化学方法处理后用于制取有机硅等所用之工业硅。表中用“-”表示的杂质铝是指该项不受单项限制,但要对其分析并在质量证书中报出结果。
1.2 工业硅生产原理
硅最早是由化学家哥依鲁次茨克和西纳勒德于1811年通过加热硅的氧化物而获得。1855年化学家德威利获得灰黑色金属光泽的晶体硅,而高纯硅由贝克德威用方法获得的。20世纪初人们发明了用碳热还原法生产工业硅的方法,即用硅石和碳质还原剂等为原料经碳热还原制得,适合于工业规模生产。
一定比例的硅石、石油焦、木炭等原料经过清洗干燥送入矿热炉反应炉内,在 2 000℃左右的高温下,经还原制得硅,工业硅的生产过程如图1所示。
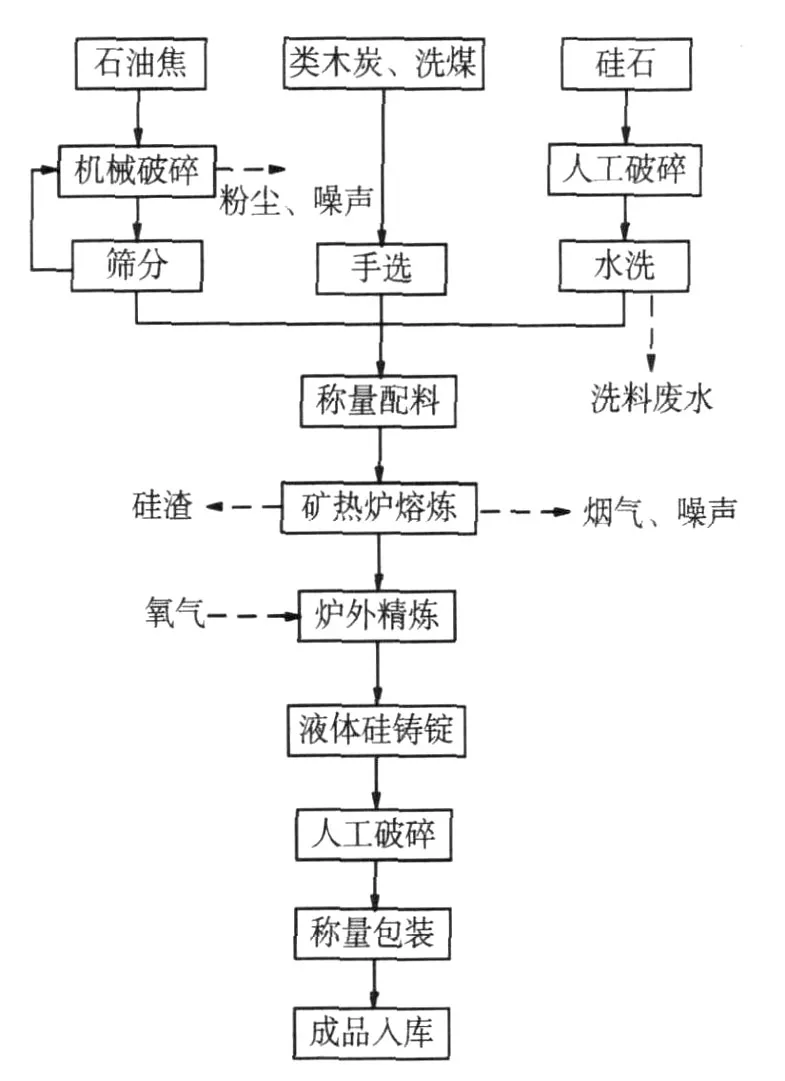
图1 工业硅生产工艺简易流程图
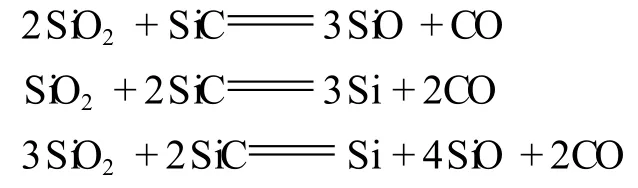
但中心反应区及其附近因为温度的不同原料所参与的化学反应有所区别。原料在矿热炉反应中心区域及其附近区域的反应分别为:
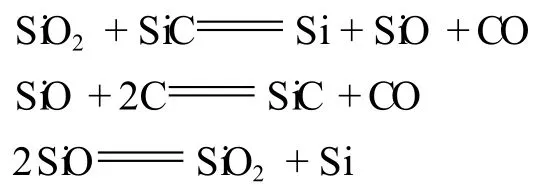
这是因为 SiO2和 C首先生成中间产物 S iO和CO,随着原料不断下到反应中心区,炉气上升,温度也升高,但低于炉膛反应中心的温度,SiO、CO便会发生如上反应[2]。当然还有很多副反应如:
由于原料本身含有少量 Fe2O3、Al2O3、CaO杂质,生产设备、操作方法等原因,也会发生如下反应:
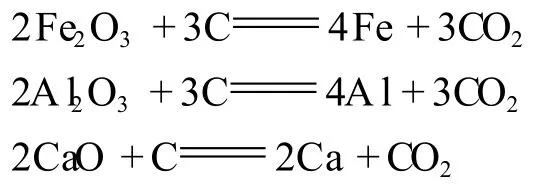
杂质不仅浪费了还原剂、能源,还会导致产品的纯度下降。
2 影响工业硅产品质量的因素以及对策
2.1 原料的选择
原料是影响产品质量的关键因素,工业硅生产时所采用的原料包括硅石、木炭、煤、木块等,原料所含的杂质会对工业硅产品造成较大影响,必须对原料进行精心的选择。
2.1.1 硅石
首先要选择含 Fe2O3、Al2O3、CaO等杂质少,S iO2含量在 99.0%以上的优质硅石,粒度应根据工业硅矿热炉容量确定。一般容量小于 5 000 kVA的矿热炉硅石粒度尽量选25~80mm的较好,并且40~60 mm的应占 50%以上;容量在 5 000~16 500 kVA的矿热炉硅石粒度尽量选 50~100 mm的为宜,其中 60~80 mm的应占 50%以上[4]。硅石要经过破碎、选粒、洗涤、干燥等操作方可送入反应炉。
2.1.2 木炭
木炭的还原性较强,透气性好,有利于反应的顺利进行。但缺点是所含固定碳稍低、灰分偏高,因此常采用含固定碳 78%以上的木炭[4]。另外,对于炭的要求还有低水分、低挥发分、较高的机械强度以及较高的比电阻。
2.1.3 煤
通常煤的挥发分高、空隙度较大、还原性适中、价格相对便宜,并且煤随炉料下沉缓慢,有利于炉口处还原剂中水分和挥发分的充分排出,可以提高炉料的透气性,使炉料面烧结性好,这有利于稳定炉内的反应[4]。但煤含有较多的焦油容易烧结,降低反应效率。
此外,石油焦和蓝炭在工业硅生产中也有较多的应用。石油焦的优点在于,固定碳含量较高、灰分低、机械强度高、成分稳定,但石油焦在高温下容易石墨化,导致还原性降低;蓝炭反应性高、电阻率高、孔隙率高、比表面积大、活性较强,也是很好的还原剂[5]。
2.1.4 木块
木块孔隙率高、还原性适中、透气性好,能及时疏通反应物料以及物料之间产生的小股气流。木块不宜过大,否则燃烧不完全,造成资源浪费。
木炭、煤、木块应搭配使用,互补优势,克服缺点,实际操作中,应根据炉子情况将以上几种反应物配料比例多次调试,找出最佳还原剂用量,提高冶炼效果、产品质量、节约能源、降低成本。
2.2 熔炼设备的选择
随着科技的发展,工业硅用矿热炉的容量、产量、质量都有很大的提高,国外炼硅用的矿热炉容量大部分在 10 000 kVA以上,部分已经达到 48 000 kVA;我国炼硅用矿热炉容多数是6300 kVA和10 000 kVA左右,近几年逐步发展了一些 12 500~27 000 kVA的炼硅炉。
大容量矿热炉采用先进的技术、新材料,能较大程度提高电效率和热效率,并且能更充分实现机械化和自动化操作,节约资源,提高生产效率[6],此外,大容量矿热炉辅助设备还能有效治理环境污染,减少废气、烟尘对人及环境的危害,因此应合理使用大容量矿热炉。
2.3 适时适度的生产操作
“原料是基础,设备是条件,操作是关键”,在工业硅生产过程中,合理的生产操作非常重要,在精选原料与合理的设备条件下,精心操作是生产出高质量产品的关键因素之一。
2.3.1 严格控制原料的质量和进量
生产中,由于运输以及原料送入反应炉的过程中经常用到多种铁制工具,难免有磨损,便会引入少量的铁,虽说量极其微小可忽略不计,但不能忽视。因此,操作中要求尽量做到“轻、缓、稳”。
2.3.2 保持生产过程炉况正常
熔炼炉反应一般是连续进行的,由于生产过程中,很多参数并不是十分稳定,有时甚至出现较大波动,这应根据熔炼过程的不同情况和特点,熟练地完成加料、捣炉、电极压放等一系列作业。
2.3.2.1 合理捣炉
工业硅进料筒一般都很高,而生产原料都是固体,流动性很差,炉料很难保证顺利自动下沉,要及时捣炉,迫使炉料下沉,保证反应的顺利进行。捣炉的时间间隔应取决于炉况以及炉料特性。当反应物料表面严重“刺火”时,可缩短时间间隔;当反应所使用的还原剂还原能力相对低时,可延长时间间隔。此外,还应适当调整原料配比。
2.3.2.2 保证电极的稳定性
随着反应的不断进行,电极底部一直消耗着,电极底端的位置上升,离炉底较远,电流供应不足,要及时下放电极,保证满负荷供电。如果电极不能深插,可以减少还原剂的用量、减小还原剂的粒度、更换较大电阻的还原剂,或者改进较低档的二次电压[7]。
一般来说,电极稳定较深地插入炉料,各技术参数几乎恒定,炉内反应平稳,声音小,炉料和料层通气性好、火焰均匀,很少有“刺火”现象出现,这些都是炉况正常的标志。但实际上,还原剂的量不容易控制,经常出现还原剂过剩或者不足的情况,炉料反应区表现异常。当还原剂不足时,炉料表面有较大区域烧结严重,炉料通气性变差,下料不及时,火焰小,“刺火”频繁出现,电弧声有气无力,炉料反应缓慢,影响产量与质量。这时应及时添加还原剂,原料中适当多加些木炭,并及时捣烧结块,以便改善料层的通气性,保证反应的稳定性。
2.3.2.3 调整适宜的料层高度
让炉料在电极周围形成圆锥状,并经预热处理再加到炉内,反应进行比较顺利且反应完全。下一批炉料亦是如此。矿热炉正常熔炼时,炉料应在炉膛内部及其上部几乎保持稳定的高度,这些炉料产生的压力使得反应区生成的气体通过料层均匀扩散而不至于让气体滞留在料面或者料层中,导致还原剂燃烧飞扬损失过大[7]。
2.3.2.4 硅液及时出炉
反应一段时间后,炉内会积累一定的硅液,应打开炉眼及时让硅液出炉,以防止硅液影响炉况。出炉的时间和次数,应根据电炉容量和炉的实际生产状况,做到既适合熔炼又适合精炼。正常情况下,流出硅液的量应与一定时间内的原料进入量和电耗量一致[8]。而且在出口处应及时处理结块的硅,以防硅液流出受阻。
2.3.2.5 炉外精炼
炉外精炼是提高工业硅产品质量的重要途径,通常采用吹气法来降低 Al、Ca杂质的含量,吹气又包括吹氯、吹氧,其原理是“选择性氧化”,下面以吹氧为例来说明。在同温同压下,氧化反应是选择进行的。氧化反应所生成自由能变化的负值越大或者说氧势越低,则反应产物越稳定,即氧势低的氧化物的元素更易氧化。从表2[9]可以看出,同一温度下,Ca、Al与 O2反应的自由焓变化值都要比 Si与 O2反应自由焓的负值大,因此硅液通入 O2后,Ca、Al先被氧化而分离出来[10]。
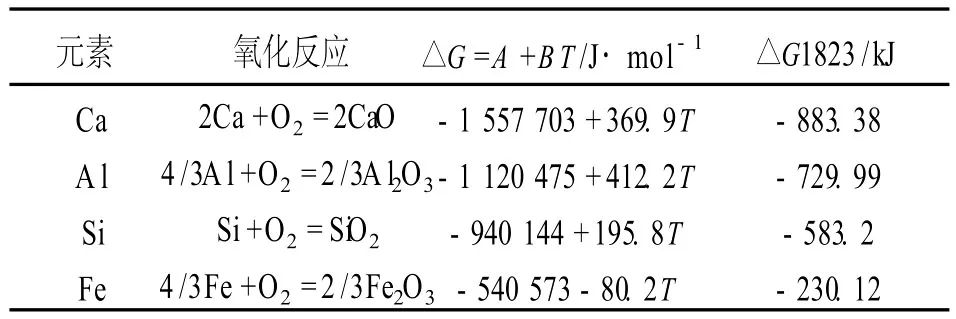
表2 有关氧化反应生成自由能变化的数据
以前国内很多工业硅生产厂家,多采用吹氯法,也可将工业硅中的杂质除去,但氯气是有毒气体,会对操作人员身体造成危害,并且污染环境,这种方法已经逐渐被淘汰。目前普遍采用吹氧精炼,Al、Ca去除率比吹氯精炼还要高,精炼效果也比较理想,生产成本低、操作方便、运行安全、无污染[11]。
但仅靠吹氧精炼是不够的,因为 Fe是影响工业硅产品质量因素的关键,原料、生产过程中不可避免的有 Fe进入产品中。要为多晶硅的提纯提供优质原料,还需要在精炼过程中引入造渣工艺。通常用感应加热的方法加热,在冶金级硅中加入熔点高于金属硅的造渣剂,并在硅和造渣剂的熔点温度之间进行精炼。造渣剂由一些金属氧化物和盐类组成,能够与金属硅中的杂质反应形成渣相,并浮于硅液之上。当杂质达到硅—渣平衡时,冷却使体系温度降低到硅与渣熔点之间,并维持一定时间使熔渣充分富集 Fe等杂质而与硅分离,得到纯度更高的工业硅[12]。
2.3.3 科学管理、安全生产
一方面要保障生产技术人员较好的工作环境,防止生产时出现事故,另一方面要注重粉尘、废气的收集与处理,减少对环境的危害。硅粉本身也有很大的利用价值,可以返回炉料、作为耐火材料、应用于橡胶工业,会带来较高的经济效益。以科学带动生产,以管理保障安全,争取做到高质、高产、高效,低能耗、低排放、低污染。
3 结束语
目前国际市场对工业硅的需求量仍然很大,竞争也激烈。虽然我国是世界工业硅生产和出口大国,却不是工业硅出口强国。多年来,工业硅生产和出口的效益一直欠佳,其核心问题是产品质量不高,化学用硅比例小,出口价格低,严重制约着我国工业硅的发展。工业硅企业需要通过加大科技投入,搞好技术进步和科技创新,推进工业产业结构调整硅,逐渐实现产业结构由高消耗向高效率、由粗加工向精加工的转变,提高产品质量,开发新品种,增加产品的竞争力;做好节能减排工作,降低产品的综合能耗,搞好废渣废料和余热回收利用,发展循环经济,走可持续发展和低碳经济之路。
[1]阙端麟.硅材料科学与技术[M].杭州:浙江大学出版社,2000.
[2]何允平.中国硅工业的回顾与发展趋势[J].中国金属通报,2007,(10):2-6.
[3]《实用工业硅技术》编写组.实用工业硅技术 [M].北京:化学工业出版社,2005:1-73.
[4]杨 华.工业硅生产三要素 [J].铁合金,2003,173(6):12-13.
[5]高海涛.我国工业硅生产技术进展及发展方向[J].轻金属,1996,(4):38-40.
[6]陈 达.工业硅生产中碳质还原剂的选择 [J].铁合金,2008,201(4):14-19.
[7]何允平,王恩慧.工业硅生产 [M].北京:冶金工业出版社,1996:106-190.
[8]何允平.工业硅生产的炉前操作与产品的高产、优质、低耗[J].铁合金,2002,163(2):20-24.
[9]陈 琪,郑 毅.12500KVA矿热炉底吹硅铁生产实验[C].2007年西南五省市 (区)第十二届铁合金学术交流会.桂林,2007:94-96.
[10]陈德胜.利用纯氧精炼工业硅的生产实践[J].铁合金,2001,160(5):26-27.
[11]陈德胜.如何提高工业硅的产品质量[J].轻金属,2003,(5):49-50.
[12]伍继君,戴永年,马文会,等.冶金级硅氧化精炼提纯制备太阳能级硅硅研究进展[J].真空科学与技术学报,2010,30(1):43-44.
猜你喜欢
中国金属通报(2021年19期)2021-12-24
能源工程(2021年1期)2021-04-13
四川冶金(2019年5期)2019-12-23
四川冶金(2019年5期)2019-12-23
中学化学(2019年4期)2019-08-06
中学化学(2019年4期)2019-08-06
山东冶金(2018年6期)2019-01-28
中国金属通报(2019年8期)2019-01-03
中国氯碱(2015年7期)2015-01-29
河南科技(2014年24期)2014-02-27