
固定床轻石脑油催化加氢脱硫研究
2011-02-09 02:04吴泽鑫孙光辉
河南化工 2011年13期
代 闯,吴泽鑫,孙光辉
(河南省化工研究所有限责任公司,河南郑州 450052)
1 前言
石脑油(naphtha)是一部分石油轻馏分的泛称。因用途不同有不同的馏程,我国规定石脑油馏程自初馏点至220℃左右。主要用作重整和化工原料。作为生产芳烃的重整原料,采用70~145℃馏分,称轻石脑油;当以生产高辛烷值汽油为目的时,采用70 ~180 ℃馏分,称重石脑油[1]。
“三苯”(苯、甲苯、二甲苯)作为基础化工的重要原料,在现代化工中具有无可替代的地位。“三苯”是重要的基本有机化工原料,广泛用于合成树脂、合成纤维、合成橡胶,并且是染料、涂料、油漆、医药、农药的原料,也是重要的有机溶剂。
目前以苯为原料的化工产品主要有苯酚、苯乙烯、氯化苯、硝基苯、顺酐、环己酮、苯胺、己内酰胺等。20世纪70年代我国苯主要依赖进口,80年代随着石化工业的发展,进口有所缓解。近十几年来,随着改革开放的深入,国民经济的快速发展,化工、医药、油漆、染料、塑料、农药等行业发展迅速,各种化工产品生产不断增加,由此对原料纯苯的需求量也不断扩大。轻石脑油中含有大量的芳烃物质,因此从轻石脑油中提取芳烃物质对于解决苯类物质需求具有重要意义。
催化加氢根据反应温度不同可分为高温加氢和低温加氢。高温加氢在温度为600~650℃、压力6.0 MPa条件下进行催化加氢反应。主要进行加氢脱除不饱和烃,加氢裂解把高分子烷烃和环烷烃转化为低分子烷烃,以气态分离出去;加氢脱烷基,把苯的同系物最终转化为苯和低分子烷烃。故高温加氢的产品只有苯,没有甲苯和二甲苯。低温催化加氢是在温度为300~370℃、压力2.5~3.0 MPa条件下进行催化加氢反应。主要进行加氢脱除不饱和烃,使之转化为饱和烃,原料有机物中的S、O,转化成H2S、H2O得以除去。但由于加氢温度低,故一般不发生加氢裂解和脱烷基的深度加氢反应。因此低温加氢的主要产品有苯、甲苯、二甲苯[2-4]。
轻石脑油低温催化加氢工作原理如下:
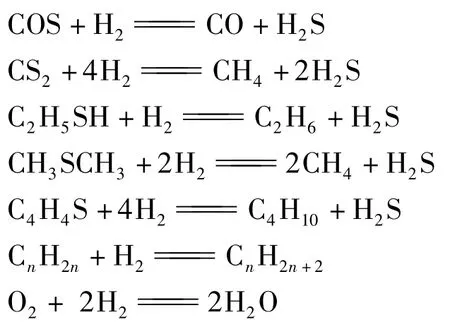
在催化剂作用下原料油中 COS、CS2、硫醇、噻吩、硫醚等有机硫加氢转化为H2S,烯烃加氢生成烷烃、微量氧生成水而得以脱除。
本实验中采用自制的Co-Ni-Mo-W四元复合催化剂,开展了轻石脑油催化加氢研究,考察了反应温度、压力、氢油比、空速等条件对产物的影响。
2 实验仪器及流程
2.1 实验仪器
低压催化加氢装置一套(带加热及PID控制系统)、YHTS-2000型荧光硫测定仪、实验用电炉、Agilent 6850气相色谱仪(Agilent公司)、石油产品馏程测定仪。

图1 固定床催化加氢反应装置示意图
2.2 实验流程
轻石脑油原料经柱塞泵加压后与经减压后的氢气混合后一同进入反应器,反应器有两段组成,反应器Ⅰ为预加氢处理器,装填有脱烯烃催化剂,反应器Ⅱ段为脱硫反应器,以除去原料中的硫元素。反应器流出的产物置于通风厨内,加入配制好的10%的烧碱溶液,搅拌,静置,分出下层水层。上层有机层采用荧光硫测定仪测试硫含量。
3 实验结果与讨论
脱硫催化剂性质如表1所示。

表1 脱硫催化剂性质
3.1 反应温度对产物硫含量的影响
首先考察了反应温度对轻石脑油催化加氢脱硫的影响,试验结果见表2。结果表明随着反应温度的提高,脱硫效率大幅度提高,当反应温度达320℃后脱硫效率趋于平稳,不再明显提高。可能原因为反应温度升高,加速了催化剂的结焦失活,进一步降低催化剂的活性乃至减少催化剂的寿命,不利于催化剂的长周期稳定运转。

表2 反应温度对轻石脑油硫含量的影响
3.2 氢分压对产物硫含量的影响
我们又考察氢气分压对脱硫的影响。结果如表3秘不。

表3 氢分压对产物硫含量的影响
随着氢分压升高,氢气分子与轻油在催化剂吸附表面的有效碰撞增加,能量传递加大,吸附速率和脱附速率都大为提高,从而加速了脱硫反应的进行,反应时间大大缩短,提高氢气分压力对轻石脑油催化加氢脱硫有利。但遗憾的是,由于低压催化加氢装置自身的安全性能所限。从安全角度出发,未进一步提高氢气分压深入研究。
3.3 氢油比对产物硫含量的影响
试验结果表明,氢油体积比对加氢脱硫效果的影响不明显,随着氢油体积比的增加,生成油中硫含量有所降低。结果如下页表4所示。
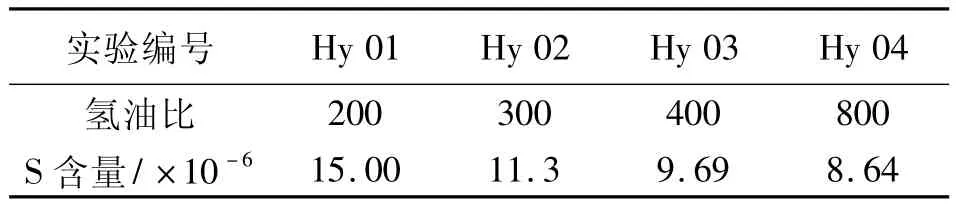
表4 氢油比对轻石脑油硫含量的影响
3.4 空速对产物硫含量的影响
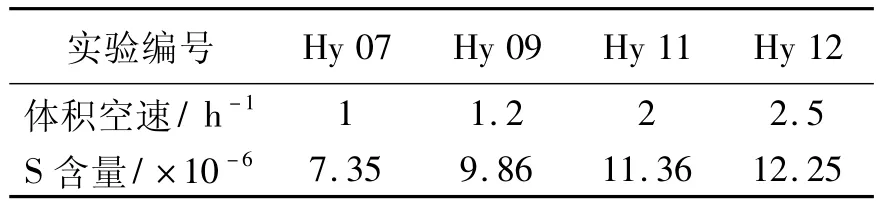
表5 空速对轻石脑油硫含量的影响
表5为空速对轻石脑油中硫含量的影响。提高进料空速,相当于缩短了反应时间,产物中的硫含量有所增加,对加氢脱硫有不利影响。但进料空速太低会影响装置的处理量,增大投资和操作费用。
3.5 催化加氢反应前后结果对比
从表6中可以看出:反应后S的含量为8.54,脱除率达99.09%。Br值降低了46.18 gBr/100g,烯烃脱除率达98.55%。芳烃物质含量变化则不大。说明该催化剂具有良好的脱硫、脱烯效果,同时可以减少芳烃物质的损失。

表6 反应前后结果比较
4 结论
在固定床催化加氢装置上,考察了Co-Ni-Mo-W催化剂在轻石脑油催化加氢的脱硫效果,考察了反应温度,氢气分压、空速、氢油体积比等工艺条件对加氢脱硫反应的影响,结果表明在中低压低温时该催化剂对高硫轻石脑油有优异的脱硫脱烯效果。相关研究正在深入进行中。
[1]吕国志,叶 煌.国内焦化粗苯加工发展趋势[J].燃料与化工,2006,37(1):35-38.
[2]张永军,苑慧敏,金永峰.催化裂化汽油加氢处理技术进展[J]. 化工中间体,2007,3:11-14.
[3]张晓燕,王国良,孙殿成.催化裂化汽油加氢脱硫及芳构化工艺反应条件的研究[J].炼油技术与工程,2006,36(3):6-8.
[4]朱华兴,朱建华.催化裂化汽油加氢脱硫及芳构化技术开发[J].石油炼制与化工,2006,37(2):1-4.
猜你喜欢
石油炼制与化工(2022年6期)2022-06-21
航空维修与工程(2022年11期)2022-02-06
中国特种设备安全(2021年4期)2021-10-13
工业催化(2020年9期)2020-11-13
储能科学与技术(2019年2期)2019-03-08
中国新技术新产品(2017年3期)2017-03-07
化工管理(2016年33期)2016-12-22
石油炼制与化工(2016年10期)2016-04-11
山西化工(2016年6期)2016-04-09
石油石化节能(2013年10期)2013-05-05
