铝锭连续铸造机上位组态功能的合理构建与实践认知
2011-02-03 03:05:16冯小林毛海杰强明辉陈辉
电气自动化 2011年3期
冯小林 毛海杰 强明辉 陈辉
(1.兰州理工大学 电气工程与信息工程学院,甘肃兰州 730050;2.甘肃省工业过程先进控制重点实验室,甘肃兰州 730050)
0 引言
我国出口哈萨克斯坦的三条20kg铝锭铸造机生产线(以下简称哈铝锭铸造机)是在已有国产16kg铝锭铸造机生产线的基础上,经过技术创新与实践,成功研制出的大型重熔铝锭自动化生产线。该生产线集机、电、液、气为一体,将由混合炉流出的高温铝液,经由溜槽导向分配器后,在铸造机的模具中完成铝锭成型并实现初步冷却,之后经脱模工序形成的成品铝锭在冷运机的带动下实现喷淋冷却,彻底冷却后的铝锭在经堆垛机的操作后垒放成每包11层共54块的铝垛,后序的铝垛在实现打包、在线称重后由成品运输机送出。
相比以前开发的国内小型铸造机,哈铝锭铸造机的自动化水平进一步提高。该铸造机控制系统充分采用PROBUS-DP的现场总线解决方案(如图1),在利用ET200M解决分布式控制的同时,还实现了HMI、托利多智能仪表、内置Win CC组态软件的研华工控机在该现场总线网络中的合理分布。基于Win CC构建的上位组态工程的功能定位于:(1)对现场被控对象的多个工作状态的监视,其中包括液压工作站被测报警参数的显示,溜槽出口处铝液的温度及当前激光传感器检测铸模中铝锭高度值的显示(2)与现场Siemens S7 300PLC的信号握手,控制在线称重,并且基于OPC协议,作为客户端取得托利多智能仪表的数据,同时驱动现场标签打印机实现打印,并将称重数据存储下来,进一步实现年、月、日报表的查询和打印。

图1 基于Profibus-DP现场总线的控制系统原理图
1 Win CC环境下对现场组态功能的构建
Win CC作为德国西门子公司推出的上位组态软件,内置了可以帮助工程师快速构建工业自动控制系统监控功能的常用组件,组态方式较为灵活丰富。哈铝锭铸造机生产线的组态具有一般被监控系统的共性,其体现在界面内基本图元的组织、控制界面的合理切换、报警信号的建立与相关报警控件在这一功能上对用户要求的显示功能及操作体验的支持、现场采集的温度与高度模拟信号在脚本中的换算及在趋势控件中对这些信号的描绘。哈铝锭铸造机的组态必然有个性的特点存在,此时需要结合Win CC提供的功能,摸索一些特殊的方法。
1.1 实现控制对象的“描绘”及界面设计的协调与美观
在哈铝锭铸造机的设计过程中,为了让铸模中的铝液有足够的时间冷却以及后续的冷运机达到彻底冷却铝锭的效果,加之成品运输机自身的长度,最终生产线的整体长度较长,而生产线的高度又有限,因此要在一个界面中将控制对象协调、真实的描绘出来,首先需要将其分割为两部分,即同一界面中上下显示,而分割点最终被选择在脱模工位。
哈铝锭铸造机的机械结构复杂,要在Win CC环境中详实地“勾勒”出被监控对象的具体形态不太现实。在研究过程中,探索出一种行之有效的方法,即将AutoCAD中的系统机械设计图缩放到Win CC画面中合适的比例后,利用抓图软件将当前的设计形态截图,之后导入到Win CC里做背景,接着主要利用Win CC里的“线”去“描”铸造机的形态。由于铸造机整体被分割,这样的工作需要做两次。在这个过程中,需要注意化繁为简,主要的目的是形状要出来;由于从分配器到打印机一段较长,中间辅助加上诸如梯子、支撑柱这些物体后,将使组态出来界面不会因为太空而影响效果。在“描”过两次后,删掉背景图,剩下的就是用Win CC工具“勾勒”出来的生产线的大致结构了。在这个基础上,继续利用Win CC里的多边形、圆、矩形这些“面”工具做填充和美化工作。为了体现生产线立体的效果以达到进一步美化界面的目的,需要充分利用基本图元及设置相应填充属性。另外Win CC提供的图库,也将为生产线的组态增色不少,尤其是样式和颜色的选择,使呈现出来的钢板、钢架、钢管在赋予花皮钢纹、铆钉及明暗的显示效果后显得更有质感。最终实现的铝锭铸造机生产线的主界面如图2所示

图2 Win CC主界面中组态的哈铝锭铸造机生产线
1.2 铝锭铸造机在运行过程中的组态动画实现
在组态界面中的动画实现的根本目的是对现场被监控对象工作状态的形象表达。铸造机、风机、成品运输机的电机运行状态以及夹具小车的限位信号等可以使用脚本控制相关指示符号在红绿颜色之间切换;炉火及夹具小车运动方向的动画可以通过控制显示隐藏属性实现;而水阀打开后的喷淋动作以及风机动作后的效果可以通过对显示隐藏和闪烁的双重控制来达到动画的效果;在堆垛机对铝锭块计数及层计数动画,则可以基于PLC中的当前值,在C脚本中做判断选择,进而控制不同图元的显示。
比较复杂的动画控制主要有3个:(1)溜槽中铝液的流动效果(2)成品运输机、铸造机及冷运机在运行时的动作实现 (3)分配器在工作时旋转效果的实现。最终的解决方法如下:(1)以溜槽处的温度升高或铸造机的运行信号为基准,利用C脚本的时间触发器,使Win CC内部新建的变量在0和1之间变化,基于该变化,控制Win CC内多个火焰图元的交错显示和隐藏,组态时如果注意合理均布图元及利用半遮挡,最终可以实现铝液在溜槽中的流动效果(2)成品运输机的运动与冷运机和铸造机的运动方式有所区别,属于直线运动。如果将成品运输机的输送链的X轴坐标与Win CC内部一个基于PLC中成品运输机控制线圈变化的变量相连,则最终在Win CC界面中会出现平行运行的效果。但是铸造机由于前部属于直线运动,而铸造机机头部又属于圆周运动,导致了动画的不规则。冷运机由于前部属于直线运动而后部属于斜坡运动,最终的运动线路也呈现不规则。Win CC提供的状态显示智能对象可以为这一问题提供解决方法,如果最后将不规则运动对象的运动状态做有规律的捕捉,并且中间注意每次抓图时的坐标严格吻合,则依托Win CC内部基于相应条件变化的变量和脚本动作,最终可以实现理想的运动效果。当实际运行时的速度太快时,则通过增加相邻状态的装载图形重复的次数,达到调节速度的目的,当然解决方法不止这一种。而冷运机里水管的流动属性的动画制作也可以依靠同样的原理 (3)分配器运动的特点是圆周运动,在Win CC图库中图元的基础上构建出来的对象是不支持圆周运动的,因此需要首先利用Win CC的标准对象构建分配器的模型,这需要细致的工作。之后使该模型旋转属性与Win CC内部变量即下面程序中的“jiaobrotate”相连接,并且在脚本中驱动该值在360到0之间变化(如果是逆时针运动,则使值在0到360之间变化),相应脚本如下
if((GetTagBit("o8806")==1)&&(GetTagBit("o8506")==0))//分配器运行的条件
{j=GetTagWord("jiaobrotate");
if(j>0)
{j=j-3;
SetTagWord("jiaobrotate",j);}
else
{SetTagWord("jiaobrotate",360);}}
1.3 在线称重时上下位信号握手及相关功能的实现
Win CC构建的哈铝锭铸造机组态工程需要实现在线称重数据的读取,首先在Step7编程软件中实现与上位程序的信号握手,相关程序的流程图如图3所示:
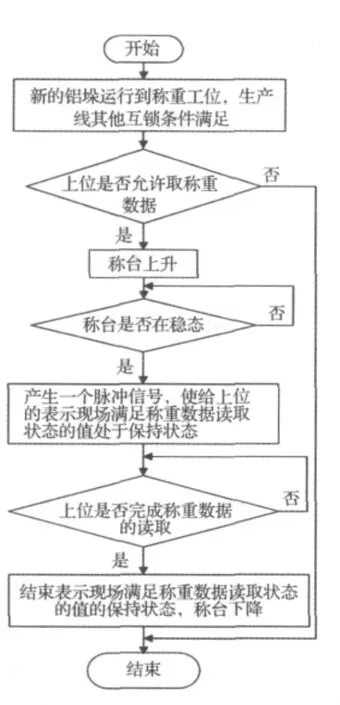
图3 配合在线称重功能的PLC程序流程图
上位机在Win CC的全局脚本中需要实现响应,同时驱动标签打印,相关程序如下
if (GetTagBit("m17001")==1)//是否满足称重数据的读取条件
{i=GetTagWord("_IW0");//读取称重数据
SetTagBit("m17002",1);//结束PLC程序中相关位的保持状态
SetTagWord("forvb2",i);//为标签打印准备
RPTJobPrint("00Print Job001");//实现标签打印
if(GetTagBit("vbsstart")==0)//
{SetTagWord("vbsstart",1);}} 触发 VBS中的脚本动作,使实现数据记录功能
报表界面将给用户提供在线称重数据浏览、标签打印使能控制及相关年、月、日报表的查询与打印功能。
2 实践认知总结
哈铝锭铸造机的上位组态作为控制系统的一个有机组成部分,拓宽了操作人员的视野,增强了系统故障诊断的能力,提高了该自动化生产线的整体水平,在现场发挥了积极作用。
Win CC作为一款优秀的上位组态软件,功能强大,运行稳定。尤其是由于其与Siemens的TIA(Totally Integrated Automation)产品家族一脉相承,在前期调试时,利用Step7在计算机内做软件仿真器,可以大大缩短现场调试的时间。当然在组态过程中也发现Win CC在部分设计细节上还有待改进:
(1)在许多组态软件都直接支持流动属性设置的同时,Win CC仍然没有对该功能做到良好的支持,增加了组态人员的工作量
(2)界面要求设计为英俄双语,而Win CC对俄文在界面中的显示支持较好,但是在报警信号设置时却很不方便,必须想一些特殊办法,不是很方便
(3)Win CC的C脚本不能实现对Excel文件的操作,而VBS脚本不能实现报表打印,使组态人员为了实现一个连续的动作,不得不建立中间变量并在两个脚本编写环境中切换,程序设计时较繁琐。
目前国际先进的铸造机生产线在对上位组态功能的应用方面已十分丰富,哈铝锭铸造机的上位组态工程还应该有许多可以继续提升的空间。今后铝锭铸造机上位组态工程的研究方向应该是与现场HIM在功能上的部分重叠且相互补充,同时进一步增强对现场故障诊断的能力,并继续为上级管理层的高效工作及整个生产线的可靠运行服务。
[1] Win CC 6.0 reference manual[M].Germany.Siemens Ltd.,2007.
[2] 西门子(中国)有限公司自动化与驱动集团[M].深入浅出西门子Win CC V6(第二版)[M].北京:北京航天航空大学出版社,2004.
[3] S7-PLCSIM V5.3[M].Germany.Siemens Ltd.,2006.
[4] Programming with STEP 7[M].Germany.Siemens Ltd.,2006 .
[5] 崔坚.西门子工业网络通信指南[M].北京:机械工业出版社,2005.
猜你喜欢
铝加工(2024年1期)2024-05-30 12:08:46
作文小学中年级(2022年11期)2022-11-25 09:52:08
课堂内外(小学版)(2020年11期)2020-12-04 06:38:44
商品与质量(2020年23期)2020-11-26 21:01:14
化工管理(2020年15期)2020-01-13 18:40:44
世界有色金属(2019年14期)2019-02-10 12:22:02
电子测试(2018年14期)2018-09-26 06:04:24
中学生(2017年19期)2017-09-03 10:39:07
三联生活周刊(2017年33期)2017-08-11 13:58:46
火控雷达技术(2016年1期)2016-02-06 02:18:08