
面向关键零件的扩散制造单元选择方法研究
2011-02-01 01:39:00廖文和刘骄剑
中国机械工程 2011年1期
安 波 廖文和 郭 宇 刘骄剑
南京航空航天大学,南京,210016
面向关键零件的扩散制造单元选择方法研究
安 波 廖文和 郭 宇 刘骄剑
南京航空航天大学,南京,210016
针对扩散制造这种紧耦合网络化制造模式,提出了面向关键零件的扩散制造单元选择方法。建立了关键零件制造过程的PPR(零件、工艺、制造资源)本体模型;设计了扩散关键件加工需求与扩散制造单元制造能力匹配度计算流程;分析扩散工艺及制造单元重构特性,利用信息熵的原理,实现了扩散制造重构复杂性度量。通过应用实例验证了该选择方法的有效性。
扩散制造单元;关键零件;PPR本体模型;匹配度;重构复杂度
0 引言
扩散制造是面向战时武器装备批量生产需求的紧耦合网络化制造模式,“紧耦合”是相对于一般网络化制造如虚拟企业、动态联盟等“松耦合”管理模式提出的,其特点是设定了“全过程可控”的网络化制造过程管理目标,主要体现在主企业对扩散企业的管理范围和控制力度比一般的网络化制造模式更广、更大,从而降低不确定因素对制造过程的影响,提高快速响应能力,保证整个制造过程可控、可靠、可测,以应对战时武器装备批量激增的需求。工艺扩散[1-2]是紧耦合特性的表现形式之一,要求主企业关键零件工艺在扩散企业内复制,即扩散企业按照主企业发布的工艺进行生产,整个关键零件生产如同在本企业内部的重现。工艺扩散使扩散企业一方面可以省略编制工艺时间,以及大量的加工过程仿真试验;另一方面可以按照已有的生产、质量检验大纲进行生产,保证关键零件的质量,在短时间内提高其制造能力。所以在选择扩散制造资源时应考虑扩散工艺在外企业的可复制性问题。
文献[3-6]基于网络的资源发现和选择进行了研究,但应用对象都是一般的网络化制造,还不能很好地满足扩散制造这种面向武器装备批量生产的紧耦合网络化制造模式。本文提出一种面向关键零件的扩散制造单元选择方法,建立了PPR(零件、工艺、制造资源)本体模型,通过匹配度及重构复杂度计算,确定满足工艺扩散加工需求的制造资源,为扩散制造的顺利实施提供了前提条件。
1 扩散制造单元选择原理
在本文中只讨论承担关键零件制造任务的资源,我们称之为面向关键零件的扩散制造单元(简称扩散制造单元)。
定义1 扩散制造单元是分布在各个扩散企业,且按照定型工艺承担零件级任务的生产的物理生产要素及生产组织,是在某一扩散企业内完成一个关键零件加工的制造设备、工装和物流系统的集合。
由成组工艺原理可知,80%的零件可以按成组技术组织加工[7]。本文从同类零件工艺在不同企业的制造单元的加工可复制性出发,来判断扩散关键零件及加工工艺与扩散制造单元制造能力的匹配程度,通过成组工艺的原理选择具备生产能力的扩散制造单元,这样,不仅可以实现扩散工艺在扩散制造单元中最大限度的复制,而且可以保证制造单元中工装及物流系统等资源在扩散生产过程中继续发挥作用。
另外,由于不同企业的主要业务范围和业务能力不同,主企业、扩散企业间在车间布局、物流系统及生产习惯方面也存在差异,所以有时候扩散企业并不能完全按照扩散工艺进行生产,需对扩散工艺或制造单元进行调整[1-2]。重构复杂程度也是主企业在选择制造单元时会考虑的一个指标。
所以扩散制造单元选择流程大体可以分为以下几步进行:
(1)问题描述。输入待扩散关键零件的制造信息,包括零件及加工特征信息、加工工艺信息。
(2)匹配度计算。检索扩散企业同类零件产品制造单元,计算扩散关键零件与工艺在外企业扩散制造单元的匹配度。
(3)重构复杂性计算。分析扩散工艺及扩散单元重构复杂性,计算复杂度,为最终选取扩散单元提供依据。
(4)结果输出。
2 PPR本体模型建立
本体是某一领域概念化显示的解释说明,它定义了共享的词汇,提供了概念的分类和关系,有力地支持了知识的表达、共享、存储和集成。关于制造域的本体模型研究已有不少报道[8-9],本文建立了图1所示的基于本体的PPR模型,旨在对关键零件的制造过程以及过程中相关概念进行描述,实现制造过程的抽象表达以及在不同扩散企业、不同平台之间的数据共享。
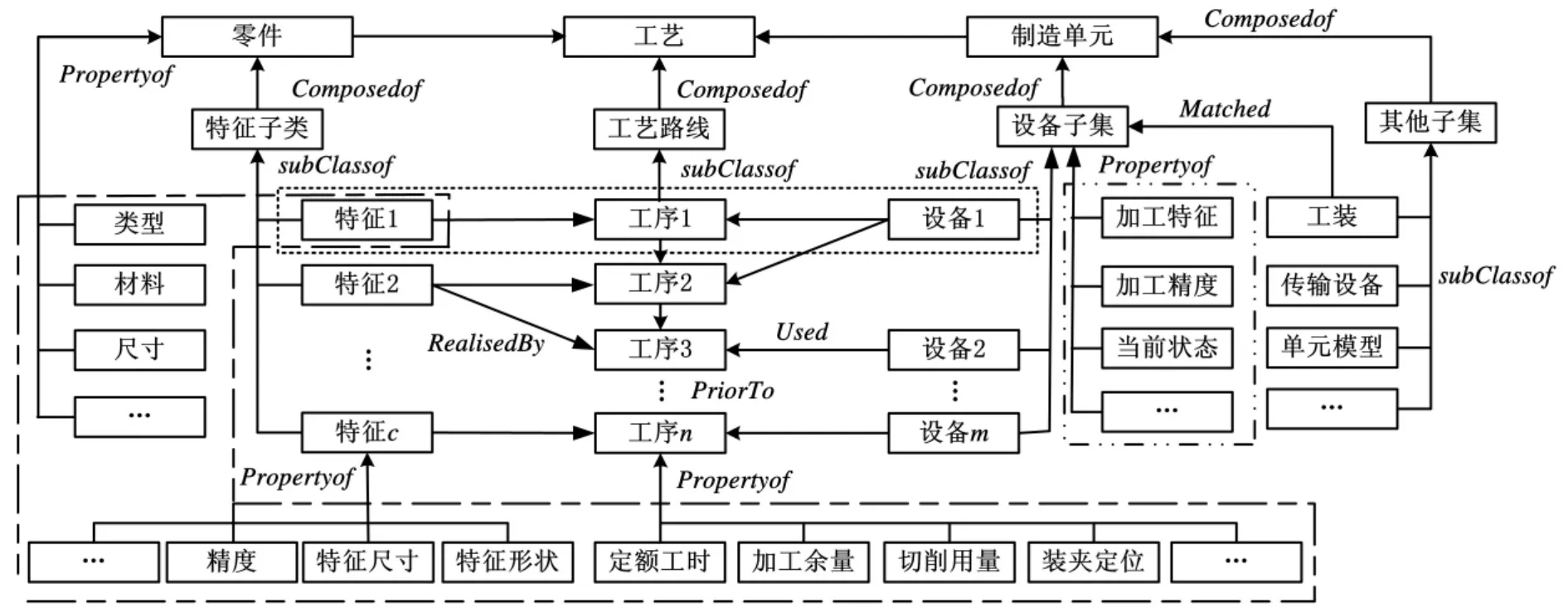
图1 PPR本体模型示意图
定义2 PPR本体模型是对扩散关键零件制造过程形式化的描述,从工程的角度抽象与描述产品制造过程中知识的概念与关系。
PPR本体模型可以定义为一个三元组:
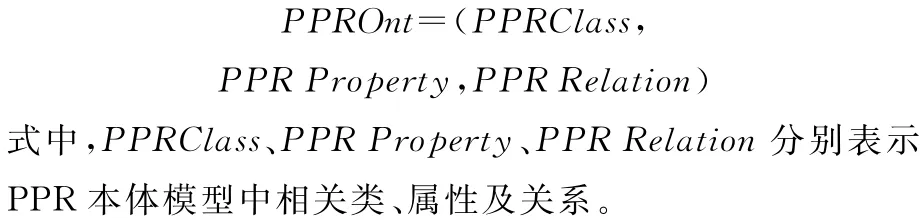
PPR本体模型结构见表1。
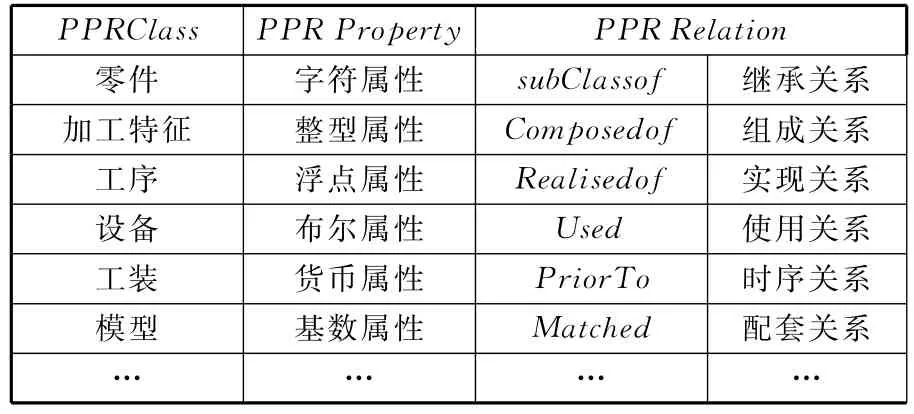
表1 PPR本体模型结构表
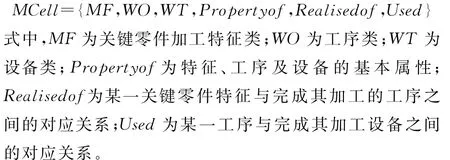
定义3 加工元是描述关键零件某一加工工序信息的基本单元。
在图1中用虚线框围起来的即为加工元的三个元素MF、WO、WT,加工元用MCell表示:
定义4 加工序列是将完成某一关键零件加工的所有加工元按照工艺路线中各工序执行先后顺序组合起来的集合。
参照文献[10]中对事件序列的定义,对加工序列MSequence给出如下表示方法:

式中,符号“<“表示加工元的顺序,即关系PriorTo,如A<B,表示加工元A先于加工元B进行加工。
3 扩散制造单元选择
3.1 匹配度计算流程
机床是决定零件的具体特征能否被加工的主要因素[11],本文从成组工艺原理出发,建立待扩散加工需求与同类零件外部企业制造单元加工能力的匹配关系,从基于本体语义的角度出发,实现单个加工特征需求与设备加工能力的匹配,进而计算整个扩散件加工工艺与候选同类零件制造单元的匹配程度,以期检索到匹配度高的加工单元,实现待扩散件的加工工序所需设备全部或部分在扩散企业同一制造单元中聚集,且保证原有物流、工装继续适合扩散件的生产。
扩散关键零件加工特征需求

式中,PropertyofWO为待扩散关键零件工序属性;PropertyofMF为该工序对应扩散关键零件加工特征属性;PropertyofPart为待扩散关键零件基本属性。
图1中点划线围起部分即为关键件的加工需求。
设备加工能力

式中,PropertyofMT为候选加工单元某设备加工能力。
图1中双点划线围起部分内容即为设备加工能力。
遍历工艺数据库,根据扩散关键零件类型检索扩散企业同类零件的加工工艺,并进行匹配度计算,图2是匹配度计算流程图。
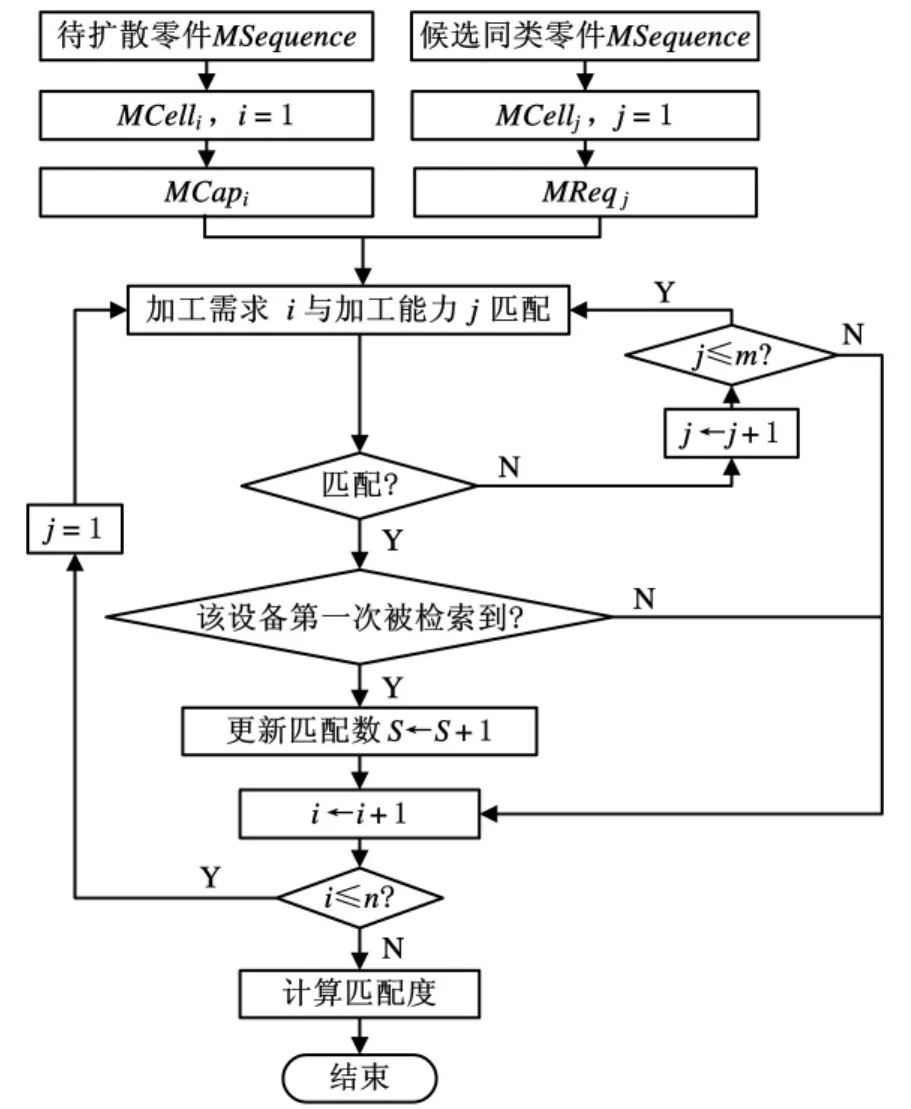
图2 匹配度计算流程
(1)提取待扩散加工序列MSequence中MCell对应的加工特征需求集{MReq1,MReq2,…,MReqn}与候选加工序列MSequenceC1加工元设备对应的加工能力集{MCap1,MCap2,… ,MCapm};
(2)若MCapj满足MReqi,则匹配成功,转步骤(3),若匹配失败转步骤(5);
(3)若该设备是第一次检索到,则转步骤(4),否则转步骤(6);
(4)匹配数S←S+1,转步骤(6);
(5)j←j+1,若j已达到加工序列中设备最大数,转步骤(2),否则,转步骤(6);
(6)i←i+1,若i未达到工序最大数,转步骤(2),且将j重新置为1,否则,转步骤(7);
(7)计算匹配度,其计算公式为

式中,S为MCap与MReq匹配个数;P为MSequence中设备类型数。
3.2 扩散制造重构复杂性计算
3.2.1 重构复杂性分析
(1)扩散工艺重构。由于军品对质量的要求非常严格,军工企业对关键零件生产工艺的调整流程较为复杂[12],必须反复经过主企业、扩散企业双方校对、审核、会签等一系列过程,调整周期长,不满足扩散制造本身对生产任务快速响应的需求,而且调整工艺内容越多,产品质量越难以保证,另外,扩散企业内部对相似零件的加工有固定的流程,更能符合现有生产条件的操作习惯,且能够保证生产效率及加工质量,此时可根据扩散企业的具体情况,对扩散工艺进行必要的二次优化。扩散工艺的重构项可分为工序加工方法、基准选择、加工参数、工序顺序等四类。
(2)扩散制造单元重构。同一生产任务在不同的扩散制造单元的生产实际状况有可能不同,所以扩散企业在接到生产任务时,对自身制造单元进行重构的内容及复杂程度也是有差别的。扩散企业接到生产任务及扩散工艺后,根据产品特征、任务批量、交货期限以及自身资源状态,进行局部调整。调整的项数越多,重构成本越高,与原有生产习惯差距越大,重构的斜升时间越长。制造资源重构项包括设备、工装、物流的数量及位置的改变。
3.2.2 扩散制造重构复杂度计算
复杂性建立在多样性和差异性之上,系统特性差异使相似性变化而出现复杂性[13]。本文通过对比各重构项在重构前后的差异,计算扩散任务在某一制造单元重构的复杂程度。熵是表达不确定性及信息的有效概念,同时也可以用来表达某个系统的复杂度[14-15],本文利用信息熵理论对扩散制造重构复杂性进行度量。
定义5 参照PPR实例指主企业发布的未经调整的关键零件加工工艺(EProcess)及扩散企业根据扩散工艺调整后的制造单元(ReMUnit)各资源的数量,记为Ideal_PPRIns,Ideal_PPRIns={EProcess,ReMUnit}。
定义6 实际PPR实例指扩散企业调整后的工艺文件(ReProcess)及扩散企业制造单元(MUnit)中各资源的数量,记为Actual_PPRIns,Actual_PPRIns={ReProcess,MUnit}。
通过对比Actual_PPRIns中各重构项与Ideal_PPRIns中对应重构项,利用熵原理计算扩散制造重构复杂度,即

其中,Pi为重构项为i时,未变动项所占的比例;dij为重构影响因子,用以表征因重构项的不同而产生的对重构系统影响的不同;i=1表示对扩散关键零件工艺中各工序进行调整,此时N=1,pij为需作调整的工序比例;i=2表示对设备进行调整,此时N=3,j=1、j=2、j=3分别为购买、租借及厂内调整位置等状态,pij为在状态j时,调整的设备比例;i=3表示对工装进行调整,此时N=2,j=1、j=2分别为添加新工装、租借等状态,pij为在状态j时,调整的工装比例;i=4表示对物流系统进行调整,此时N=3,j=1、j=2、j=3分别为购买、租借及厂内调整位置等状态,pij为在状态j时,调整的物流装置比例。
表2所示为各重构状态下dij的取值。

表2 重构影响因子dij取值
4 应用实例
为验证所构建方法的有效性,下面通过输出轴扩散制造单元的选择过程说明其应用结果。将生产柱塞和单拐曲轴的扩散单元1、2作为候选对象,相关信息如表3所示。
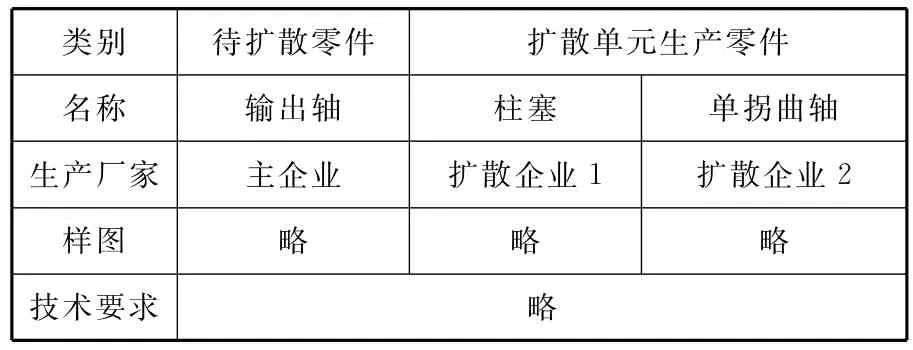
表3 待扩散关键零件与扩散企业生产零件信息
按照主企业的定型工艺,输出轴共需3类设备、7道工序加工完成,根据匹配度计算流程,扩散单元1有C620、M1432两类设备满足输出轴的加工;扩散单元2有C620、M1432、X52K三类设备满足输出轴的加工,所以匹配度分别为66.7%、100%,如表4所示。

表4 匹配度计算
扩散单元接到输出轴生产任务和工艺后,需根据生产要求、自身的实际生产状况,对工艺和单元进行调整,调整的内容如表5所示。
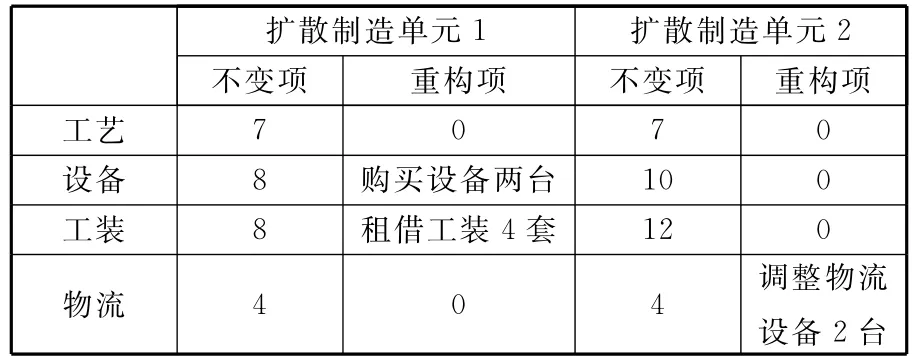
表5 扩散制造单元1、2重构情况
根据扩散制造重构复杂度计算式(2),得出扩散单元1、2重构复杂性的计算结果:
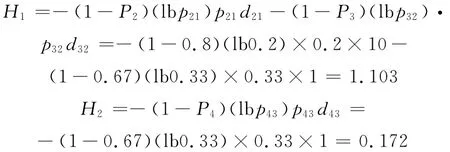
H1>H2,即扩散单元2重构的复杂性要小于扩散单元1,所以,经过基于成组工艺的匹配度和重构复杂度计算得出,满足工艺复制,且重构复杂性小的扩散制造单元为单元2。
5 结语
本文针对面向关键零件的扩散制造单元选择问题进行研究,建立了关键零件制造过程本体PPR模型,设计了关键零件制造任务与扩散制造单元匹配度算法流程,并分析了扩散工艺与制造单元重构性;利用信息熵原理对重构的复杂性进行了度量,完成了扩散制造单元的选择。本文为扩散制造单元的选择提供了新的解决方法。另外,制造单元重构复杂度也可以为外部企业是否参与扩散制造提供决策的依据,具体的评价体系、评价指标将作为后续内容进行研究。
[1] 俞烽,廖文和,郭宇,等.工艺快速扩散系统的研究[J].中国机械工程,2007,18(19):2322-2325.
[2] 俞烽,廖文和,郭宇,等.基于工作流的工艺快速扩散管理[J].计算机集成制造系统,2008,14(2):366-371.
[3] 贺文锐,秦忠宝,何卫平.基于功能语义扩展的网络化制造环境下的资源发现研究[J].中国机械工程,2005,16(11):974-978.
[4] 蔡铭,林兰芬,陈刚,等.网络化制造环境中制造资源的智能发现技术研究[J].计算机集成制造系统-CIMS,2003,9(7):589-594.
[5] Li Xia,Zhang Jianlin,Huang Tao.A Standardized Learning Resources Retrieval System Based on Ontology Matching[J].Lecture Notes in Computer Science,2007,4469:411-421.
[6] 马鹏举,梁正和,卢秉恒,等.基于产品相似性和CCA数据评价的盟员选择策略与算法[J].清华大学学报(自然科学版),2001,41(10):40-44.
[7] 邢建国.定制生产下工艺可重用理论、方法及关键技术研究与应用[D].杭州:浙江大学,2001.
[8] Lemaignan S,Siadat A,Dantan J Y,et al.MASON:a Proposal for an Ontology of Manufacturing Domain[C]//IEEE Workshop on Distributed Intelligent Systems Collective Intelligence and Its Applications.Los Alamitos:IEEE Computer Society Press,2006:195-200.
[9] Hao Yongtao.Research on Auto-reasoning Process Planning Using a Knowledge Based Semantic Net[J].Knowledge-Based System,2006,19(8):755-764.
[10] 许国治.系统科学[M].上海:上海科技教育出版社,2000.
[11] 王先逵.机械加工工艺手册[M].北京:机械工业出版社,2008.
[12] 俞烽.武器装备工艺快速扩散系统关键技术研究与应用[D].南京:南京航空航天大学,2008.
[13] Zhou Meili.Formation Principles and Similarity between Similar Systems[J].International Journal of General System,1999,27(6):495-504.
[14] Sivadasan S,Efstathiou J,Calinescu A.Advances on Measuring the Operational Complexity of Supplier–customer Systems[J].European Journal of Operational Research,2006,171(1):208-226.
[15] Isik Filiz.An Entropy-based Approach for Measuring Complexity in Supply Chains[J].International Journal of Production Research,2009,48(12):3681-3696.
Research on Selection Method of Extended Manufacturing Units Oriented Key Parts
An Bo Liao Wenhe Guo Yu Liu Jiaojian
Nanjing University of Aeronautics and Astronautics,Nanjing,210016
According to the particularity of extended manufacturing which is a tight coupled networked manufacturing model,a selection method of extended manufacturing units oriented key parts was put forward.In the view of manufacturing process,the key parts PPR model was constructed;on the basis of the model,the flow of matching degree algorithm between the manufacturing requirements and the manufacturing capability was designed;the reconfiguration characteristics of process and manufacturing units were analyzed,and based on information entropy theory,the measurement of complexity degree of extended manufacturing reconfiguration was carried out.At last,an instance was provided to testify the validity of the selection method of manufacturing units.
extended manufacturing unit;key parts;part,process and resource(PPR)ontology model;matching degree;reconfiguration complexity
TP391
1004—132X(2011)01—0044—05
2009—12—31
(编辑 卢湘帆)
安 波,男,1981年生。南京航空航天大学机电学院博士研究生。主要研究方向为CAD/CAPP/CAM、制造业信息化。发表论文5篇。廖文和,男,1965年生。南京航空航天大学校长助理、教授、博士研究生导师。郭 宇,男,1971年生。南京航空航天大学机电学院副教授。刘骄剑,男,1985年生。南京航空航天大学机电学院博士研究生。
猜你喜欢
哲学分析(2023年4期)2023-12-21 05:30:27
中学生数理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
中国音乐学(2020年4期)2020-12-25 02:58:06
中国惯性技术学报(2019年6期)2019-03-04 09:50:10
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:54
文学教育(2016年27期)2016-02-28 02:35:15
火控雷达技术(2016年3期)2016-02-06 02:30:28
浙江理工大学学报(自然科学版)(2015年10期)2015-03-01 02:54:43
NBA特刊(2014年7期)2014-04-29 00:44:03
中国商人(2013年1期)2013-12-04 08:52:52
