
自制放疗适形挡块浇铸模具及其治疗中心质量控制
2011-02-01 04:10欧阳水根王小虎高力英
中国医学装备 2011年11期
齐 勇 欧阳水根* 王小虎 高力英
适形放疗作为当今一种先进的放疗方法正逐步在业内推广,放疗适形挡块的制作是实现这一方式的一个重要环节。虽然低熔点铅档块制作技术虽然费工费时,但是,较之电脑控制多叶光栏的射野照射技术的费用却十分低廉,而且遮挡轮廓成型性相对优越,故很适合目前国情[1]。由于其制作工艺涉及因素较多,因此挡块出现误差的机会比后者大。甘肃省肿瘤医院根据适形放疗的实际情况设计了一种使用简单、结构可靠的挡块浇铸模具,并对其组成和使用方法及挡块制作质量控制采取了一些措施。
1 设备与材料
1.1 切割设备
放疗适形挡块的切割设备为手动的SF-1型热丝切割机。
1.2 基本材料
放疗适形挡块的基本制作材料有:①低熔点铅、固定挡块有机玻璃板(简称有机板)、泡沫塑料、口型铝合金,永久强磁铁,扁铁,细少及水泥等;②温控熔化炉;③计量用具(丁字尺、水平尺、直尺等);④BMD-2型模拟定位机(带射野挡块模拟托架)、BJ-6B型直线加速器;⑤拍片车、暗盒、光片及冲片机等。
2 制作方法
2.1 挡块浇铸模具制作
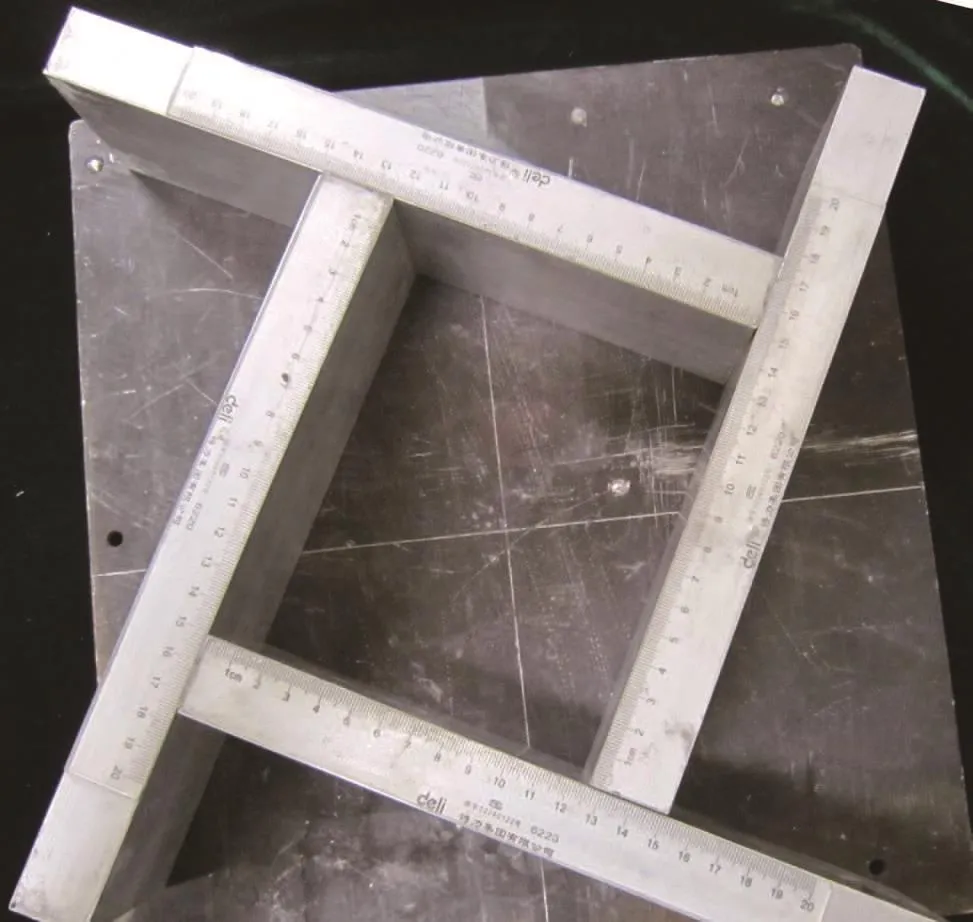
图1 挡块浇铸模具结构
挡块浇铸模具结构如图1所示,它由4块浇铸挡板和底板组成。每块挡板由口型铝合金(高8 cm)切割成长25 cm的挡板,两端端口切割平整、光滑且与挡板长轴垂直。在挡板一端内侧镶有永久强磁铁,如果在挡板两端各放一磁铁,磁铁为长方体结构,共有六个面,每个面各有一个N极和S极,只有极性不同才会相吸,否则相互排斥,造成挡板与挡板或挡板与底板产生缝隙。另一端内侧面镶有大小相同的扁铁,扁铁紧贴内侧面,挡板内其余空间用水泥和细沙(混凝土)以2:1比例加水搅匀后灌入挡板内并不动震动,排去混凝土内的空气,待凝固干燥后在挡板上方用双面胶将直尺固定,直尺的0位刻度线对准含有永久磁铁的模板端,直尺线侧缘与挡板内侧缘平齐。
2.2 浇铸底板的制作
底板由1 cm厚的铁板裁剪成30 cm×30 cm正方形铁板成底板;在底 板上用勾刀刻二条相互垂直的细线,交叉点位于底板近中央处,浇铸整体挡块时会在其整体挡块表面印制整体挡块十字中心线。由于整体挡块固定有机板与治疗机托架插槽之间存在间隙和挡块重力影响等造成射野中心偏移[2],印制整体挡块十字中心线是为其质量控制提供一项方便实施的具体措施。为使挡块托盘水平,在底板下有三个可调节水平的螺钉,二个螺钉位于同一底边两侧,一个螺钉位于对边中点附近。
2.3 即照射区域实心模具的制作
将切割好的适形泡沫塑料(即照射区域实心模具的制作方法可参照文献[3]所做的工作[3])用记号笔在中心十字的延长线与泡沫塑料面分别作4条垂直线,使4条垂直与底板十字重合如图2所示,并在泡沫塑料之上压一个方形铅固定。调整底角螺丝使其水平,根据要求在图形的外周放置模具挡板,使每块挡板0刻度线的一端与另一块有刻度线侧缘面相吸,每块挡板又和底板相吸,磁铁的作用为易于模板组合并减少结合处缝隙,模板按要求组合后即可进行浇铸。当溶铅凝固冷却后,取走模板,最后取出挡块。
2.4 “专用型”有机板托盘的制作
由于有机板托盘与整体挡块结合为一体时,随治疗机架角角度从90o变换为270o时,负(空)载边变为空(负)载边,整体挡块固定有机板上的“十”字刻线不能与照射野灯光“十”字投影相重合。此时,应采用预先在同样的机架、准直器角度及整挡块有机板在承载挡块情况下进行“十”字守位线设置的“专用型”的固定有机板的挡块固定,否则不能使用这种带有“十”字刻线“通用型”的固定有机板来固定挡块[2]。在确保固定有机板的形状、尺寸质量合格为前提,预先将有机板与重量相当的铅挡块用双面胶粘在一起,插入治疗机托架中,将机架角度、准直器转至需要照射的角度,打开射野灯光,将射野开成最大,分别在X轴与Y轴两端贴上纸胶布并用记号笔作灯光“十”字标记,取下有机板,用勾刀在有机板上按X、Y轴刻上“十”字线,即制作好“专用型”有机板。如果将有机板托盘直接放在底板上,直接将低熔点铅浇铸在托盘上,由于有机板托盘受热后易产生变形而导致治疗机托架的插槽插拔困难,再则如果在有机板托盘上进行浇铸会损伤托盘表面,造成划痕使其透明度下降,致使摆位检查射野灯光“十”字和托盘上“十”字的重合难以辨别而造成错觉,给操作带来不便。

图2 挡块浇铸泡沫模具结构
2.5 铅模与有机的组装
在整体铅模4个角的端表面贴上少许双面胶,将“专用型”有机板托盘上的“十”字刻线与印制在整体铅模上的“十”字线对准并粘贴固定后在台钻上打孔安装固定螺丝即可。
3 讨论
自2009年7月至2011年4月对212例患者共计424块适形整体挡块进行了验证。所有患者均在首次上机治疗前在BJ-6B型加速器上进行射野验证,在加速器上拍摄验证片之前,先制作一个有坐标标记的托盘,托盘为有机透明玻璃,要求托盘插入托架中固定,托盘厚度为10 mm并分别在射束中心轴和离X、Y轴两侧投影到等中心的距离4 cm处打5个直径<0.5 mm的孔并灌注铅。然后将患者按计划要求进行摆位,摆位完成后插入带有坐标标记的托盘,验证片采用双药膜面的普通X线片装入CAWO型兆伏级暗盒中置于机架对侧垂直于射线束。为防治图像在拍摄中畸变;当机架角角度为90o或270o时可采用水平尺检查暗盒在射束X轴方向是否与射线束垂直,Y轴方向可采用两把同一型号丁字尺改制成工字尺检查暗盒是否垂直于射线束,同时保证验证片的源片距与计划片的源片距一致,甘肃省肿瘤医院放疗科通常用的源片距为135 cm[4-5]。采用双曝光法,即第一次曝光射野大小为40 cm×40 cm,机器跳数为5 MU;第二次曝光的射野由插上适形挡块给定,机器跳数为2 MU,完成后冲洗验证片。
结果显示,所有射野挡块均存在程度不一的制作误差,其中制作过程所有环节均处于较好质量等级的组合其制作误差最小。在424块挡块中有347块中心十字误差在1 mm以内,占81.8%,有60块挡块中心十字误差在1~2 mm,占14.2%,有17块中心位置≥3 mm,占4%,视为不合格挡块。如果仅是中心偏差,而射野外缘形状一致,通过简单测量和计算偏量,从新调整挡块在托盘上组装位置,不须重新制作挡块,但需重新拍摄验证片,否则重新制作挡块。
4 结语
制作材料的质量(尤其是泡沫塑料的质量)、切割设备的机械精度、制作人员的技术水平(尤其是操纵手动切割机切割泡沫的技术)、治疗机的精度(的质量托架固定装置)及挡块的重力等是形状误差产生的主要原因;制作人员的校验水平及泡沫模型或挡块铸件的定位与固定是否均经过治疗机或模拟机(带模拟托架)的严格校验则是位置误差产生的主要原因,也是目前已开展低熔点铅挡块技术的放射治疗机构所普遍遇到的难题[1]。通过在挡块制作过程中将射野中心“十”字印制在挡块上,通过专用型托盘上“十”字将挡块中心“十”字与治疗机中心“十”字重合,可有效地克服位置误差的难题。并将误差缩小至临床允许范围之内。
放疗适形挡块浇铸模具装置操作简单、方便、可靠,解决了现有装置存在的许多问题,并提高了制作效率与质量。
[1]卢杰,钟宁山,李亦斌,等.低熔点铅挡块制作的误差分析和质量控制探讨[J].中华放射肿瘤杂志,2000,9(2):118-119.
[2]欧阳水根,魏玺仪,刘志强,等.治疗机托架对鼻咽癌整体挡铅位置的影响及相应的质量控制措施[J].中国医学装备,2009,6(4):21-23.
[3]欧阳水根,王小虎,魏玺仪,等.Photoshop在鼻咽癌整体挡铅中的应用[J].医疗装备,2009,22(6):7-9.
[4]欧阳水根,王小虎,刘志强,等.Photoshop图像处理软件在放疗中射野验证的应用探讨[J].中华放射肿瘤学杂志,2010,19(1):53-55.
[5]欧阳水根,王小虎,刘志强,等.Photoshop在射野验证中的应用和治疗机托架对整体挡铅位置影响的质量控制[J].中国医学物理学杂志,2009,26(5):1379-1383.
猜你喜欢
医疗装备(2022年20期)2022-11-10
地震工程与工程振动(2022年3期)2022-07-21
环球市场(2021年33期)2021-12-17
装备制造技术(2020年11期)2021-01-26
四川建筑(2020年1期)2020-07-21
中国医学物理学杂志(2020年6期)2020-07-10
中国医学装备(2019年1期)2019-02-14
汽车实用技术(2018年18期)2018-09-26
价值工程(2017年31期)2018-01-17
中国医学装备(2017年4期)2017-04-20
