
可切削石蜡在熔模铸造中的应用
2011-01-24 00:40胡增荣
铸造设备与工艺 2011年2期
胡增荣
(南京铁道职业技术学院,江苏 苏州 215137)
如何快速经济地生产形状复杂的单件或批量很小的产品,尤其是当零件材料为难加工材料的,是当前很多单位关注的一个问题。比如在设备维修中一些复杂配件可能也需要快速的生产制造出来,还有在新产品开发的时候,更是需要能够快速,精确地制造出原型产品,再有就是各种难加工的合金或高温合金零件,难以应用普通的机加工方法制造。相应地各种快速成型技术也应运而生,其中熔模铸造是快速成型精度较高实体零件的一种重要方法。
1 熔模铸造
熔模精密铸造又称失蜡法铸造,是一种少切削或无切削的零件制造工艺,是铸造行业中的一项优异的工艺技术,其应用非常广泛。它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其它铸造方法要高,甚至其它铸造方法难于实现的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。
现代熔模精密铸造是在古代蜡模铸造的基础上发展起来的。 熔模铸造工艺,简单说就是用易熔材料(例如蜡料或塑料)制成可熔性模型(简称熔模或模型),在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水或加热的方法从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,最后将铸型放入焙烧炉中经过高温焙烧(如采用高强度型壳时,可不必造型而将脱模后的型壳直接焙烧),铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。
熔模铸造最大的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用熔模铸造方法可大量节省机床设备和加工工时,大幅度节约金属原材料。
熔模铸造方法的另一优点是,它可以铸造各种合金的复杂的铸件,特别可以铸造高温合金铸件。如喷气式发动机的叶片,其流线型外廓与冷却用内腔,用机械加工工艺几乎无法形成。用熔模铸造工艺生产不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。
2 可切削石蜡
所谓的可切削石蜡就是具有良好的硬度,优秀的抗拉性和韧性,可满足各种机床的切削要求的石蜡材料。该材料国内外均有生产,目前主要用于数控加工的首件试切,验证加工程序;CNC教学实训,以及新产品原型制作等。
3 可切削石蜡应用于熔模铸造
将可切削石蜡用于熔模精密铸造可以快速制作出具有实际功能的原型零件,在设备维修和新产品试制中有着广泛的应用。其思路是使用可切削石蜡在在数控机床上直接加工出熔模,对加工出的熔模进行处理后用于熔模制作中。相较于传统的使用压型制作熔模的方法,用切削加工就可以省去熔模压型模具的制造,对于单件或小批零件能节约成本,增加工艺灵活性和反应速度,有很大的现实意义。
4 实验及结果分析
为了验证这一思路的效果,我们与一熔模铸造厂联合进行了相关实验。实验材料用的是青岛同泰蜡业有限公司生产的可切削石蜡,其物理特性为:比重为 0.9 g/cm3~1.98 g/cm3邵氏硬度(Shore D)为40-50软化点温度为140℃。采用万能加工中心机床在整块蜡的坯料上加工出零件的完整外形,然后再将零件从坯料上切下来,然后对蜡模进行表面处理,先后经过制壳,烧芯,用砂围芯,浇铸,去壳去毛刺,清理喷丸最后得到成品零件如图1所示。所得零件表面光洁,尺寸符合预设要求,经过简单打磨便可以直接使用。
蜡模在机械加工中发现以下问题:首先由于石蜡材料硬度较低,使得对工件夹持几乎无可避免的造成材料表明损伤,这样就要求零件最好一次装夹完成全部或绝大部分加工工作,并且夹持的部位不能位于零件上,如图1实验零件就是夹持方形石蜡底部,一次装夹加工完上面的形状,然后用小的立铣刀将其切割下来,再修整得到的。这样既增加加工难度,也浪费材料。再有就是,由于石蜡材料强度的限制,被加工零件上不能有大的悬伸结构,也不能有复杂的腔体,另外由于受排屑的影响,被加工零件上也不宜有深沟、窄的不通槽,否则由于切屑磨损并粘结到被加工表面,会使被加工表明质量明显恶化。蜡模机加工的过程中还要控制温升,当温度高的时候蜡会变软,加工后的制件不容易保持精度。所以在选择使用机加工的方法制作蜡模时,首先要尽量选择硬度、强度较高,软化点温度较高的可切削石蜡材料,同时要考察被加工零件的结构特点,看其是否适合用石蜡进行机加工得到,如上面提到的很多结构形式并不适合使用石蜡切削加工。
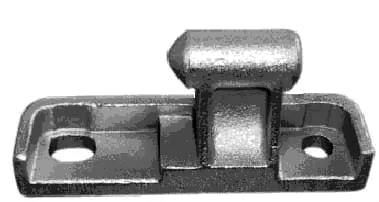
图1 试验零件
5 总 结
由于使用可切削石蜡能够快速加工出原型零件,并且石蜡材料成本较低,可以使用大切削量高速切削,对刀具几乎无磨损,也不需要使用切削液,与传统的熔模制造方法相比可以省去蜡模,能够快速的将设计意图转变为实物,也能够制造难以加工的单件零件,如各种合金和高温合金的复杂铸件,有些零件地材料用普通机加工的方法很难加工,却可以方便地使用机加工蜡模进行熔模快速铸造。所以其主要用于结构适合的,新零件试制、单件小批量生产,维修件制作,蜡模压模制造前的零件验证等。
[1]胡增荣.快速模具制造技术在砂型铸造模具上的应用[J].铸造设备研究,2005(5):29-32.
[2]姜不居.精密熔模铸造[M].北京:机械工业出版社,2007.
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
煤气与热力(2022年2期)2022-03-09
课程教育研究(2021年24期)2021-04-14
兽医导刊(2020年9期)2020-05-20
制造技术与机床(2019年8期)2019-09-03
新商务周刊(2018年16期)2018-12-06
电子制作(2018年14期)2018-08-21
中国铸造装备与技术(2017年6期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
北京航空航天大学学报(2017年5期)2017-11-23
