
模样开口角度对镁合金消失模铸造流动性的影响
2011-01-24 00:40李秋书宿文龙宋立波
铸造设备与工艺 2011年2期
刘 芳,李秋书,宿文龙,宋立波
(太原科技大学,山西 太原 030024)
AZ91镁合金是应用最广泛的镁合金,它的特点非常适合消失模铸造工艺。由于镁合金的密度、压头作用和热含量都很低,同时结晶温度范围较宽,所以其流动性能比较差。因此本实验通过研究模样形状对镁合金流动性的影响,试着在改变试样形状方面来改善镁合金的充型能力。
1 实验条件及方案
实验中用到的模样、横浇道、直浇道均用密度为0.015 g/cm3可发性聚苯乙烯泡沫塑料(EPS)板材,经电热丝切割成形,然后用WHP-1胶黏接成实验所需的模组。模样形状及浇注系统的组装形式分别如图1和图2所示。模样形状分为四种:一种是开口角度为40°,第二种是开口角度为20°,这两种模样前端是扩展的。第三种是开口角度为-6°,即模样前端收缩的。第四种是角度没有变的条状模样,设定其角度为 0°[1]。为保证模样密度均匀,EPS板材切去厚度为5mm的表面。模组表面刷水基粉末涂料,并置于50℃的烘箱中干燥4 h,干后涂层厚度约为0.5mm。
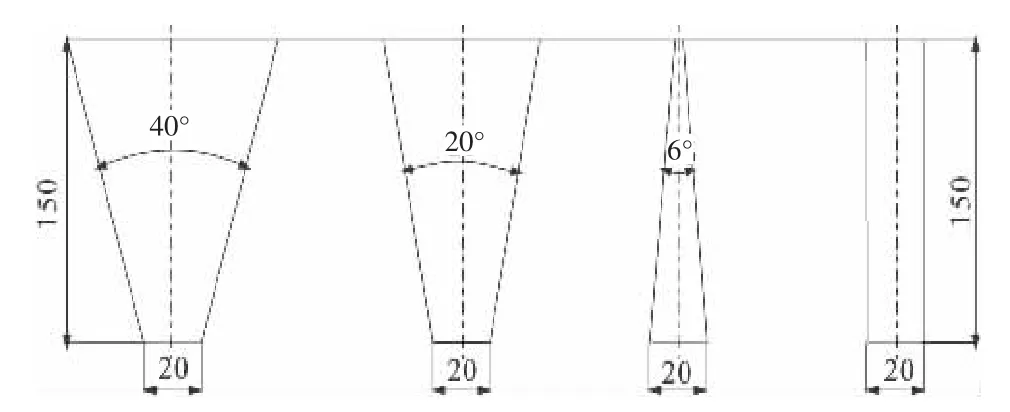
图1 试样的尺寸及开口角度
实验分为三组,第一组浇注温度为670℃,模样厚度为4mm,;第二组模样浇注温度为700℃,模样厚度为4mm;第三组浇注温度为670℃,模样厚度为8 mm。

图2 试样与浇注系统的组装形式
2 实验结果与分析
实验结果见表1和图3。
从表1中可以看出,第1,2,3组都是流动长度随着开口角度的增大而增加。比较第1组和第3组,浇注温度均为670℃,但是第3组模样厚度为第1组的两倍,其流动性明显好于第1组,并且开口角度20°的基本充满,角度为40°的已经充型完整。比较第1组和第2组可以看出虽然两组模样的厚度一样,但是第2组的浇注温度高于第一组,造成第2组的流动性比第1组的要好。从图3开口角度和流动长度的关系曲线图上也可以看出,浇注温度和模样厚度对流动性有一定影响。

图3 开口角度与流动长度的关系
对于消失模铸造来说,浇注温度一般要比砂型铸造的要高,这是因为消失模铸造中用到的泡沫模样气化所需的热量必须从金属液中获得,这势必降低金属液的温度和充型速度。适当地提高浇注温度,提高了模样的融化速度,同时金属的过热度增大从而延迟了金属的凝固[2]。670℃低温浇注,金属液热量低不足以完全熔化泡沫模样,导致充型不满。
消失模铸造中高温金属与泡沫塑料模样发生复杂的物理化学反应,分解产物对金属液流动影响很大,因此造成消失模铸造过程中金属液的流动特性与砂型铸造等传统铸造有很大差别。消失模中金属液在金属压头的作用下不断向前推进,液流前沿与白模相互作用,在金属-白模-涂层作用区,反应产物的生产与排出速度制约着金属液的流动,研究表明可以用铸件局部的体积反映分解产物的数量,用与涂层接触的表面积反映分解产物排出的通道大小,因此体积和表面积之比综合反映了分解产物产生与排出的能力。在消失模铸造充型过程中,模样几何形状对流动性的影响也可通过模样的模数和模样的表面积来表示。模数为模样横截面积与截面周长之比,它反映了过热金属在凝固前必须散失的热量及热量散失的速度[3]。
现主要探讨一下开口角度对流动长度的影响。图4为不同开口角度模样形状,开始时模样截面面积都是一样的,且厚度保持不变。由于图4a)、b)两图模样的开口角度不一样导致前端截面面积和体积均发生了变化。图4b)中已经用虚线画出图4a)的模样,很明显,开口角度为2θ的模样横截面积和体积均大于没有角度变化的。若单独考虑体积的影响,图4b)模样体积大,那么流动金属前沿模样气态热解产物增多,不仅对充型的金属液造成了较大的反压力而且增加了金属熔解模样热阻,会造成金属液流动性的降低。这可以称为开口角度的负面影响。可是实验结果却显示随着开口角度的增大,AZ91镁合金的流动性增强。这就不得不考虑另外一个影响因素—模样表面积。模样表面积反映了分解产物排出通道,图4b)的模样表面积大于图4a)的,因此其分解产物排出量也就比图4a)的多,金属液流动前沿气隙压力减小,流动性将增强。这可以称为开口角度的正面影响。为了能够反映出正负作用的综合影响,现在用模数来表示其大小。下面将证明开口角度大的模样模数比开口角度的大。
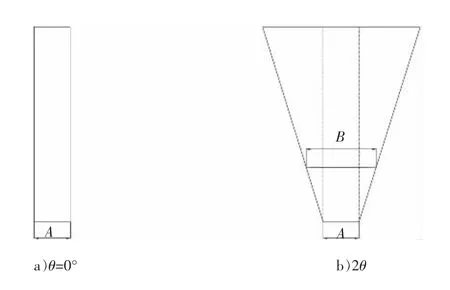
图4 不同开口角度模样形状
模样刚开始时的截面宽度A都是一样的,并且模样厚度一直不变,由于开口角度的不同导致前沿横截面积发生了变化。为方便计算先将参数设定如下:
A表示没有角度变化的模样宽度,B表示开口角度为 2θ(0<2θ<90°)的模样宽度,由前面所述可知,刚开始时A=B,后由于角度变化导致B>A。δ表示厚度,S表示横截面积,C表示截面长度,R为模数。
假设金属液向前流动了单位长度,则此时的B可以由三角函数关系式和比例关系式得出:

∵横截面积均为矩形。

从上面数学关系式的推导得出开口角度大的模数大于没有角度变化的模样,同理可以证明开口角度为负值的模样模数会小于没有角度变化的模样模数。对这类情况的理解也可以是认为模样厚度没变,宽度变大的影响。宽度增大一方面增大模样的模数,提高了模样单位表面积的热含量;另一方面,模样周长的增加也增大了模样热解产物的排出通道,因此,提高了AZ91镁合金的流动性。同样的道理,模样宽度保持不变,模样的厚度增大,模样的模数变大,AZ91镁合金的流动性增强。
3 结 论
在消失模铸造中,模样的形状对AZ91镁合金的流动性有影响。随着模样开口角度增大,镁合金的流动性越好。
[1]袁中岳,张忠明,黄俊.消失模铸造液流前沿扩展过程对充型能力的影响[J].铸造技术,2000(5):47-48.
[2]丁文江.镁合金科学与技术[M].北京:科学出版社,2007.:235-236.
[3]陶杰,刘子利,崔益华.有色金属消失模铸造原理与技术[M].北京:化学工业出版社,2006:17-18.
猜你喜欢
水资源开发与管理(2022年12期)2023-01-14
表面工程与再制造(2022年1期)2022-05-25
能源工程(2021年2期)2021-07-21
大型铸锻件(2021年3期)2021-04-30
重型机械(2020年3期)2020-08-24
绿色科技(2020年11期)2020-08-01
中国铸造装备与技术(2019年2期)2019-04-01
科学中国人(2017年35期)2017-06-08
中国铸造装备与技术(2016年2期)2016-07-07
重型机械(2015年3期)2015-04-09
