
无线网络技术在汽车底漆涂装自动控制线上的应用
2011-01-22 07:26郑顺璋
装备制造技术 2011年2期
郑顺璋 ,冯 宾 ,王 浩
(1.合肥黎明水电安装有限公司,安徽合肥230041;2.安徽生物工程学校,安徽合肥230041)
汽车涂装底漆生产线(即驾驶室前处理和电泳),主要由焊装好驾驶室白车身进行预脱脂、脱脂、第一水洗、表调、磷化、第二水洗、去离子水洗、电泳、UF超滤水洗、超滤水洗、去离子水洗等各工艺槽体系统和自动化输送系统两部分组成。是汽车涂装的第一道关键工序,底漆品质的好坏,直接关系到面漆附着力和驾驶室防腐能力,而底漆生产线的输送机构的自动化程度及好坏,又直接影响底漆涂装的品质和生产效率。
1 滑触线自行小车的控制方式
目前滑触线自行小车控制方式主要有:分区供电方式、车载PLC到站发信方式、现场总线方式(如Profibus、Field Bus、Device Net)、调制解调方式等。在安装过程中,所需的排线施工和校验的工作施工量较大,现场改造周期较长;在生产中滑触线联络方式易产生抖动、干扰、丢失等弊端,特别是需要解决滑触线方式信号传输量限制的根本问题。另外,生产现场动力电缆和信号电缆交错纵横,涂装车间生产现场环境恶劣,线缆极易老化失效,因此以上方案用在此项目上很难实施。
无线通讯具有的优势是:覆盖面广,频率高(2.4 GHz)不易受干扰,可适应比较恶劣的环境(如涂装车间);安装方便,施工快,免除大量的硬线(多芯电缆)现场施工;应用界面开放,调试维护方便;扩展容易,柔性程度高;数据交换量大,能实现全数据采集。
采用无线局域网TCP/IP模型允许从一台机器发出的字节流,无差错地发往互联网上其他机器,实现地面主站与所有车载系统通讯及车载系统之间的通讯。
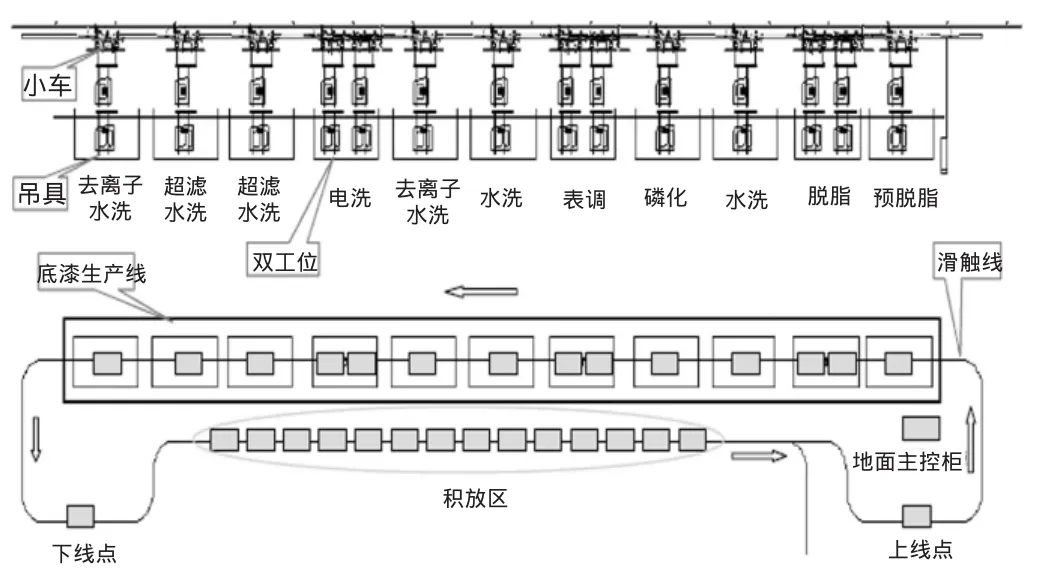
图1 底漆生产线工艺布局图
2 无线监控系统的构成
新制葫芦自动控制小车18台,采用车载独立PLC控制方式。采用无线通讯系统,使用无线网络实现地面主站与车载系统通讯,小车与小车之间通讯,实现系统信息实时交换和采集。增加行走驱动电机功率,并改为变频控制方式,以提高对工艺要求的高、低速的适应性和运行的平稳。升降葫芦由单速变为双速,实现高低速切换运行,提高驾驶室入槽平稳可靠。各自行葫芦小车配置P+F位置编码器,通过RS485接口直接与PLC通讯,实现包括:工艺识别、定位识别和防撞保护功能,无机械摩损,无需参考点,绝对位置测量,实时检测,最大限度地实现小车的智能化。
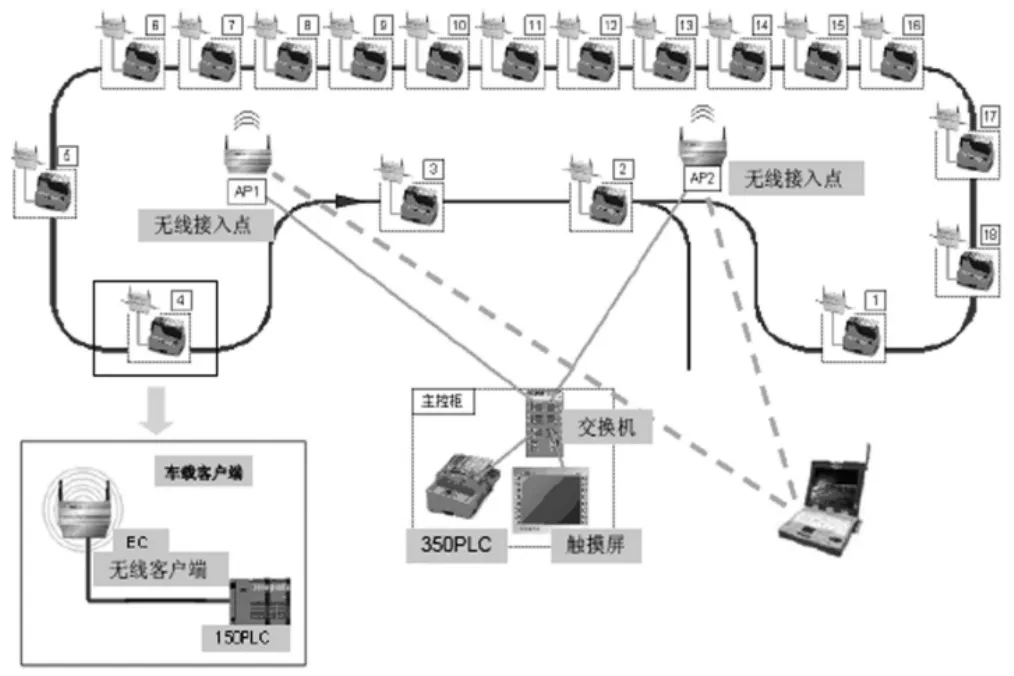
图2 无线系统网络图
3 无线监控系统的硬件设计
3.1 系统主要硬件配置
系统主要硬件配置见表1所列。
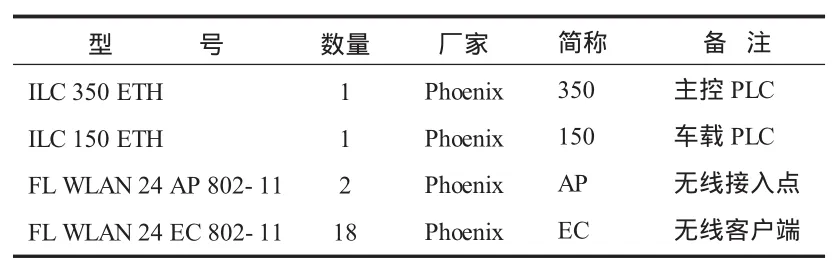
表1 无线监控系统主要硬件配置表
本系统选用菲尼克斯系列产品设置有2个无线接入点(AP),18 个无线客户端(EC)。
自动控制线采用了安装2个AP的方案(如图3所示),考虑到其中任一台AP出现故障,另一台AP仍然可以确保网络正常运行,起到备用的作用,提高了系统的可靠性。另外采用了2个AP可以实现漫游通讯,两台AP都正常时,不管小车运行到哪个位置,都能保持很好的信号强度,保证了可靠的通讯品质(30 dB以上)。
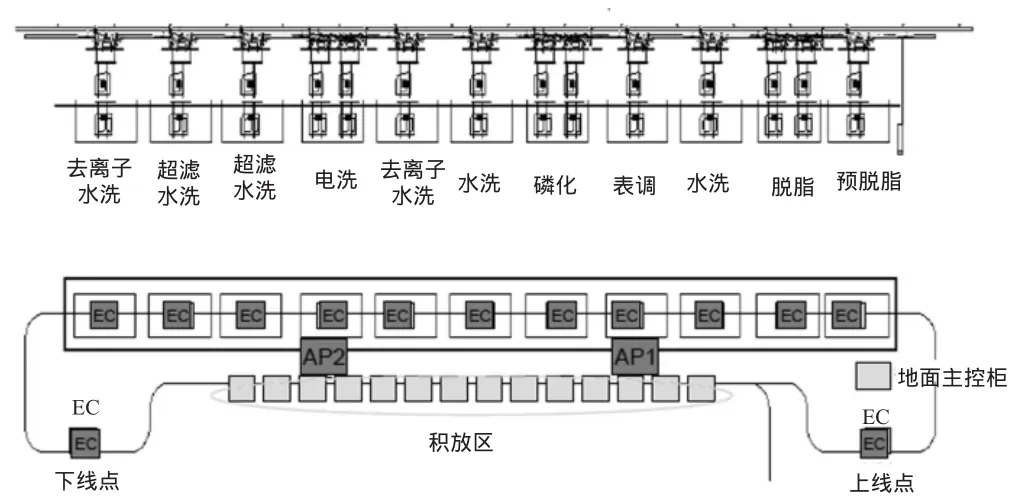
图3 AP、EC位置
在每台小车上安装了一个EC,通过以太网线与150PLC连接,EC具有漫游功能,根据信号强弱自动选择离得最近的AP通讯,这样车载150PLC就可以保持很好的与地面ILC350主PLC数据通讯了。
本系统选用菲尼克斯公司350 PLC作为地面主控PLC,处理所有地面与小车、小车与小车之间、输送系统与工艺设备的数据交换,及生产线所有信息的采集与监控。通过以太网接口与交换机连接,可直接与AP通讯;选用菲尼克斯公司150 PLC作为车载PLC,完成小车启动、停止、吊具的升降及各工序工艺时间的控制,实现小车的智能化。通过以太网接口与EC连接,再通过无线网络与AP通讯,从而实现车载PLC与地面主控PLC的数据交换。
2.2 单片机与PLC通信硬件的实现
系统采用AT89S51单片机为核心,由于单片机串行口输出的是TTL电平,而PLC自由口输出的是RS-485信号,所以可以通过AT89S51的串行口与MAX485芯片相连,然后与PLC的RS-485口进行通信。单片机的串行通信线RXD和TXD通过电路转换为RS-485信号和PLC通信。
3 无线监控系统的软件设计
3.1 EC应用模块设计
AP将分配唯一的网络ID,分配成功后,用以实现在这唯一ID表示的网络中进行收、发数据,即使EC节点还处于另外一个网络之中,也不与其协调器通信,而只识别与其本身网络ID相同的AP。当发送节点初始化后,首先寻找与其绑定的协调器建立的网络,等待AP将其加入网络中,进行无线通信。每个发送节点的软件设计是相同的,其流程如图4所示。
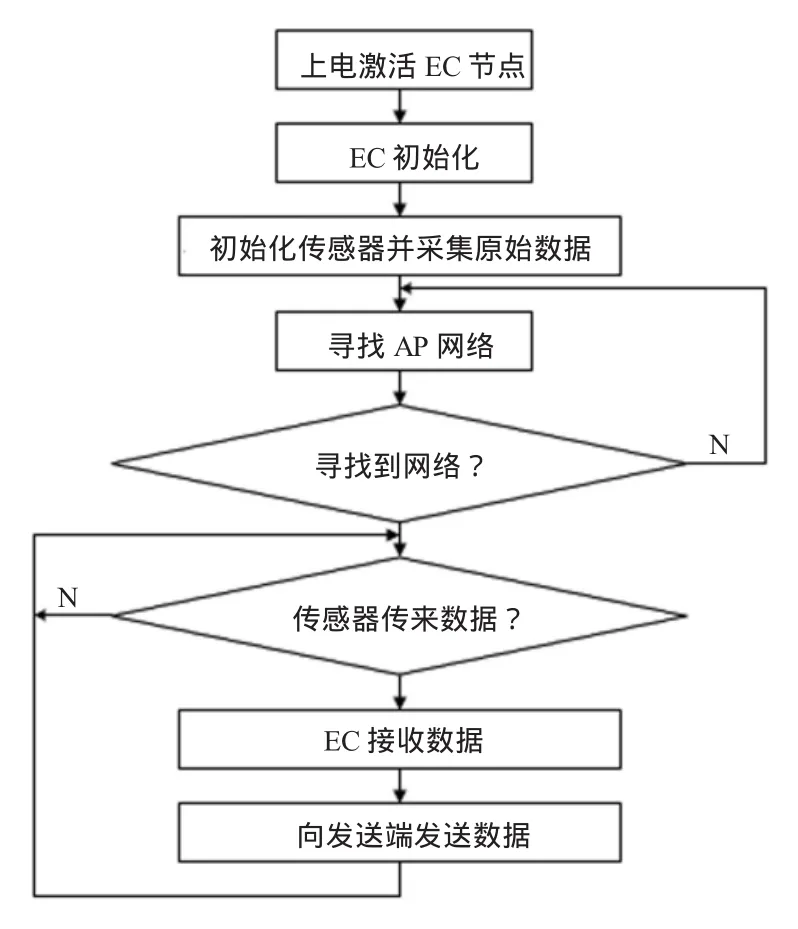
图4 EC端流程图
3.2 AP应用模块设计
AP节点的无线射频模块接通电源并且复位后,首先要开始建立一个具有唯一ID标识的网络,应答与其绑定的各个发送模块的请求,并将其加入到网络中,同时为每个发送模块分配本网络内唯一的16位地址之后,等待发送端发送数据,当检测到有数据时,便接受这些数据,并通过RS485将接收端数据包传送给PLC主机。接收端流程如图5所示。
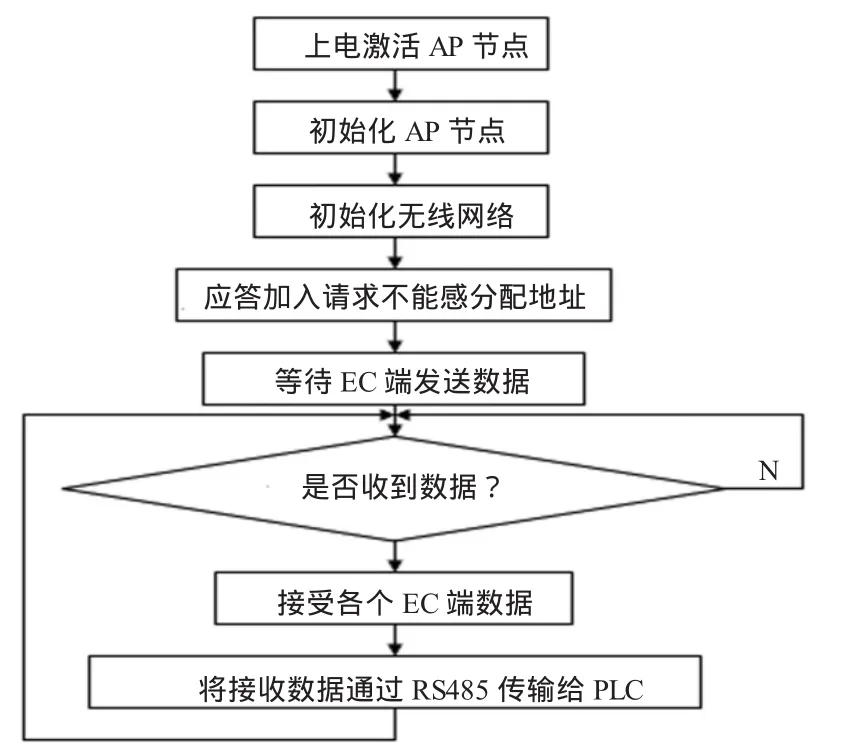
图5 AP端流程图
4 结束语
此项目现已改造完成,从调试开始到开线生产,一直表现得相当稳定,具有兼容性好、系统界面全开放、调试简单方便、信息交换量大、柔性程度高、扩展容易等优点。基本上做到闭环控制,提高了可靠性和稳定性,也给操作和维护带来了方便。通过此项目,证明了无线网络通讯可靠,应用在环行自行小车自动控制系统中,能够充分发挥其优势,尤其是在旧线的改造上。
[1]孙 戈.短距离无线通信及组网技术[M].西安:西安电子科技大学出版社,2006.
[2]张少军.无线传感器网络技术及应用[M].北京:中国电力出版社,2010.
[3]杜晓通.无线传感器网络技术与工程应用[M].北京:机械工业出版社,2010.
[4]麻信洛,李晓中,等.无线局域网构建及应用[M].北京:国防工业出版社,2009.
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
载人航天(2021年5期)2021-11-20
铁道通信信号(2020年12期)2020-03-29
铁道通信信号(2020年8期)2020-02-06
科学咨询(2020年37期)2020-01-06
汽车维修与保养(2019年3期)2019-06-19
汽车维护与修理(2018年8期)2018-08-07
消费导刊(2017年24期)2018-01-31