
压力棒隔距块在棉纺中的应用探讨
2011-01-19 10:23沈红艳刘义龙
山东纺织科技 2011年6期
沈红艳,刘义龙(, )
细纱钳口隔距块是保证胶圈钳口大小的关键部件,它关系到主牵伸区中部摩擦力界的强度。隔距块大小即钳口隔距是细纱工序的一个主要工艺参数[1]。钳口隔距与纺纱号数有关,一般来说,所纺纱线越粗,隔距块则大;所纺纱线越细,隔距块则小,但在棉纺中对不同规格压力棒隔距块纺各号数纱线的研究还较少。
1 压力棒隔距块的原理
压力棒隔距块的主要工作原理是当须条进入牵伸区时,即在胶圈钳口至前罗拉间的浮游区中,增加了压力棒,压力棒的弧形边缘与被牵伸的须条接触,在浮游区内增加了附加摩擦力界,使牵伸区内纤维的摩擦力界分布显著增强,加强了对纤维运动的控制,使纤维的变速点分布能够集中稳定地靠近前钳口,减少了纤维位移量的变化,有利于改善条干均匀度[2]。
2 实验部分
2.1 试验条件
实验机型为FA506型细纱机,采用WRC-965胶辊、YJ2-142C型摇架和瑞士Bracker公司钢丝圈。
测试仪器:长岭纺电YGl72A型纱线毛羽测试仪;YG063型全自动纱线强力仪;YG135G型条干均匀度测试分析仪。
测试条件:温度(22±2)℃,湿度(55±5)%RH。
2.2 试验原料
CJ14.6 tex细纱:纯棉精梳粗纱,定量4.25 g/10 m,捻系数114;
CJ9.7 tex细纱:纯棉精梳粗纱,定量3.5 g/10 m,捻系数104;
CJ7.3 tex细纱:纯棉精梳粗纱,定量3.0 g/10 m,捻系数102.3。
3 实验结果与分析
为了合理布置牵伸区中的摩擦力界,加强浮游纤维运动的控制以改善细纱条干,在细纱牵伸区采用压力棒隔距块[3]。
为了进一步分析压力棒隔距块在棉纺中对成纱质量的影响,试验将采用不同的号数和不同压力棒隔距块纺出来的纱线进行对比分析。
3.1 压力棒隔距块对成纱条干均匀度的影响
从表1数据可以看出:
(1)纺CJ14.6 tex纱时,采用不同型号的压力棒隔距块的效果比普通隔距块条干CV好,尤其是加装3.0mm隔距块后条干CV降低了0.7个百分点,千米细节减少了78%,千米粗节减少了46%,千米棉结减少了34%。

表1 压力棒隔距块对CJ14.6 tex CJ9.7 texCJ7.3 tex纱条干的影响
(2)纺CJ9.7 tex和CJ7.3 tex纱,采用2.5 mm隔距块效果最佳,条干CV降低约0.8个百分点,千米细节减少约50%,千米粗节减少约35%,千米棉结减少约20%。
(3)对于CJ7.3 tex纱,纱号细,粗纱定量轻,细纱主牵伸区内的纤维相对较少,且须条存在少量的短纤维,导致纤维之间联系力弱,前区附加压力棒隔距块后加强了对纤维运动的控制,使纤维的变速点集中向前钳口靠近,使成纱条干得到较显著的改善[4],因此压力棒隔距块能明显改善细特纱的条干水平,减少了千米细节、粗节和棉结粒数[5]。
3.2 压力棒隔距块对成纱毛羽的影响
由表2中的数据清晰可知,纺CJ14.6 tex纱时,2.8 mm的压力棒隔距块可以使毛羽数降低0.8根/10 m; 纺CJ9.7 tex纱时,使用2.5 mm的压力棒隔距块毛羽数降低0.7根/10 m; 纺CJ7.3 tex纱时,采用2.5 mm压力棒隔距块纱线毛羽降低了0.8根/10 m。
总之,压力棒隔距块对各特数的纱线毛羽影响不是很明显,但使用不同压力棒隔距块后纱线毛羽出现波动的现象,因此,在纺纱时要合理选用压力棒隔距块,以期得到较好的纱线毛羽[6]。

表2 压力棒隔距块对CJ14.6 tex CJ9.7 texCJ7.3 tex纱成纱毛羽的影响
3.3 压力棒隔距块对成纱强力的影响
从表3中的数据看出,纺CJ14.6 tex纱时,2.8mm的压力棒隔距块可以使断裂强力增加3.5 cN;纺CJ9.7 tex纱和CJ7.3 tex纱时,采用2.5 mm的压力棒隔距块可以使断裂强力上升约3 cN。
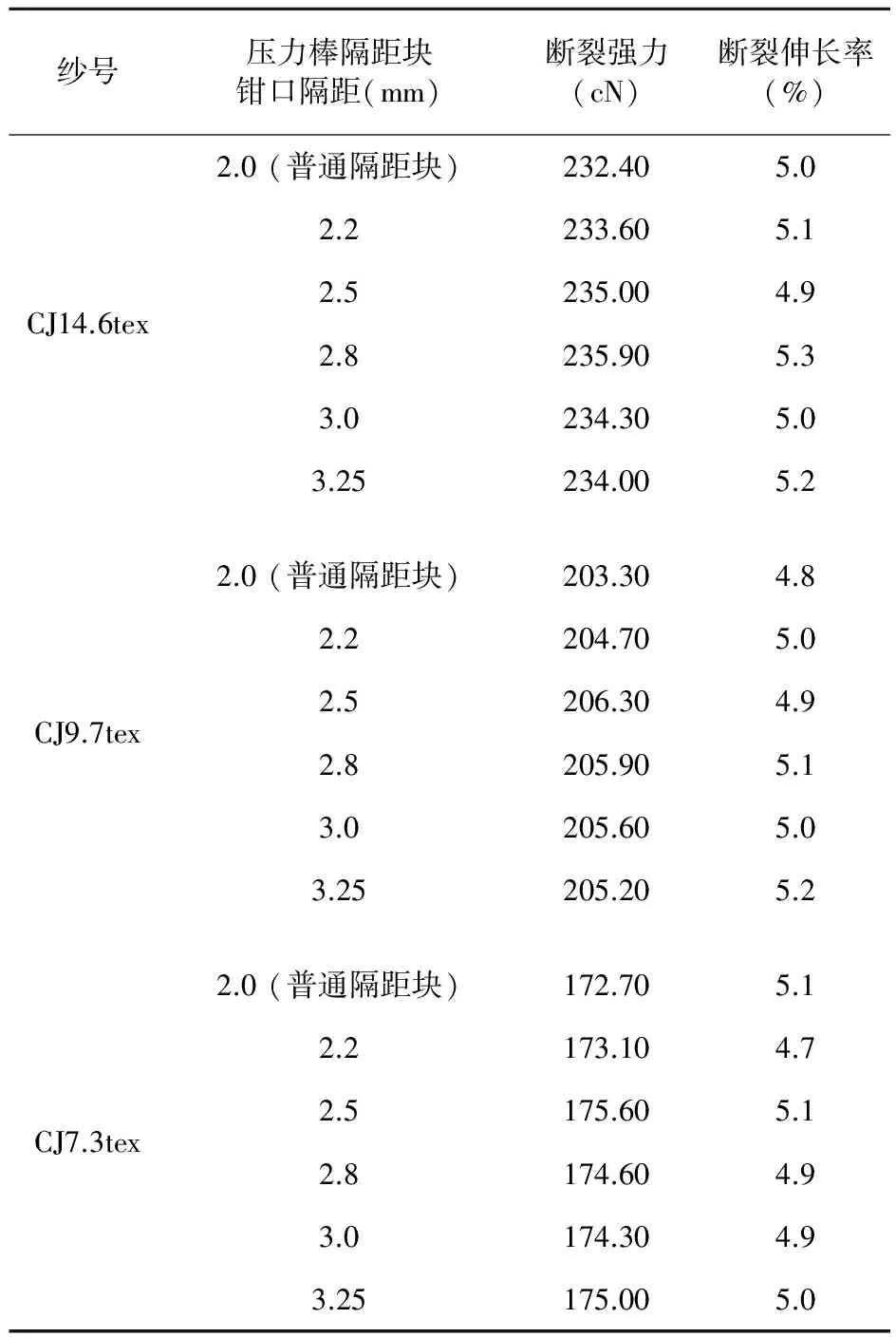
表3 压力棒隔距块对CJ14.6 tex CJ9.7 texCJ7.3 tex纱成纱强力的影响
总之,前区附加压力棒隔距块后,断裂强力、断裂伸长率和断裂时间变化都不大。压力棒隔距块在前牵伸区建立了一个附加摩擦力界,使其合理控制和调节前区纤维须条,减少浮游纤维提前变速的机会,有利于纤维伸直平行,使纱线强力略有增加但增幅较小[7]。
4 结论
在棉纺中采用压力棒隔距块后,牵伸区内的浮游纤维得到有效控制,从而改善了纱线条干均匀度,减少了粗节、细节和棉结个数,但对纱线毛羽和强力影响较小,并且不同的纱号要选用合适的压力棒隔距块才能达到理想的纺纱效果[8]。
[1] 蔡志勇,陈名均.细纱牵伸器材及工艺配置对成纱细节的影响[J].棉纺织技术,2005,33(8):8—10.
[2] 叶向阳,谢建彬,王小龙.使用压力棒隔距块生产纯棉特细号纱的实践[J].棉纺织技术,2009,37(4):43—45.
[3] 苏旭中,谢春萍,杨丽丽.附加压力棒曲线牵伸上销对成纱质量的影响[J].棉纺织技术,2006,34(9):43—44.
[4] 赵长万.细纱牵伸区附加压力棒的应用分析[J].棉纺织技术,2007,35(6):362—364.
[5] 李克来,周三喜,高海梅.细纱前区加装压力棒的纺纱实践[J].棉纺织技术,2007,35(9):42—43.
[6] 向斌.浅谈纱线毛羽的产生原因及预防措施[J].棉纺织技术,2010,38(2):120—123.
[7] 梅自强.纺织器件、专件要着力提高质量,提高工艺性能[J].纺织器材,2008,35(3):1—2.
[8] 高小亮,谢春萍,郭光龙.紧密纺牵伸部分主要工艺对成纱质量的影响[J].上海纺织科技,2008,36(3):41—42.
猜你喜欢
一重技术(2021年5期)2022-01-18
国际纺织导报(2021年1期)2021-04-20
重型机械(2020年4期)2020-06-29
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
现代冶金(2018年1期)2018-04-08
大型铸锻件(2015年4期)2016-01-12
合成纤维工业(2015年3期)2015-08-05
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
山东纺织科技(2014年2期)2014-12-03
