
海德汉iTNC530的Q参数编程在压气机叶轮制造中的应用
2011-01-10 01:37:36王振宇
无锡职业技术学院学报 2011年5期
王振宇
(1.南京航空航天大学,江苏 南京 210016;2.无锡职业技术学院,江苏 无锡 214121)
海德汉iTNC530的Q参数编程在压气机叶轮制造中的应用
王振宇1,2
(1.南京航空航天大学,江苏 南京 210016;2.无锡职业技术学院,江苏 无锡 214121)
针对压气机整体叶轮制造,研究了海德汉iTNC530系统的Q参数编程在压气机叶轮制造中的应用方法。分析了叶轮的工艺要求和Q参数编程的必要性,给出了Q参数的变量选择范围和运算方法,讨论了逻辑判断语句及使用方法,编写了应用于叶轮加工的Q参数程序,最后给出了程序的调试方法和结论。
叶轮;iTNC530;Q参数;数控编程
压气机整体叶轮在工作中要进行高速运转,为了防止振动并降低噪声,整体叶轮对动平衡性的要求很高。整体式叶轮的叶片是均匀分布在轮毂上,因此,在工艺设计时综合考虑了叶轮的对称问题,利用叶片、流道等加工表面关于叶轮旋转轴的均匀分布的特点,仅编制一组叶片和流道的加工程序如图1所示。其他各组叶片的程序,通过对这个程序进行圆周阵列的方法,来实现叶轮的加工,这样各组叶片用同一个程序加工,可以保证加工完成的叶轮有很好的动平衡性。这就要求我们在数控程序编制时,研究出一种采用同一个数控程序来完成对不同位置相同形状加工的数控程序编制方法。
由于数控系统的不同,具体实现的方法也会有些不同。目前在我国的5轴联动的数控机床中,海德汉iTNC530是被大量使用的一种数控系统。本文研究的叶轮的数控编程方法正是基于这个平台上的,有比较广泛的实用价值。
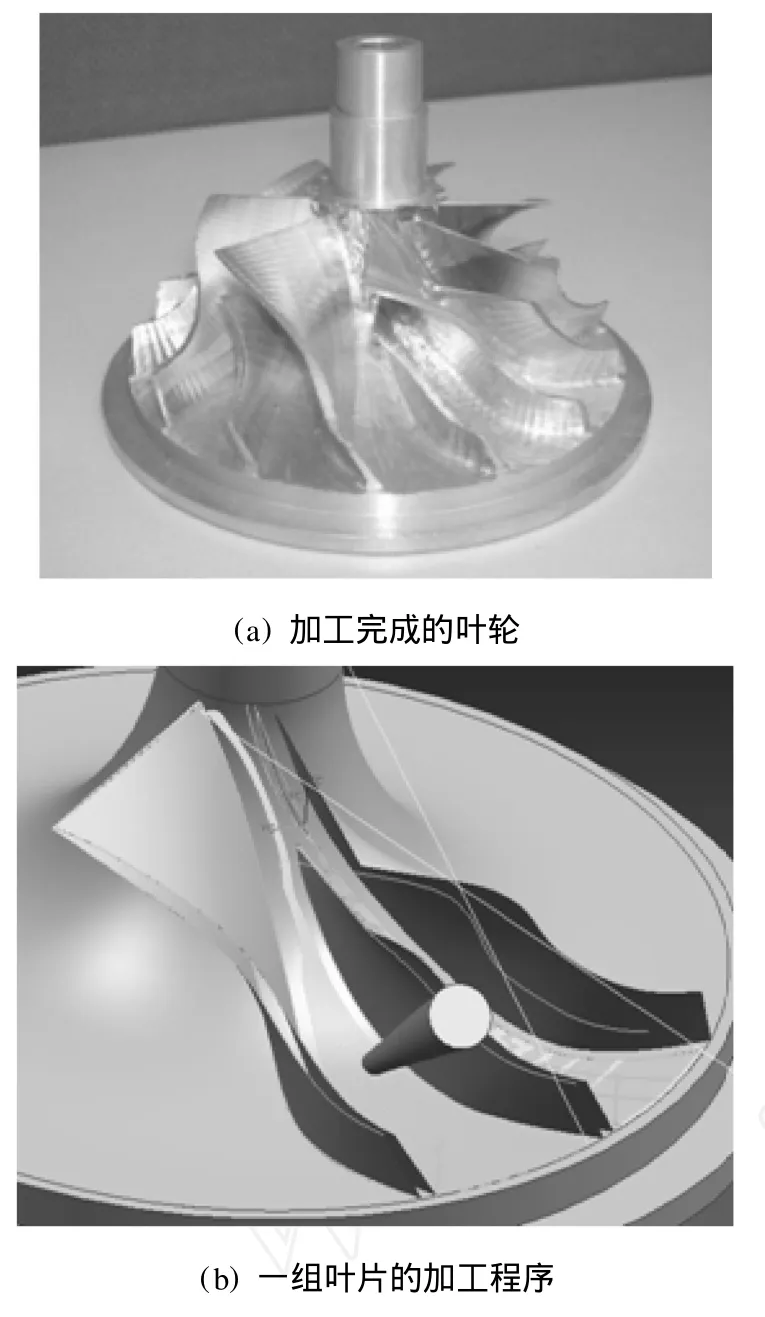
图1 叶轮Fig.1 Impeller
1 Q参数编程
海德汉iTNC530系统配备了一种变量编程功能,称为Q参数编程。在数控程序中可使用Q参数作为变量,对变量进行赋值和运算,并可以实现依照给定的逻辑条件来执行加工步骤。通过Q参数编程可以实现以下功能:
1.加工形状类似但大小不同的内容。
2.加工大小相同但位置不同的内容。
3.加工用数学函数所定义的轮廓内容。
4.实现自动化功能。
可见,Q参数编程的最大特点是将有规律的形状用简短的程序段表示出来,编写出的程序简洁,通用性强。实际上海德汉iTNC530系统自带的很多复杂的固定循环功能都是使用了Q参数编程实现的。
1.1 变量
在一个零件程序中编写依照给定的逻辑条件来执行的零件加工程序,这就需要使用被称为Q参数的变量,而不能用固定数值。Q参数用字母Q标志,其后数字范围0至1999。由于海德汉iT-NC530系统自带的很多功能均使用了Q参数,因此在这个参数范围中很多已经被数控系统所占用。用户可以使用的参数范围请见表1。
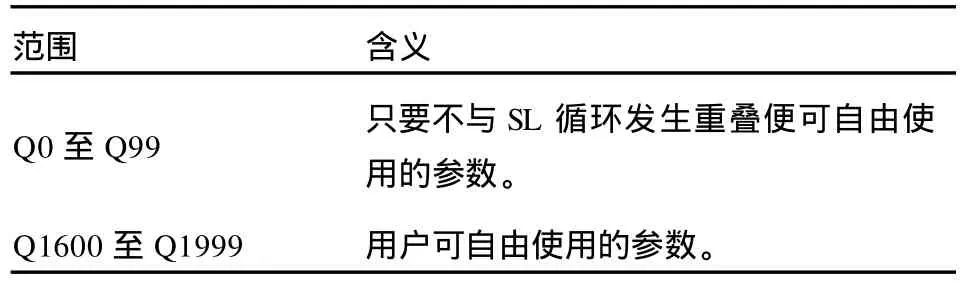
表1 用户可以使用的Q参数范围Tab.1 Q parameters range that the user can use
1.2 逻辑条件
海德汉iTNC530通过比较一个Q参数与另一个Q参数或数值来实现If2Then结构的逻辑判断。如果条件被满足,将继续执行条件后标记处的程序。如果条件未能满足,将继续执行下一个程序段。可以判别的比较结果有以下4种,见表2:
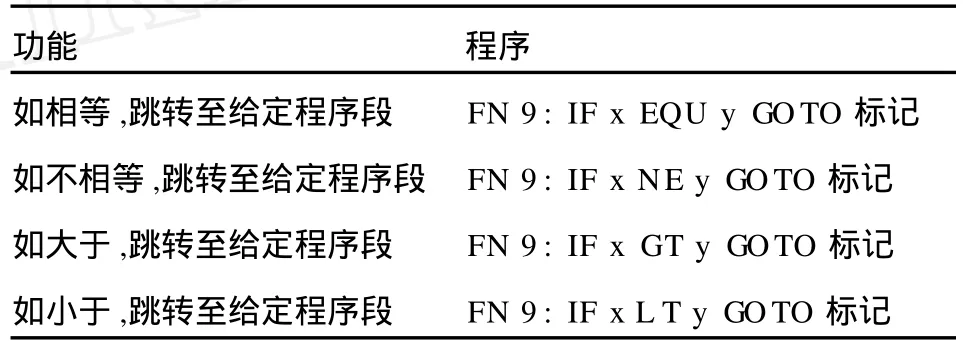
表2 If2Then结构的逻辑判断语句Tab.2 If2then structure logic statement
通过If2Then结构的逻辑判断,程序可以按照设计的规则来改变程序的流程,实现选择结构和循环结构。
1.3 子程序结构
利用子程序功能,只需对加工过程编写一次程序,之后可以多次调用运行。叶轮中只要将一组叶片程序编成子程序,通过多次调用来实现叶轮的加工,这样可以大大压缩程序的大小,节约编程的时间和程序存储空间。
iTNC530顺序执行零件程序直到用CALL PGM(调用程序)功能调用另一个程序的程序段,然后,从头到尾执行另一个程序,iTNC530再从程序调用之后的程序段开始恢复第一个(调用)零件程序的运行。要注意的是被调用的程序不允许含有辅助功能M2或M30。
2 程序实例
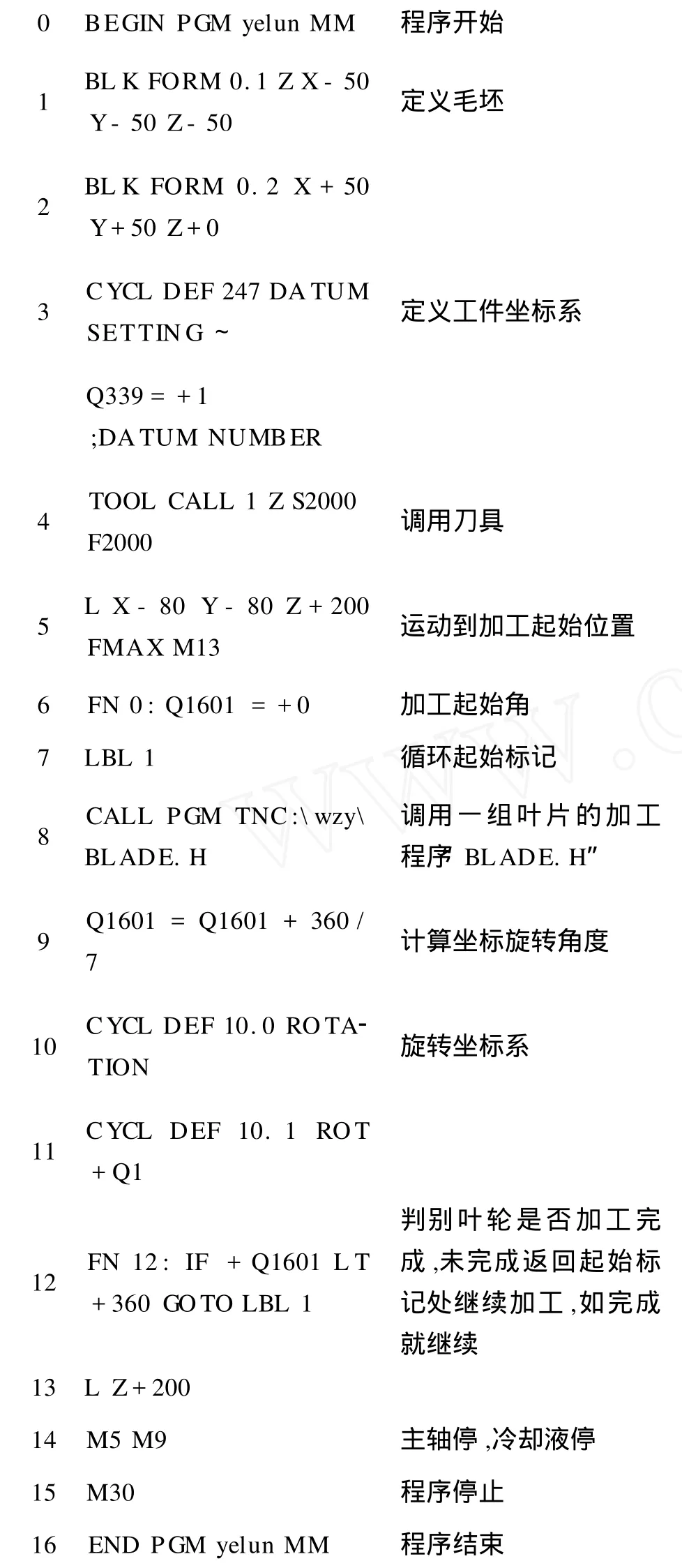
程序思路:用Q参数编写主程序,并定义好主轴转速、调用刀具、设定工件坐标系,将一组叶片的加工程序编进子程序,各组叶片的加工通过旋转坐标系后调用子程序来实现,将旋转的角度设定为变量,并用360的角度判别是否完成叶轮的加工。
在海德汉公司的iTNC530数控系统中采用的循环编写格式为:
另外,由于装夹或换刀造成的误差对提高整体叶轮的动平衡性及加工精度也是非常重要的。对叶轮的加工应在一次装夹中加工完成,各个叶片的精加工应采用同一把刀完成。
3 程序的调试
Q参数编程由于使用了变量编程,程序尤其复杂。因此,在实际加工中,即使很有经验的工程师也需要对程序进行反复的调试。在五轴联动数控机床的加工中,主轴头的旋转或工件旋转很容易发生干涉和碰撞,造成工件、刀具甚至机床的损坏。
虚拟机床是现实机床在虚拟空间的映射。通过虚拟机床对五轴联动数控加工进行仿真,能够真实地反映制造加工过程中的过切、碰撞等干涉现象,为程序的修改提供了依据;本文构造了一台映射DMG60T的虚拟数控机床,如图2所示,对编写的加工程序进行了反复调试,在不消耗材料、能源,不占用机床时间的情况下得到了正确的数控加工程序。

图2 DMG60T虚拟机床Fig.2 DMG60T Virtual machine
4 结 语
Q参数编程其程序具有很好的易读性和易修改性,编程效率高,程序内存小。通过改变相应的Q参数值能实现规格不同的整体叶轮的加工,使程序使用灵活,通用性强。因此对Q参数编程研究和应用非常重要,而涉及这方面的文章很少。本人结合整体叶轮加工的探索与实践,浅谈了Q参数编程及其在叶轮加工中的应用,希望更多的技术人员来共同研究。
[1] 吴榜洲.iTNC530数控系统中使用标准循环与变量编程实现矩形椭圆的漏斗型加工[J].数控与软件, 2008(12):73275.
[2] 徐国权,周清卿.海德汉系统运用循环功能编程在多轴加工中心的应用[J].金属加工,2010(20):68271.
[3] 张棉好.海德汉iTNC530系统固定循环的后置处理[J].工艺与检测,2009(5):1112113.
[4] 黄启红.浅析宏程序在实现模块化编程中的应用[J].制造业信息化,2011(6):76277.
Heidenhain ITNC530’s Q Parameter Programming in the Compressor Impeller’s Manufacturing Application
WANG Zhenyu1,2
(1.Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China; 2.Wuxi Institute of Technology,Wuxi 214121,China)
Aiming at the compressor impeller,and studies Heidenhain iTNC530 system’s Q parameter pro-gramming in the compressor impellers the application method of manufacturing.This paper analyzes the technological requirements of the impeller and Q parameter programming are given,and the necessity of the variable parameter selection scope Q and operation method,discuss logic statements and method of use,write used in processing of impeller parameters,and finally gives the Q program of the programs de-bugging method and conclusions.
impeller;ITNC530;Q parameters;CNC programming
TP 311.11
A
167127880(2011)0520040203
2011-08-31
王振宇(1974— ),男,江苏无锡人,副教授,南京航空航天大学硕士研究生,主要从事CAD/CAM,数控加工方面的研究。
猜你喜欢
商品与质量(2019年34期)2019-11-29 03:25:51
意林·少年版(2019年19期)2019-11-13 15:56:58
制造技术与机床(2019年9期)2019-09-10 07:37:18
科普童话·百科探秘(2019年4期)2019-05-24 08:02:50
测控技术(2018年5期)2018-12-09 09:04:46
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:32
制造技术与机床(2017年9期)2017-11-27 02:14:31
