挂胶履带板橡胶衬套结构特点之分析
2011-01-08 10:40:26张建武潘玉田
世界橡胶工业 2011年11期
张建武, 潘玉田
(1.中北大学,山西 太原030051;2.中国人民解放军75494部队,广西 北海 536004)
挂胶履带板橡胶衬套结构特点之分析
张建武1,2, 潘玉田1
(1.中北大学,山西 太原030051;2.中国人民解放军75494部队,广西 北海 536004)
介绍了橡胶衬套的应用及分类,简述了橡胶衬套应用在挂胶履带板上的作用和优点。研究了挂胶履带板橡胶衬套的结构和装配特点,从橡胶衬套的受力情况、装配过盈量、装配预扭角的确定以及橡胶材料的性能要求等多个方面进行了分析,提出了橡胶衬套制造的工艺要求。
挂胶履带板;橡胶衬套;过盈量;履带销
挂胶履带板按挂胶形式可以分为着地面挂胶、滚道面挂胶和销耳挂胶,有的着地面与滚道面都挂胶,但所有的挂胶履带板都无一例外地在销耳中挂胶(有橡胶衬套)[1]。销耳挂胶履带板有效改善了啮合副的啮合质量,避免了履带销与销耳的刚性撞击,提高了履带板的工作寿命和使用效率。
橡胶衬套广泛应用于汽车悬架、石油化工机械、农用机械等诸多方面,关于橡胶衬套对设备性能的影响及其优化、隔振等方面的研究报告很多,但针对坦克、装甲车等军用履带车辆分析衬套的结构、参数以及对车辆性能影响的研究却不多见。美国M48系列坦克、M113装甲车、德国豹2坦克、俄罗斯T72坦克等战车很早就使用了销耳挂胶履带板,橡胶衬套制造技术比较成熟。
1 橡胶衬套分类
橡胶衬套虽然广泛使用,却没有统一的分类方法,目前仍按照制造方法和形状进行分类。按制造方法可分为如下四种[2]:1)橡胶与金属内外筒粘接,如图1所示;2)橡胶与内筒粘接,外筒压入;3)橡胶与内外筒均压入;4)橡胶与内筒粘接,无外筒,如图2所示。按形状则可分为三类[3]:1)压缩型,多用于载荷量大或允许橡胶空间余量小的场合;2)剪切型,主要用于某一方向上刚度很低的场合或载荷量小、转速低的设备支承上;3)复合型,通常在上述2种橡胶衬套的刚度比达不到要求时采用,它能够承受剪切和压缩载荷。
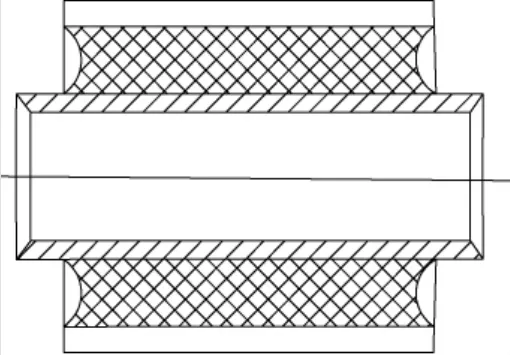
图1 内外筒粘接型橡胶衬套

图2 无外筒型橡胶衬套
2 履带板橡胶衬套的应用
在履带板中引入橡胶衬套,与汽车悬架连杆橡胶衬套相似,橡胶衬套的弹性变形代替了履带销与销耳内孔之间的机械磨损,同时减小了冲击和噪音,延长了履带板的使用寿命。履带板橡胶衬套有以下几个优点:1)橡胶弹性模量比金属小,隔振效果比较好;2)结构简单,能与金属牢固结合,可承受多方向载荷;3)硫化橡胶内部摩擦比金属内部摩擦大,且具有随频率增加而增大的倾向,共振时振幅比较小;4)橡胶形状不受限制,各个方向的刚度可在一定范围内自由选择。
履带板中常用的橡胶衬套主要是由中间橡胶体和履带销及销耳内孔组成。履带卷绕时,橡胶衬套内、外层之间产生相对转角,橡胶衬套承受扭矩;车辆转向时,橡胶衬套承受一定的轴向力。为提高耐久性,需要对橡胶衬套沿径向方向加适当的预压缩,即胶套被压入销耳孔时有合适的过盈量。
3 履带板橡胶衬套结构特点与设计
3.1 结构特点
3.1.1 多节短橡胶衬套
橡胶衬套是以一定的过盈量被压入销耳内孔的。为了减小橡胶衬套压缩后的轴向变形量以提高它的疲劳寿命,一般采用较短的多节橡胶衬套代替较长的整节橡胶衬套。如德国豹2迪尔挂胶履带板上有16个短衬套,美国M48坦克履带板履带销上有14个短衬套[1]。
3.1.2 橡胶衬套间留有适当的间隙
橡胶衬套被压入销耳内孔前、后其体积不变,图3中的实线和虚线分别表示橡胶衬套被压入销耳孔前、后的外形尺寸,有式

式中,D2,d2分别表示衬套压入前的外径和内径,d1为销耳孔径,l,l'为压入前后橡胶衬套的长度。
为保证橡胶衬套压入后与相邻橡胶衬套之间有足够的间隙,可由式(1)进行计算。如美国M48坦克橡胶衬套间隙约为2 mm。
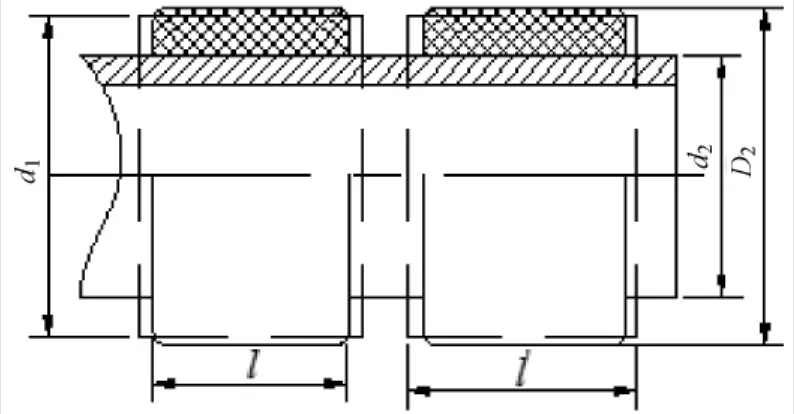
图3 橡胶衬套压入销耳孔后的变形图
3.1.3 应力集中
橡胶衬套疲劳破坏的表现是在拉伸应力集中部分产生龟裂,在粘接部分产生剥离,在压缩侧的折叠弯曲部分产生磨耗。为防止应力集中,便于衬套压入且不被损坏,应把衬套端部设计为圆角。
3.2 设计
履带板橡胶衬套采用圆柱体形状,该圆柱体胶套(橡胶体)与刚性金属履带销经硫化粘接起来,与履带板销耳内孔过盈压配。其设计及计算通常包括橡胶衬套受力分析、装配过盈量的确定、预扭角的确定及衬套胶料的选择。
3.2.1 橡胶衬套受力分析
a)衬套扭转引起的剪应力
分析计算时,把橡胶衬套变形前后的形状始终确认为圆柱体形且同心层为圆形。衬套外层承受扭矩M,受力简图如图4所示。显然内层比外层危险。进一步确定扭矩M与扭角 θ的关系为:②

图4 橡胶衬套扭转剪应力简图
b)履带牵引力引起的压应力
3.2.2 衬套装配过盈量的确定
橡胶衬套被压入销耳孔的过盈量一般用相对过盈量δ表示:

相对过盈量δ的大小决定了衬套预压缩应力的大小。为降低预压缩应力,提高橡胶衬套使用寿命,在保证衬套工作时不滑转、不滑移的条件下δ应取下限值。合适的过盈量除了通过计算之外,更重要的是通过试验来确定。经计算δ约在30%左右。
3.2.3 装配预扭角的确定
两块履带板装配后在自由状态下按工作时的卷绕方向互成一定的角度,该角即为装配预扭角θ1,其作用是减小履带板卷绕时衬套的扭角和剪应力,减少循环疲劳负荷以延长衬套使用寿命,此外,还可以减少衬套变形时消耗的能量以提高行驶效率。
如图5所示,主动轮逆时针转动,1、2、3点分别是履带销A在拉直、自由、绕紧时的位置。在自由位置,预扭角为θ1,此时履带销B处衬套的扭角为0,履带拉直时,衬套反向扭角为→θ1,履带销B在进入啮合的过程中,扭角由→θ1→0→(θ-θ1),虽然由1至3履带销 B处衬套向正、反两个方向的相对扭角不变,但扭角的绝对值却减小了,,。若装配预扭角等于衬套工作时转角的一半,则衬套扭角的绝对值最小。

图5 履带在主动轮上的卷绕简图
3.2.4 橡胶衬套胶料的选择
为保证挂胶履带板橡胶衬套可靠地工作,胶料应满足力学强度高、弹性好、抗老化性能好及弹性滞后较小等性能要求。因此,宜选用天然橡胶作为主体材料,采用炭黑N330与N550并用的补强体系,以及4010NA与RD并用的防老化体系,使用开姆洛克CH205、CH220橡胶用热硫化胶粘剂,其中CH205为底胶,CH220为面胶,添加一定量的石蜡和松焦油以满足橡胶衬套的性能要求。产品性能如表1所示。

表1 挂胶履带板橡胶衬套性能
4 工艺要求
采用注射成型模具,以保证产品性能的一致性,使橡胶衬套内部组织结构更加均匀致密,硫化(交联)反应更加充分,橡胶与履带销的粘接更牢固[4]。
4.1 工艺流程

4.2 胶料混炼工艺
在密炼机内加料的顺序依次为生胶NR(4 min),防老剂 4010NA与 RD(3 min),炭黑N330与N550(5 min),加工助剂石蜡和松焦油(3 min),然后将胶料移至开炼机上,加入适量硫化剂和促进剂。
4.3 履带销处理工艺
履带销经喷砂去除表面的氧化层和锈迹之后进行磷化处理,履带销表面生成一层均匀致密的磷化膜,以防止金属表面在生产流转过程中被氧化锈蚀,提高胶粘剂与履带销表面的附着力,再在磷化后的履带销表面涂布胶粘剂,以便衬套与履带销在硫化成型时粘接更牢固。
在涂布胶粘剂前,要将开姆洛克CH205、CH220分别充分搅拌5~10 min,使之分散均匀。先在销体表面涂布底胶CH205,再将涂完底胶的履带销放在干净的地方晾干(室温下大约1 h),晾干后再涂布面胶CH220,涂布要求与涂布底胶时相同。将经过处理的履带销放在干净、干燥的地方,避免粘上灰尘或杂物。当天处理的履带销应隔天使用,存放的销体应在一周内使用,若一周内未使用应重新进行喷砂,磷化及涂布胶粘剂。
4.4 硫化成型
把胶料放入贮存筒内预热,将处理过的履带销安装到模具上,合模硫化,硫化工艺条件为150℃ ×6 min,出模后剪除分型面上的飞边。
5 结语
挂胶履带板橡胶衬套在设计时要综合考虑装配条件、受力情况以及性能和使用寿命等因素,并以此来确定衬套的结构和工艺流程。橡胶衬套须经严格的台架试验和实车试验来反复验证,最终获得合格产品。
[1] 王书镇.高速履带车辆行驶系[M].北京:北京工业学院出版社,1988.
[2] 赵振东,雷雨成.橡胶件在汽车悬架上的应用分析[J].汽车技术,2006(01):19-22.
[3] 于振龙,具龙锡.轿车悬架橡胶衬套结构特点分析[J].汽车技术,2009(08):34-38.
[4] 赵季勇.热粘接型三角臂弹性衬套的研制[J].中国橡胶,2007,23(14):33-35.
Analysis of structural characteristics of rubber bushing in hanging plastic of track board
ZHANG Jian-wu1,2, PAN Yu-tian1
(1.North University of China,Taiyuan 030051,Shanxi,China;2.75494 People's Liberation Army Troops,Beihai 536004,Guangxi,China)
The application and classification of the rubber bushing is introduced,and the function and advantages of the rubber bushing used in the hanging plastic of track board are also discussed.Description of the structure and assembly features of the rubber bushing in hanging plastic of track board.Analysis of the rubber bushing from the stressing situation,the assembly of amount of interference,determination of the pre-twist angle and the performance demand of rubber materials are designed.Meanwhile manufacture of the rubber bushing process requirements is proposed.
hanging plastic of track board;rubber bushing;amount of interference;track pin
TQ336.5
B
1671-8232(2011)11-0026-04
张建武(1983-),男,汉族,甘肃靖远人,中北大学硕士研究生,从事挂胶履带板力学性能研究。
[责任编辑:张启跃]
2011-06-10
综 述
猜你喜欢
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:32
汽车零部件(2021年7期)2021-07-29 07:11:56
中国石油石化(2021年8期)2021-03-30 12:39:14
石油化工建设(2019年6期)2020-01-16 08:03:42
探索科学(学术版)(2019年11期)2019-06-16 07:38:54
汽车实用技术(2018年20期)2018-10-26 08:19:54
电镀与环保(2017年6期)2018-01-30 08:33:37
科技视界(2017年1期)2017-04-20 00:48:12
中国新技术新产品(2017年7期)2017-03-18 21:14:47
山东工业技术(2015年14期)2015-07-16 18:16:08