EH36钢连铸坯角部横裂热模拟试验研究
2010-12-28 04:51:26窦力威于赋志丁智敏沈峰满
材料与冶金学报 2010年4期
窦力威,于赋志,魏 国,丁智敏,沈峰满
(1.东北大学 材料与冶金学院,沈阳 110004;2.鞍钢股份有限公司 技术中心,辽宁 鞍山 114001)
EH36钢连铸坯角部横裂热模拟试验研究
窦力威1,2,于赋志2,魏 国1,丁智敏1,沈峰满1
(1.东北大学 材料与冶金学院,沈阳 110004;2.鞍钢股份有限公司 技术中心,辽宁 鞍山 114001)
针对某钢厂 EH36钢 300 mm厚连铸板坯的角部横裂问题,应用 Gleeble—3800热模拟试验机研究了EH36钢的缺口试样在结晶器与二冷矫直区分别产生裂纹的差异.研究表明,结晶器产生的裂纹特征与二冷矫直区产生的裂纹特征在氧化程度上有着显著差异,据此可以判定 EH36钢 300 mm厚连铸板坯的角部横裂产生位置,为调整工艺参数提供参考.
连铸;厚板坯;热模拟;角部横裂;结晶器;二冷区
某钢厂在厚板坯连铸机生产 300 mm厚的船板、结构板等微合金钢时,铸坯易出现角部横裂,轧制时出现边裂现象.文献研究结果表明,板坯产生角部横裂主要是由于热应力、相变应力及机械应力的作用;角部横裂主要产生在结晶器、二冷区上部和二冷矫直区 3个部位[1~5].目前,常用热模拟试验机测试和研究连铸钢的高温力学性能,并以此为依据制定连铸二冷制度[6~8].然而,对于连铸中产生的角部横裂,其产生后在连铸过程的发展变化研究相对较少[9].本文通过热模拟试验,利用含缺口试样模拟铸坯角部横裂在连铸过程的变化,分析铸坯易产生角部横裂的结晶器和二冷矫直区部位及裂纹特征,为解决铸坯角部横裂问题提供依据.
1 试验材料及方案
1.1 试验材料
本试验所使用的材料均来自实际生产的300 mm厚 EH36铸坯,取自正常生产时的同一连铸板坯,试样尺寸 11 mm ×11 mm ×100 mm,并在试样上面人为加工出一道宽 0.005 mm左右、深8 mm的裂纹.钢的成分见表 1.

表1 EH36钢成分 (质量分数)Table 1 Chem ical compo sition of EH36 steel(mass fraction) %
1.2 试验方法
在 Gleeble-3800热模拟试验机上,根据300 mm厚 EH36钢连铸生产工艺过程的温度与时间变化设定试验过程,通过模拟铸坯从结晶器到二冷区上部到矫直区的过程温度变化,观察裂纹区域的成分及氧化区宽度的变化,由此判断裂纹的起源及探讨铸坯的合理冷却制度.关于铸机导辊和拉辊调整不当、铸线不正等机械原因导致铸坯在二冷区上部产生的角部裂纹,本文不予考虑.
1.3 试验过程
试验温度范围为 100~1 300℃,试验过程的温度制度见表 2.2#试样模拟正常生产情况下铸坯从结晶器内部分到二冷区的实际冷却过程,4#试样模拟正常生产情况下铸坯在二冷区的冷却过程,试验时间 t与温度θ完全按照正常生产情况设定.还有 1#是优化的冷却过程,3#是均匀的冷却过程,在此不做讨论.由于生产时铸坯用水冷却,而本试验是在空气无冷却水情况下模拟,故在相同时间内生产中的铸坯氧化程度大于本试验中空气的氧化程度,为接近水冷的氧化效果,2#试样设定在 1 350℃高温下空气中恒温 30 min.试验结束后,取出试样,去掉试验表面的氧化铁皮,对缺口氧化区进行扫描电镜分析.试验温度变化见图1.

表2 试验过程温度制度Table 2 Temperature system s for the exper iment

图1 试验降温过程Fig.1 The cooling process of the research
2 试验结果
2.1 裂纹区域内成分变化
每组试样共有两条裂纹,选取裂纹氧化严重的特征裂纹进行检测.对模拟结晶器和二冷区裂纹区域进行了扫描电镜能谱分析,其裂纹形貌和成分见图 2.
由图 2可知,裂纹区域均已被氧化,但预制裂纹的宽度在加热冷却过程中基本未见扩展.2#试样经过了 1 000℃以上的高温区,试样裂纹区域内O的质量分数在 20%左右.2#试样成分含有[C]系来自抛光膏的污染 (4#试样也存在污染的问题,因为钢基体内 [C]很低),试样裂纹内 O的质量分数在 10%左右.4#试样的氧化程度明显比2#试样轻,由此可见在结晶器内产生的裂纹与二冷矫直区产生的裂纹有着明显的区别,矫直区内产生的裂纹区域的 O含量明显低于结晶器内部产生的裂纹.
2.2 裂纹区氧化宽度
裂纹氧化区宽度以最大值进行比较,在扫描电镜上检测到的试样裂纹氧化区域宽度见图 3.

图2 裂纹形貌及成分Fig.2 Morphology and compo sition of cracks in the test samples
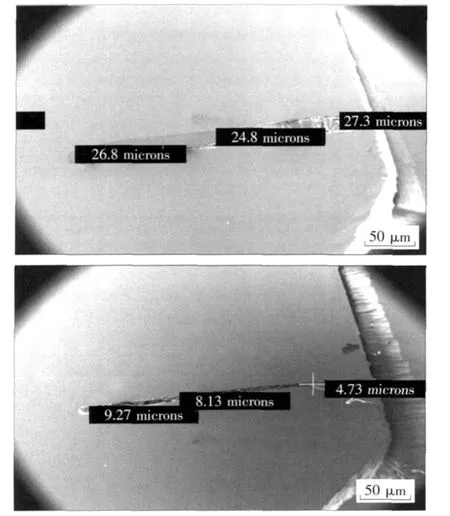
图3 裂纹氧化区域宽度Fig.3 W idth of the cracks oxidat ion zone in the test samples
从图 3可知,对应不同的温度制度,裂纹氧化区域宽度有着明显区别.试验前的初始加工裂纹宽度为 5μm左右,试验后其裂纹宽度分别是:2#为 27.3μm,4#为 9.27μm.2#试样经过了1 000℃以上的高温区,其氧化层均在 20μm以上,这表明在结晶器产生的裂纹,其氧化层明显变厚.而4#试样模拟了二冷矫直区产生裂纹时,裂纹氧化层很薄,氧化层不足 10μm.
3 分析与讨论
3.1 角部横裂产生机理
EH36的铸坯角部横裂缺陷主要发生在连铸坯角部宽面振痕的凹部.该钢种成分属于包晶钢(碳质量分数为 0.08%~0.18%,有的钢种还含有 Nb、V等裂纹敏感元素)范围,根据铁碳合金状态图可知,高温钢液温度降到 1 495℃时,会发生δ(铁素体)+L(液相)→γ(奥氏体)的包晶反应,由于伴随包晶反应出现较大的体积变化和线收缩,凝固收缩和钢水静压力的不均衡作用使薄的坯壳表面粗糙、折皱,严重时形成凹陷,凹陷部位凝固冷却比其他部位慢,组织粗化,在热应力和钢水静压力的作用下,在结晶器内铸坯凹陷处应力集中产生微裂纹.若有过大附加的外界机械应力作用在坯壳上,会加剧微裂纹的扩大.
同时,根据钢的高温脆性曲线,钢从液态到固态的凝固过程中,存在着 3个脆性区.第Ⅰ脆性区为由熔点至固相线以下 50℃,该区钢的高温强度和塑性都很低,极易在固液两相区产生裂纹.第Ⅱ脆性区为加热温度区,钢处于奥氏体单相状态,硫化物在γ晶界的析出会引起晶界脆化.第Ⅲ脆性区发生γ→α的相变,引起钢的脆性增加.连铸坯运行至矫直区时,应避开第Ⅲ脆性区,才能防止角部横裂纹.
3.2 角部横裂产生部位判定
根据本试验结果,结晶器产生的裂纹经过氧化后,其裂纹的氧化很严重,现场取样的部分裂纹氧化区厚度相近 (后者甚至达 50μm),而在二冷矫直区产生的裂纹氧化区很薄,说明模拟试验过程基本成功.根据裂纹氧化区的变化特征,可以判断生产中角部裂纹产生的部位,再与铸坯裂纹的检测相互配合,就能综合判断裂纹产生的根源,这样才能最终解决问题.这为直接判断铸坯角部横裂产生部位提供了试验依据.
4 结 论
根据 EH36钢铸坯裂纹的热模拟试验,得出如下结论:
(1)根据模拟试验结果,在结晶器产生的铸坯角部横裂,其氧化严重、裂纹氧化区宽(>2μm).在二冷矫直区产生的铸坯角部横裂纹,其裂纹氧化层薄 (<10μm).
(2)在结晶器产生的裂纹,其裂纹区域氧化层含O质量分数在 20%以上,其氧化层厚度在20μm以上.
(3)二冷矫直区产生裂纹时,裂纹氧化层含O质量分数在 10%左右,氧化层厚度不足 10μm.参考文献:
[1]王新华,昌波,李锦捷,等.700~1 000℃含 N b钢铸坯的延塑性降低与N b(C,N)析出[J].金属学报,1997,33(5):485-490.
(Wang Xinhua,Chang Bo,LiJinjie,et al.D uctility loss and N b(C,N) precipitation in N b-containing steel slab in the temperature range from 700 to 1000℃[J].Acta m etallurgical sinica,1997,33(5):485-490.)
[2]王新华,王文军,刘新宇.减少含铌、钒、钛微合金化连铸板坯角部裂纹的研究[J].钢铁,1998,33(1):22-25.
(Wang Xinhua,WangW enjun,Liu Xinyu.Study on transverse corner cracking occurrence prevention of the N b,V and Ti m icroalloying steel CC slabs[J]. Iron and steel,1998,33(1):22-25.)
[3]杨海林,陈耀辉.1900 mm连铸板坯表面横裂纹成因的分析[J].特殊钢,2003,24(3):54-55.
(Yang Hailin,Chen Yaohui.An analysis on form ing cause of surface transverse crack of 1900 mm continuous casting slab[J].Special steel,2003,24(3):54-55.)
[4]赵沛,王新华,龚斌.宝钢连铸坯角横裂成因研究[J].钢铁,1996(2):211.
(Zhao Pei,Wang Xinhua,Gong B in. Causes of transversal corner cracks of slab in Baosteel[J]. Iron and steel,1996(2):211.)
[5]Yasunaka H,N akayama K,Ebina K,et al. Improvement of transverse corner cracks in continuously cast hypoperitectic slabs[J].TETSO-TO-HAGAN E,1995,81(9):894.
[6]杨治争,周有预,袁凡成,等.连铸窄板坯角部横裂的成因及对策[J].钢铁研究,2007,35(8):21-24.
(Yang Zhizheng,Zhou Youyu,Yuan Fancheng,et al.Causes and countermeasures oftransverse corner crack on narrow continuous casting slab[J].R esearch on iron and steel,2007,35(8):21-24.)
[7]康丽,王洋,王恩刚,等.12C r1MoV连铸钢坯高温力学性能研究[J].东北大学学报 (自然科学版),2007,28(10):1393-1396.
(Kang Li,Wang Yang,Wang Engang,et al.O n hightemperature m echanical properties of 12C r1MoV steel during continuous casting[J]. Journal of N ortheastern U niversity(N atural Science),2007,28(10):1393-1396.)
[8]王新华,朱国森,于会香,等.高碳钢连铸板坯高温力学性能[J].北京科技大学学报,2005,27(5):545-548.
(Wang Xinhua, Zhu Guosen, Yu Huixiang, et al. H igh temperature properties of continuous casting high carbon steels[J].Journal of U niversity of Science and Technology Beijing,2005,27(5):545-548.)
[9]职建军.宝钢连铸板坯角横裂缺陷的改善[J].钢铁,2001,36(1):22-24.
(Zhi Jianjun. Reduction oftransverse corner cracking in continuous cast slab[J]. Iron and steel,2001,36(1):22-24.)
Study of thermal s imulation on transversal corner crack of EH36 slab
DOU L i-w ei1,2,YU Fu-zhi2,W EI Guo1,DING Zhi-m in1,SH EN Feng-m an1
(1.School ofMaterials&Metallurgy,N ortheastern U niversity,Shenyang110004,China 2.Technological Centre,Anshan Steel company l im ited,Anshan114001,China)
Exper im entsw ere carried out on the difference of originalposition for transversal corner cracks in EH36slab samplesw ith gaps by G leeble-3800therm al-m echanical s im ulator according the transversal corner cracks from EH36 slab in certain steel plant. It show s that there are rem arkable differences in the crack characters on oxidation of the samples for original positions betw een the m old and the straightening segm ents of the secondary cooling zone by SEM analysis.So the original position can be determ ined for the transversal corner crack.Consequently,it is important to avoid the transversal corner cracks in300mm heavy slab of EH36.
continuously cast;heavy slab; therm al s im ulation testing; transversal corner crack;m old; secondary cooling zone
TF 777
A
1671-6620(2010)04-0237-04
2010-07-16.
国家自然科学基金资助项目 (50474014)
窦力威 (1956—),男,辽宁鞍山人,东北大学博士研究生,鞍钢股份有限公司高级工程师,E-mail:douliw2008@hotmail.com;沈峰满 (1958—),男,黑龙江密山人,东北大学教授,博士生导师.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
重型机械(2020年3期)2020-08-24 08:31:40
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
山东医药(2015年13期)2016-01-12 00:39:34
上海金属(2015年6期)2015-11-29 01:09:05
上海金属(2015年2期)2015-11-28 08:37:17
新疆钢铁(2015年2期)2015-11-07 03:27:52
天津科技大学学报(2015年4期)2015-04-16 04:55:09
设备管理与维修(2014年8期)2014-12-25 01:48:20