
铝铜连接的感应钎焊工艺
2010-12-23 00:52党振乾王永东
黑龙江科技大学学报 2010年2期
朱 艳, 党振乾, 王永东
(黑龙江科技学院 材料科学与工程学院,哈尔滨 150027)
铝铜连接的感应钎焊工艺
朱 艳, 党振乾, 王永东
(黑龙江科技学院 材料科学与工程学院,哈尔滨 150027)
为使钎焊技术进一步提高,采用 Zn-Al钎料对 Al与 Cu进行了感应钎焊连接研究,利用扫描电镜、X射线衍射和室温压剪试验等分析手段对接头的微观组织和室温剪切强度进行实验。结果表明,利用 Zn-Al钎料可以实现Al与 Cu的连接;接头的界面结构为Al/Al基固溶体 + Al-Zn共晶组织 +CuAl2金属间化合物/(Cu,Zn)固溶体层/Cu;在电流为 340 A、时间为9 s的钎焊条件下,接头的剪切强度在室温下达到 128.5 MPa。
Al;Cu;Zn-Al钎料;感应钎焊;界面结构;连接强度
0 引 言
铜和铝及其合金都是导电性能优良的金属材料,在制冷、电力、化工和航空航天工业中有着广泛的应用价值。但是铜的密度大,价格高,在零部件仅有一部分结构经受特定的负荷、温度和介质的情况下,将铜、铝及其合金连接形成复合结构,不但能减轻构件的重量、节约材料,降低构件的成本,而且能发挥各自的性能优势。例如冰箱的制冷系统中就使用了铜与铝的连接管[1]。焊接是实现铝铜连接并满足铝铜接头导电性能的可靠方法。
铝铜连接的方法很多,从工艺和材料等不同方面入手,可以采用压焊、熔焊、钎焊[2-3]和扩散焊[4-5]等形式。其中钎焊和摩擦焊[6-8]发展较快,特别是与熔焊相比较,钎焊有加热温度低,对母材的组织和性能的影响较小,母材的焊接变形较小以及设备简单,操作方便,可以在总装现场进行等优点,成为铜与铝连接的主要方法。
目前,铜铝钎焊方法主要有火焰钎焊[9-10]、接触反应钎焊[11]和真空钎焊[12]等。火焰钎焊操作技术很难掌握,难以保证接头质量,且焊后需要清理。接触反应钎焊和真空钎焊虽能达到足够的焊接强度,但焊接设备投资大,运行维护费用高,工艺过程复杂,增加了生产成本。笔者试图采用在空气中利用高频感应加热方式进行钎焊,以期达到工艺操作简便,生产效率高,加工成本低的效果。
1 材料与实验方法
实验母材分别为纯铝和紫铜,其物理性能如表1所示。钎料为内置钎剂的锌铝钎焊丝 (Zn-Al8),焊丝内的钎剂成分是氟铝铷铯复合盐,呈白色粉末状,其活性温度低。实验前用电火花线切割的方法分别将铝切成5 mm×4 mm×2 mm试片,将紫铜切成7 mm×4 mm×3 mm和 20 mm×10 mm×3 mm两种试片。焊前用砂纸打磨试件和钎料表面,然后用丙酮擦洗去除油污,最后用酒精冲洗并吹干。装配顺序如图 1所示,放入高频加热设备(GPH-40A型水冷式高频感应器)中。钎焊电流为 325~375 A,钎焊时间 5~15 s。
采用电子扫描显微镜 (SEM,S-4700)对接头界面形貌进行观察,并对局部区域进行能谱分析,判定是否有金属间化合物和固溶体生成。使用 X射线衍射仪 (XRD,试验设备 JDX-3530M)判定接头的反应产物,确定接头的界面组织和结构。利用电子万能试验机( INSTRON MODEL 1186)进行剪切实验,评价钎焊接头强度。
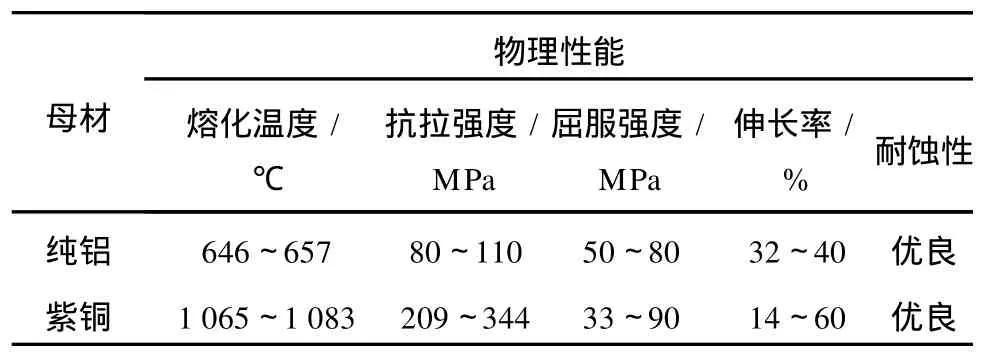
表1 母材的物理性能Table 1 Physical property of base metal
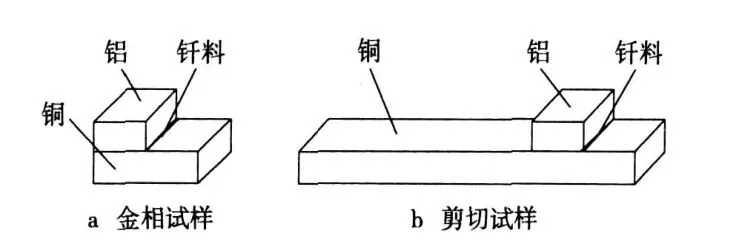
图1 钎焊试件的接头形式Fig.1 Joint of brazing spec imens
2 结果与分析
2.1 连接强度
连接工艺参数直接影响着接头的界面组织结构,因此对接头的连接强度也产生影响。图 2为室温下 Al/Zn-Al钎料/Cu钎焊接头的抗剪强度随钎焊电流的变化曲线。由图 2可知,当连接时间保持在 7 s时抗剪强度随着钎焊电流的升高而增大;当钎焊电流为 340 A时,剪切强度达到最大值,此时剪切强度值为 120.8 MPa;当钎焊温度继续升高时,接头的剪切强度则下降。
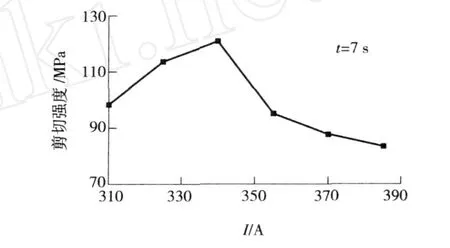
图 2 钎焊电流对室温抗剪强度的影响Fig.2 Effect of braz ing current on shear strength at room temperature
图 3为室温下Al/Zn-Al钎料/Cu钎焊接头的剪切强度随连接时间的变化曲线。由图 3可知,当连接钎焊电流保持 340 A时,随着连接时间的延长接头的剪切强度升高,当连接时间为 9 s时,达到最大的剪切强度 128.5 MPa,连接时间继续延长则剪切强度逐渐下降。

图 3 钎焊时间对室温抗剪强度的影响Fig.3 Effect of brazing t ime on shear strength at room temperature
通过压剪实验观察发现,断裂位置基本上都发生在 Zn-Al钎料与 Cu的连接界面处,这主要是因为在 Zn-Al钎料与 Cu的连接界面处存在着金属间化合物 CuAl2,金属间化合物是硬脆相,当金属间化合物层较薄时,金属间化合物呈笋状生长深入到钎料合金中,对接头的连接强度影响不大。但当金属间化合物层增厚时,所占钎缝的比例增大,相应钎缝中的 Zn-Al钎料合金就会减少。相对金属间化合物层来讲,Zn-Al钎料合金较软,它可以起到缓解应力的作用,所以钎料合金的减少会使焊接热应力增加,从而使接头的抗剪强度下降。钎焊时间和钎焊电流增加到一定程度后,接头抗剪强度随着钎焊时间和钎焊电流的增加而下降的原因就是金属间化合物层的厚度增加而导致接头强度下降。
2.2 界面组织结构
图 4a所示是在 340 A、7 s的工艺条件下,采用Zn-Al钎料对铜与铝进行钎焊的铝/Zn-Al/铜接头界面,其中左侧为Al,右侧为Cu,中间是钎料层组织。由图 4a可以看出:在钎料层中存在三个反应层,靠近Al层的反应层呈峰峦状,靠近Cu层的反应层呈笋状,而钎料层的中间区域呈黑白相间的花纹状,为了分析方便将靠近Al层的反应层称为A层,将中间区域称为B层,将靠近Cu层的反应层称为C层。为了进一步确定钎料层与 Cu层的反应生成物,将钎料与 Cu侧的界面进行局部放大,见图 4b。由图 4b可见,C层可分两层,分别称为 C1层、C2层。为了定量的确定各区成分,从左至右依次进行能谱分析,分析结果见表 2。
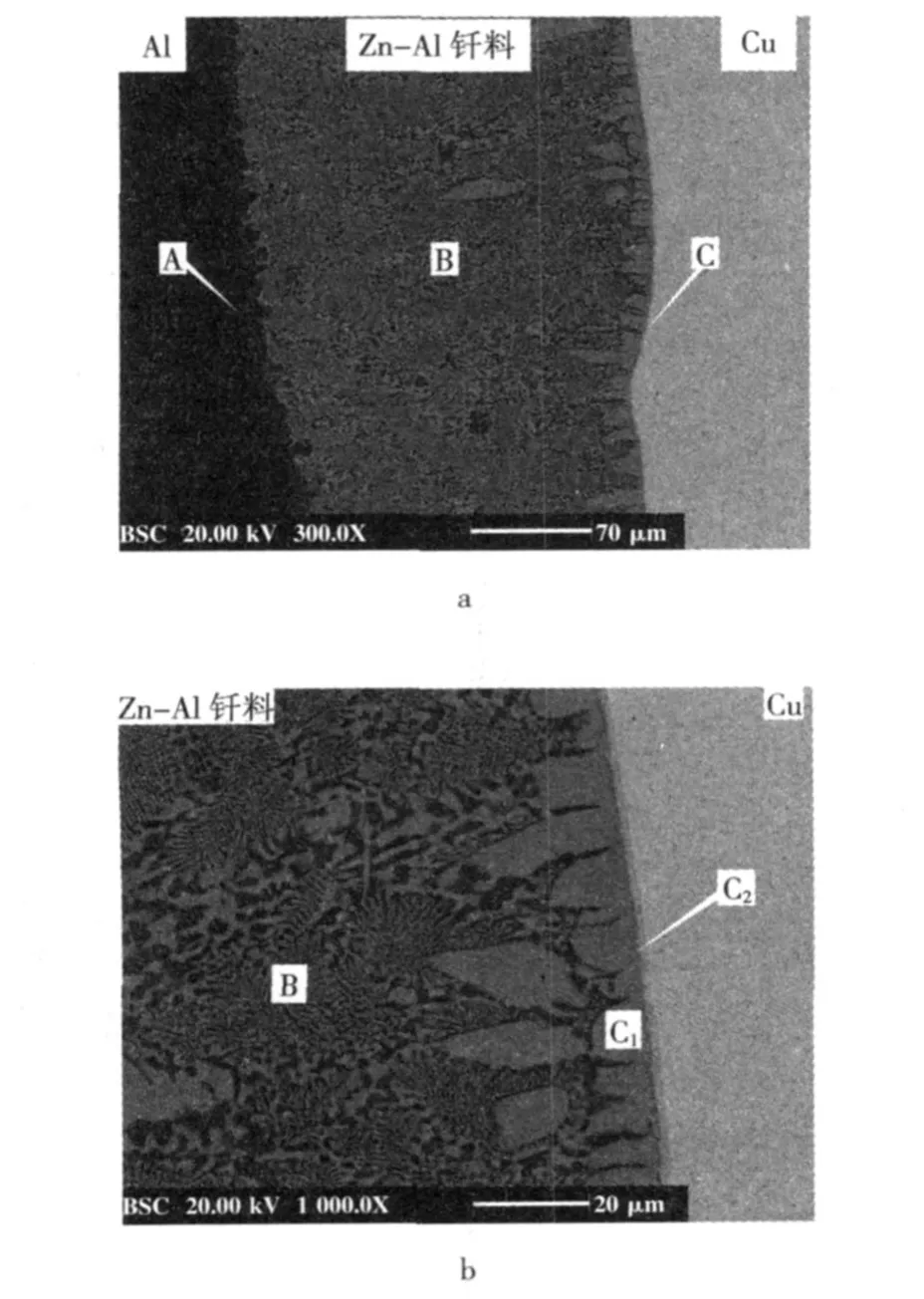
图4 背散射照片Fig.4 BSE images
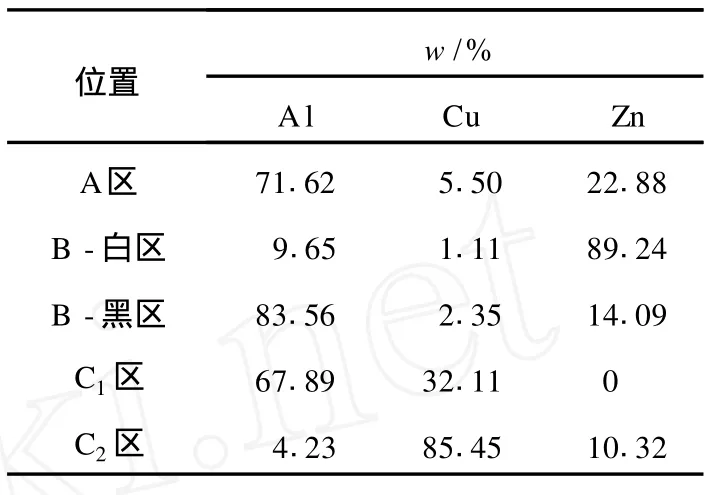
表 2 Al/Zn-Al/Cu界面处各区化学成分Table 2 Chem ical composition of each zone in Al/Zn-Al/Cu interface
由图 4和表 2的结果分析可知:靠近Al层的A区的Al、Zn的原子数分数较多,根据Al-Zn二元相图可知它们可以形成(Al,Zn)固溶体,因此 A层为(Al,Zn)固溶体层;中间的 B层是黑白相间的条纹组织,黑区为富Al区,白区为富 Zn区,根据形态分析为 Zn-Al共晶区;靠近 Cu侧的反应层 C层的C1层为(Cu,Zn)固溶体层,而 C2层呈笋状深入到钎料层中,在这一层中Al和 Cu的原子比接近 2∶1,根据原子比和Al-Cu二元相图分析该层为金属间化合物 CuAl2。为了进一步确定钎焊反应产物,对 Zn-Al钎料/Cu的界面处进行了 X射线衍射分析,分析结果见图5。

图5 Al/Zn-Al钎料/Cu接头在Cu侧断口X射线衍射结果Fig.5 XRD result of Al/Zn-Al/Cu joint fractured at Cu side
图 5的衍射结果可以证实,在 Zn-Al钎料/Cu的界面处存在金属间化合物 CuAl2。综上所述整个接头的界面结构为钎焊接头组织结构为Al/Al基固溶体/Al-Zn共晶组织/CuAl2金属间化合物/(Cu, Zn)固溶体层/Cu。
3 结 论
(1)采用 Zn-Al钎料可以实现 Al与 Cu的高频感应钎焊连接,整个接头的界面结构为 Al/Al基固溶体 +Al-Zn共晶组织 +少量 Zn基固溶体/ CuAl2金属间化合物 /(Cu,Zn)固溶体层 /Cu。
(2)在所选择的工艺参数范围内,室温剪切强度随钎焊电流的升高和连接时间的延长都是先升高后降低,在钎焊电流为 340 A、钎焊时间为 9 s时得到最大值,为 128.5 MPa。
[1] 赵 越,邹增大,王 岩.冰箱制冷系统铜铝管的连接方法[J].焊接,2003,(9):5-8.
[2] 杨瑞鹏,蔡殉王,李培祖,等.铝铜直接钎焊的研究[J].焊接技术,1999,28(5):4-5.
[3] 孙德超,胡 伟.Al-Cu接头钎焊研究 [J].焊接技术, 2002,31(2):18-19.
[4] 孟胶东,曲文卿.Al-Cu双金属复合结构的扩散连接试验研究[J].材料工程,2003,(1):34-37.
[5] 李亚江,吴会强,陈茂爱,等.Cu/Al真空扩散焊接头显微组织分析[J].中国有色金属学报,2001,11(3):424-427.
[6] 柯黎明,刘鸽平,邢 丽,等.铝合金 LF6与工业纯铜 T1的搅拌摩擦焊工艺[J].中国有色金属学报,2004,14(9):1 534 -1 538.
[7] LEEW B,BANG K S,JUNG S B.Effects of inter metallic compounds on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing[J].Journal of Alloys and Compounds,2005,390(1-2):212-219.
[8] QUYANG J IAHU,YARRAPAREDDY E,KOVACEV IC R.Microstructural evolution in the friction stir welded 6061 aluminum alloy(T62 temper condition)to copper[J].Journal ofMaterials Processing Technology,2006,172(1):110-122.
[9] 薛松柏,董 健,吕晓春,等.Al/Cu管异种材料火焰钎焊连接[J].焊接,2003,(12):23-25.
[10] 苏文英,阎玉芹.铝 -铜火焰钎焊材料研究[J].北京工业大学学报,1994,20(4):45-51.
[11] 董占贵,钱乙余.Al/Cu/Al接触反应液相行为及其连接[J].焊接学报,2001,22(6):45-47.
[12] X IA C Z,L I Y J,WANG J,et al.Microstructure and phase constitution near interface of Cu/Al vacuum brazing[J].Materials Science and Technology,2007,23(7):815-818.
Technical study on induction brazing ofAl to copper
ZHU Yan,DANG Zhenqian,WANG Yongdong
(College ofMaterials Science and Engineering,Heilongjiang Institute of Science and Technology,Harbin 150027,China)
A imed at improving the technology of brazing,this paper presents a study of the induction brazing ofAl to copper carried out by Zn-Al brazing filler metal,and the investigation into the microstructures and strength of the joints by means of SEM,XRD and shearing test.The experimental results show that the bonding ofAl to copper can be perfo rmed by Zn-Al fillermetal.The joint gives the interfacialmicrostructure ofAl/Al(s,s)/Al-Zn entectic/CuAl2/(Cu,Zn)/Cu.The shear strength of the joint brazed at 340 A for 9 s is up to 128.5 MPa at room temperature.
Al;Cu;Zn-Al fillermetal;induction braze;interfacialmicrostructure;bonding strength
TG454
A
1671-0118(2010)02-0127-04
2010-01-30
朱 艳(1970-),女,黑龙江省哈尔滨人,高级工程师,硕士,研究方向:异种材料焊接,E-mail:zhuyanmh2008@163.com。
(编辑徐 岩)
猜你喜欢
建材发展导向(2020年15期)2020-11-26
工业催化(2020年5期)2020-06-23
四川水泥(2019年9期)2019-02-16
制造技术与机床(2017年3期)2017-06-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
