
声发射技术在防喷器检测中的应用
2010-12-04 08:57朱祥军
无损检测 2010年12期
朱祥军
(川庆钻探工程公司 安全环保质量检验监督研究院,四川 618300)
随着目前我国钻井工作量的逐年增加,防喷器等井控设备的使用次数也越来越频繁。为提前发现隐患,保障钻井、修井作业的安全,适时对防喷器等井控设备进行彻底的可靠性检测势在必行。声发射作为一种新兴的无损检测方法,目前已经应用到防喷器的整体性能评价中。材料中局域源快速释放能量,产生瞬态弹性波的现象称为声发射(AE)。声发射是一种常见的物理现象,大多数材料变形和断裂时都有声发射现象发生,但许多材料的声发射信号强度很弱,人耳不能直接听见,需要借助灵敏的电子仪器才能检测出来。用仪器探测、记录、分析声发射信号和利用声发射信号推断声发射源的技术称为声发射技术[1]。声发射的信号检测过程如图1 所示。
防喷器声发射检测的操作规则和评级方法遵循ASTM E 569—2007《结构在受载中声发射监控的标准实施》和GB/T 18182—2000《金属压力容器声发射检测及结果评价方法》两项标准,另外还依据API 16A《钻通设备规范》进行静水压密封试验。
笔者检测时采集系统选用美国PAC 公司的DISP-16 通道声发射测试系统,软件为AEwin for Disp,门槛值为40 dB,传感器型号为R15 压电传感器,放大器为2/4/6 型,增益值为40 dB,耦合剂为黄油。
经过多年的声发射检测经验积累,目前笔者参与的防喷器声发射检测工程遍布全国,到目前为止,共检测防喷器646 台,其中在役防喷器有587 台。以下对防喷器的声发射检测要点及检测结果作一简单介绍。
1 信号分析技术
在声发射检测技术中,如何排除噪声干扰一直是一个技术难题[2-6]。防喷器声发射检测重点分析的声源是容器本身的缺陷,例如裂纹、局部偏析、应力集中点、各种焊接缺陷和母材缺陷等,但在压力试验过程中,还有很多来自容器或外界的非结构意义的声发射机制产生的噪声干扰,例如摩擦、振动、粘连开裂和气泡开裂等。因而在检测技术中通常还会利用空间鉴别方法,以排除定位阵列之外的声发射信号,并将声发射事件作为分析的主要数据类型。此外还需要利用振铃计数、能量及上升时间、持续时间进行参数鉴别,排除某些不符合的声发射事件。而且还需要利用高频窄带传感器及相应的频率滤波范围进行噪声的频率鉴别。
根据大量的试验数据可以看出,在加载条件下,零部件的相互摩擦、主要材料的位错和交叉滑移等塑性变形产生的多为连续型信号,由于摩擦机制与声发射信号机制不同,不能满足Kaiser 效应,因此这类信号能量小,幅度也很低。因此在对数据分析判断的过程中,主要采用参数分析法及空间鉴别法对噪声信号进行排除。其中参数分析法可从参数特征判断出大量的能量低、幅度小的噪声信号。而空间鉴别法是利用声发射的定位特性,根据Kaiser 效应,找出每个信号的具体坐标,对比两次试验中信号出现的位置,找出重复且特征数值大的信号,对其进行具体分析。
2 声发射检测的预警分析作用
在防喷器声发射检测中,选用分级恒载的方式加载,分级台阶和分级稳压时间需根据具体的试验和声发射情况灵活确定。在检测开始后检测人员的主要工作是观察屏幕图表显示,详细记录检测过程中的所有信息,包括升压阶段及各级稳压阶段产生的信号。
图2 和3 为在某次检测中第二次稳压台阶中出现的一个高幅度信号。经分析,能量数和振铃计数都很高,于是立即停止试压,卸压后对信号的位置进行分析,并进行第二次试验。第二次稳压台阶比第一次试验高1 M Pa,稳压1 min 后在同一位置再次出现高幅度信号。泄压后经过对防喷器壳体该位置内外表面进行模拟源信号定位对比,并对该信号处半径为10 cm 的区域进行超声波探伤复检,超声波探伤发现存在2 级缺陷(图4)。

图3 高幅度信号定位图

图4 超声波复检
3 防喷器声发射检测结果及分析
在声发射检测中,认为有问题的设备,会要求再进行一次声发射复检,经过复检仍然有问题的设备,采用其他无损探伤手段进行确认。对于防喷器壳体壁厚的特点,磁粉和渗透不太容易检测壳体内部的缺陷,而射线因为环境的限制不易实现,通常采用超声波探伤进行缺陷的确认。
为了更细致地划分防喷器的使用状态,根据检测中产生的声发射信号,对检测结果进行分类,共分为5 个级别(表1)。

表1 声发射检测结果等级
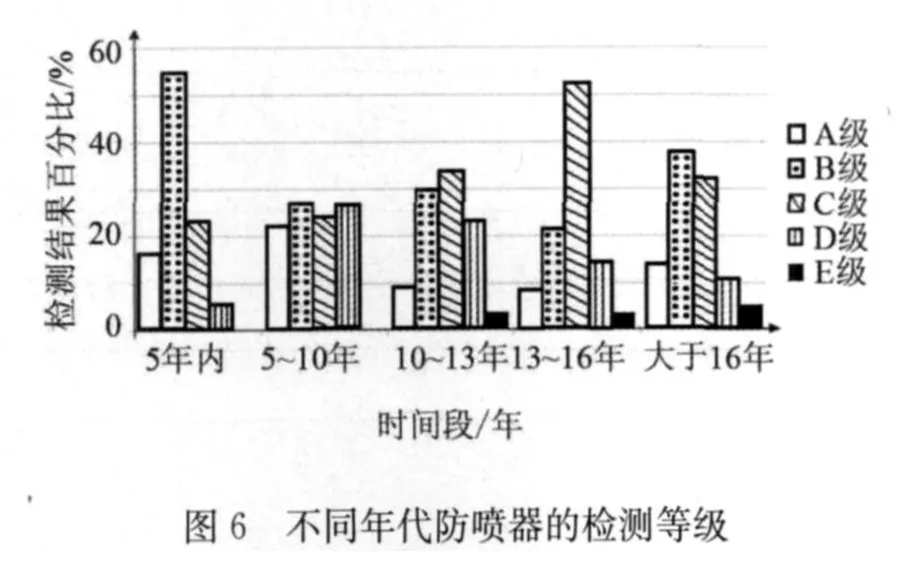
笔者检测的587 台在役防喷器检测等级如表2,不同型号防喷器的检测等级如图5。笔者对检测的防喷器按照5 年,10 年,13 年和16 年来划分年代段,对每个年代段的防喷器检测结果统计见图6。
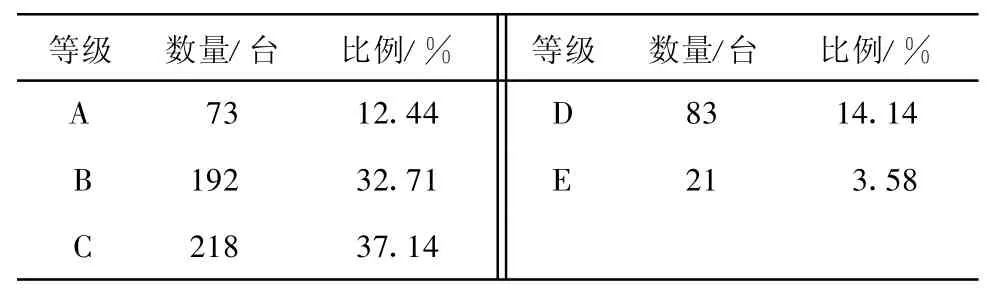
表2 防喷器检测等级列表
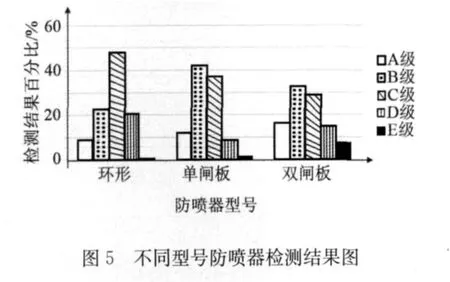
目前被检防喷器大多使用时间超过10 年,长期的使用必然带来防喷器承压部位金属疲劳,产生裂纹等诸多缺陷。在表2 和图5 中也可以看到检测的防喷器等级主要为B,C 级,C 级防喷器占总量近一半。通过大量测试知道,C 级防喷器的主要问题在于壳体内存在缺陷,这些缺陷的扩展相对缓慢。但是石油生产任务紧,防喷器使用频率很高,对于目前判定是B,C 级的防喷器在继续使用一年后能否继续使用是迫切需要了解的问题,因此建议对使用时间达到10 年以上的防喷器进行声发射年检,建立检测记录档案,保证防喷器的安全使用。
根据图6 的数据可以发现,随着使用时间的增加,防喷器的检测等级也在下降。使用时间超过10年的防喷器, 检测的结果主要集中在B, C 两个级别,且最危险的D,E 级占有11.25%的量。通过对D,E 级的防喷器复检发现,其壳体由于长期承压,容易产生疲劳裂纹,这些裂纹在过后的反复承压中缓慢扩展,成为防喷器使用的安全隐患。
而且,新出厂的防喷器有的也在检测中被判废。经过超声波复检,该判废防喷器壳体存在一个气孔,由此可见制造工艺的高低将直接决定新出厂防喷器的质量。另外5 年内的防喷器检测结果处于C 级的仍然不少,该级别的防喷器主要问题都集中在壳体存在气孔或夹杂。这样的防喷器在使用的过程中随时会出现缺陷扩展的情况。出于安全的考虑,建议对新防喷器加强抽检力度,并对检测结果为C 级的防喷器加强监控。
4 结语
综合以上数据,对于目前所发现的不合格防喷器产品,经分析,其问题主要集中在以下几点:①制造工艺(特别是铸件壳体)不完善,造成气孔和夹杂。②设备长期使用,承压件反复受力,造成材料疲劳裂纹的扩展。 ③使用设备的环境恶劣,设备长时间受腐蚀或冲击,造成材料应力腐蚀裂纹扩展及承压能力的下降。 ④现场施工人员野蛮施工,造成设备不必要的损伤。⑤大量的防喷器处于C,D 级,可能会为生产工作带来安全隐患。
结合上述几点,希望生产厂家在保证设备质量的同时,建议使用单位:①按时维护、清洗防喷器,降低设备受腐蚀程度。 ②定期为设备作检测,及时发现问题及时修复,确保设备的安全性。③建立设备使用及检测档案,随时观察设备的状态,确保使用的设备合格。 ④对声发射检测评定为C,D 级的防喷器进行年检,随时观察其使用状态,及时发现生产中的安全隐患。⑤在下一步的工作安排中,应加大检测力度,扩大检测范围。 ⑥及时按规定和要求淘汰旧的设备,保证生产工作安全运行。
[1] 耿荣生.声发射技术发展现状——学会成立20 周年回顾[J] .无损检测,1998(6):151-154.
[2] 耿荣生, 沈功田, 刘时风.声发射信号处理专题综述[J] .无损检测,2002,24(1):23-28.
[3] 沈功田, 段庆儒, 李帮宪.压力容器声发射技术综述[J] .中国锅炉压力容器安全,2000(2):5-9.
[4] 沈功田, 周裕峰,段庆儒, 等.现场压力容器检验的声发射源[J] .无损检测,1999,21(7):321-325.
[5] 孙德平.几种压力容器在役监控技术及应用[J] .工业安全与防尘,2000(3):28-29.
[6] 沈培玲.声发射技术在超高压容器检测上的运用及评价[J] .金山油化纤,2002(1):51-53.
猜你喜欢
石油工业技术监督(2022年5期)2022-05-27
减速顶与调速技术(2022年3期)2022-02-11
船舶与海洋工程(2021年5期)2021-11-18
化工管理(2021年26期)2021-01-09
制造技术与机床(2019年4期)2019-04-04
广东技术师范大学学报(2016年5期)2016-08-22
广西电力(2016年6期)2016-07-10
焊接(2016年2期)2016-02-27
探测与控制学报(2015年4期)2015-12-15
舰船科学技术(2015年8期)2015-02-27
