
卧式单面双工位铣钻组机的设计
2010-11-29 09:25陈湘萍艾宗良
中国重型装备 2010年3期
陈湘萍 艾宗良
(一拖(洛阳)开创装备科技有限公司研究所,河南471004)
卧式单面双工位铣钻组机的设计
陈湘萍 艾宗良
(一拖(洛阳)开创装备科技有限公司研究所,河南471004)
针对火车侧架加工的需要,设计了卧式单面双工位铣钻组机,介绍了组机的结构、所采用的刀具和夹具方案。
铣钻组机;火车侧架;加工;设计
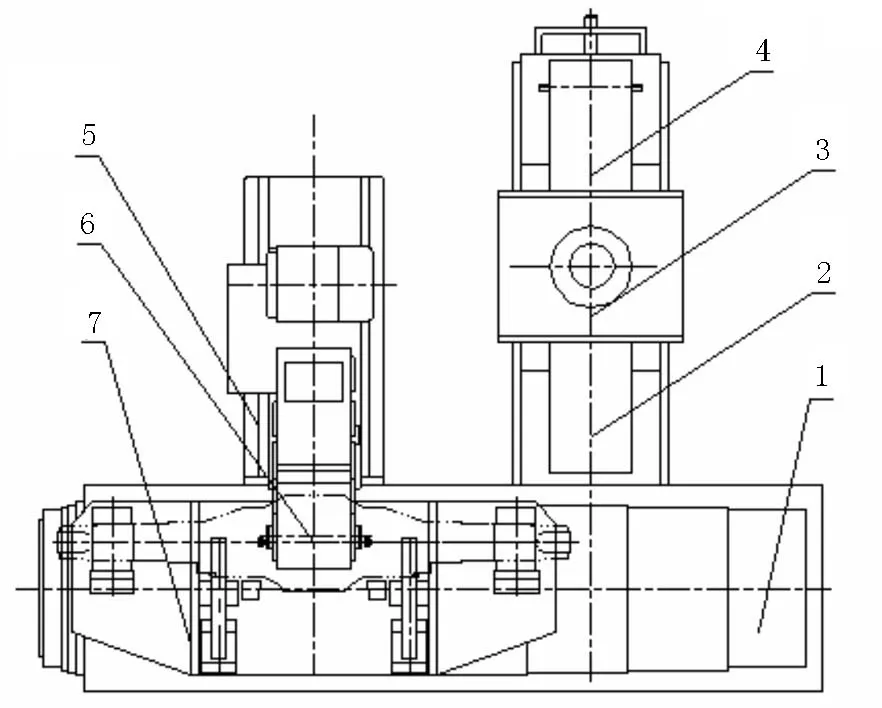
侧架是火车上的主要支承件之一,侧架支承摇枕,摇枕的上部支撑货车的整个厢体及装箱的货物。侧架体积庞大,呈长条不规则形,长2 222 mm,宽420 mm,高610 mm,材料为B级钢(ZG25MnTi),毛坯重量578 kg,属大型壳体类工件。工件在机床上装夹比较困难。为了提高生产效率,减少装夹次数,客户要求一次装夹加工支承件侧架的龙门两侧面及两侧面上的4个∅20.6 mm的孔,加工节拍为15 min/件。加工示意图见图1。
河南汝洲天瑞铸造有限公司是我国铁道部定点生产侧架的一家民营企业,多年来一直为铁路车辆生产厂家供应侧架铸件。随着我国经济的发展,铁路的货运量和速度都在不断提高,对侧架的生产质量、数量及供货的及时性都提出了新的要求。因此,该企业针对目前的加工生产现状,决定对侧架龙门两侧面及钻孔加工设备进行专项科研攻关,以尽快满足市场需求。

图1 加工示意图Figure 1 Schematic drawing of machining
1 铣钻组机的设计
1.1 总体方案
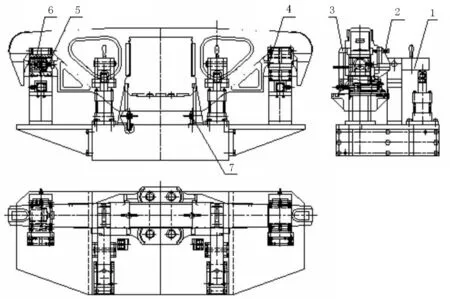
要铣削的两侧面属于不通过式,一次大铣刀铣削后,留下一些面积不能加工,必须通过二次小铣刀铣削。加工的四孔位置与要铣削的面垂直(见图1)。将铣、钻放在同一台机床加工具有很大的难度。该厂以前加工这些内容都是利用两台组机,一台铣削加工,另一台钻削加工。加工节拍高达20 min/件。经过认真分析研究,为了满足加工要求,采用卧式单面双工位的布局形式,如图2所示。Ⅰ工位双面两轴大铣刀铣削。Ⅱ工位采用双工步:①工步双面四轴小铣刀铣削,利用转塔头进行①、②工步间切换;②工步完成双面四轴钻削。夹具采用液压夹紧,上、下料采用人工吊装。
1.2 刀具及切削参数
1.2.1 刀具
铣刀采用整体硬质合金端面面铣刀,钻头采用硬质合金钻头,该刀具委托洛阳硬质合金工具厂进行专项非标设计。大铣刀刀盘直径∅247 mm,刀齿16个,刀体厚度52 mm。小铣刀刀盘直径∅90 mm,刀齿6个,刀体厚度50 mm。铣刀均采用键联接,螺钉压紧。钻头采用刚性联接,螺钉压紧。
1.2.2 切削参数的合理确定
铣、钻组机的大铣削电机功率为7.5 kW,铣削面积247 mm×220 mm。转塔滑台电机功率3 kW,铣削面积60 mm×60 mm,钻孔直径∅20.6 mm。其切削参数的选择综合考虑了多方面的因素,并经试验确定,如表1所示。
1—主滑台 2—双面四轴小铣头3—转塔头 4—双面四轴钻削头5—小滑台 6—双面两轴铣削头 7—夹具
1.3 夹具方案
夹具的技术方案是卧式单面双工位铣钻组机研制项目中的关键,关系到机床总体设计布局是否能切实得以实现。为此,我们优选了定位、夹紧点及相应的定位夹紧方案,并设计手动辅助支承,保证了定位夹紧可靠,降低了操作者的劳动强度,节省了机加的辅助时间。定位夹紧方案如图3所示。

表1 切削参数
1—压板 2—可调支承 3—侧压板 4—支承板 5—顶紧缸 6—支承板 7—可调支承
1.3.1 夹具的定位及结构方案
支架的铣钻工序的加工为第二道工序,其定位点和夹紧点为毛坯面或加工面。为保证加工内容的要求,夹具的六点定位是:
以支架两端的承台(加工面)作为主定位面,对工件进行三点定位,限制三个方向的自由度(见图3),在夹具的左右两端采用两个等高的定位支承板来满足定位的要求;以支架右端的导框面(加工面)作为定位点,对工件进行一点定位,限制一个方向的自由度,右导框采用支承板定位,通过顶紧缸以保证贴紧支承板;以支架侧面(毛坯面)作为定位点,对工件进行两点定位,限制两个方向的自由度,前侧面采用两个可调支承定位,对于不同的毛坯通过调节可调支承以保证定位的准确性,通过侧压板以保证工件贴合可调支承;通过调整可调支承保证零件定位,支承可靠,减小振动,以提高零件加工质量。
1.3.2 夹具压板设计
夹具压板采用铰链式抽拉压板(见图4),具有压紧可靠、装卸零件方便等优点。夹具压板由压板体、连接销、压板、支承销四部分组成。压板通过销子2与压板体连接,压紧时压板绕销子转动。由于压紧面为非加工面,采用铰链压紧可保证压紧可靠。销子4是压紧杠杆支承点,同时又是压板移动导向销,当装卸零件时,将压板沿销子后拉,装卸零件非常方便。
1.3.3 夹具的夹紧
由于该设备用于铣削和钻削龙门两侧面,切削力较大,同时该零件又属于壳体类零件,所以在考虑夹紧时,首先要选择最佳夹紧点,既要保证夹紧力,又要防止零件变形。经过分析和计算,选择左右三角孔作为夹紧点,采用中压油缸(缸径∅100 mm,杆径∅55 mm,行程为30 mm,油压可在14 MPa以内进行调整),以满足铣削所需夹紧力的需要。
1.4 其他
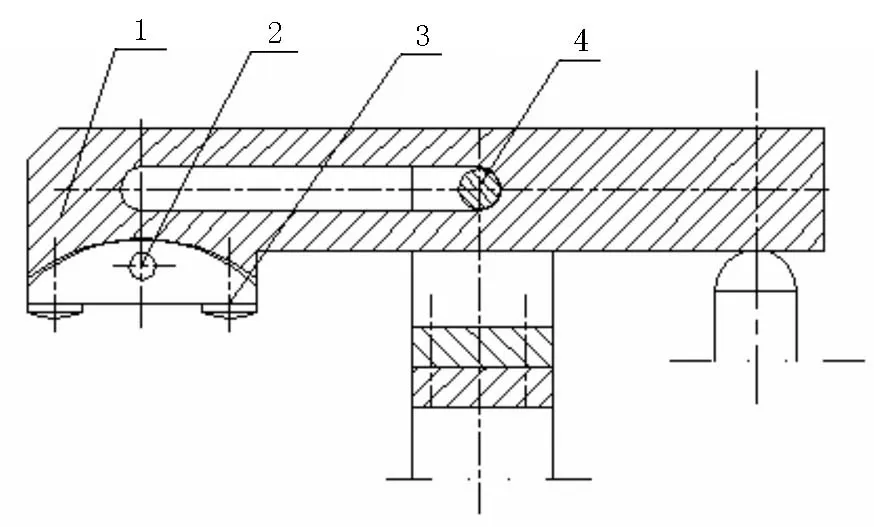
1—压板体 2—销子 3—压板 4—销子
该机床主滑台在Ⅰ工位、Ⅱ工位零位左端共需三个死挡铁,普通滑台只有两个死挡铁,通过分析在Ⅱ工位处采用上下可移动的油缸死挡铁,满足了设计需要。该机床铣削头和钻削头在满足刚度、强度等要求的情况下,箱体采用焊接件,缩短了制造周期,大大降低了成本。
2 工作循环
上料→夹紧→主滑台送工件至Ⅰ工位→Ⅰ工位小滑台进给→双面两轴大铣刀铣削→Ⅰ工位小滑台退回→主滑台送工件至Ⅱ工位→Ⅰ工步转塔滑台进给→双面四轴小铣刀铣削→转塔头进行Ⅰ、Ⅱ工步间切换→Ⅱ工步转塔滑台前进到位,主滑台左右进给完成双面四轴钻削→主滑台返回原位→下料。
3 结束语
卧式单面双工位铣钻组机突破常规,在同一机床上完成了铣钻复合加工,该技术在国内处于领先地位。从河南汝洲天瑞铸造有限公司铸钢厂机加车间的实际使用情况来看,加工侧架各项技术指标均达到研制要求。该项目的研制成功,标志着我们在大型壳体类侧架的加工工艺上取得了可喜的突破。
The Design for Horizontal Single Side Milling-Drilling Group Machine with Double Working Position
ChenXiangping,AiZongliang
The horizontal single side milling-drilling group machine with double working position is designed for the requirement of machining train side frame.This paper introduces the structure of group machine and applied tools and clamps scheme.
milling-drilling group machine; train side frame; machining; design
TG541+.3
B
2010—05—06
陈湘萍,女,工程师,从事机械设计工作。
艾宗良,男,高级工程师,从事机械设计、工艺及管理工作。
编辑 杜青泉
中国科技核心期刊《机械制造与自动化》杂志征订启事
□欢迎订阅□欢迎刊登广告□欢迎投稿
开本:大16开 双月刊 页码:108页 定价:10.00元(全年60元) 邮发代号:28-291
国内统一连续出版物号:CN 32-1643/TH 国际标准连续出版物号:ISSN 1671-5276
编辑部地址:江苏省南京市珠江路280号珠江大厦1903室 邮政编码:210018
电话:(025)84207048;84217296 传真:(025)84207048 E-mail: editor@njmes.org
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
水力发电(2021年2期)2021-05-14
造船技术(2020年2期)2020-05-18
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年3期)2017-06-23
中国海洋平台(2016年5期)2016-11-18
科技视界(2014年11期)2014-06-28
制造技术与机床(2014年11期)2014-04-23
