钛合金激光焊缝的超塑性变形行为及显微组织
2010-11-23 08:17程东海黄继华林海凡赵兴科
中国有色金属学报 2010年1期
程东海,黄继华,林海凡,赵兴科,张 华
(北京科技大学 材料科学与工程学院,北京 100083)
钛合金激光焊缝的超塑性变形行为及显微组织
程东海,黄继华,林海凡,赵兴科,张 华
(北京科技大学 材料科学与工程学院,北京 100083)
通过高温拉伸试验研究Ti-6Al-4V(TC4)合金激光焊缝的纵向超塑性变形行为,采用扫描电镜观察超塑性变形前后焊缝的显微组织。结果表明:TC4钛合金激光焊缝具有良好的超塑性变形能力,在900 ℃、10-3s-1工艺条件下伸长率达到最大值397%;在超塑性变形过程中,原始焊缝的针状马氏体首先转变为片层状的α+β组织,而后片层组织发生再结晶等轴化;随着变形温度升高或应变速率降低,等轴化程度增大。
Ti-6Al-4V合金;激光焊接;超塑变形
TC4钛合金具有密度小、比强度高、耐蚀性和高温抗蠕变性能好等特点,已成为航空航天和电力工业中最具潜力的材料。TC4钛合金在一定的温度和变形速率下具有良好的超塑性能,采用扩散连接/超塑成形组合工艺(DB/SPF)生产飞行器异形件可实现一次整体精密成形且零件质量好,能减轻结构质量,降低生产成本,实现结构设计与制造的灵活性,尤其在多层板结构的制造方面具有很大优越性[1]。然而,随着航空航天工业的发展,钛合金的扩散连接/超塑成形组合工艺(DB/SPF)也暴露出如下一系列问题和局限性:扩散连接时必须在成形件的不连接部分预先涂敷止焊剂,对后续的超塑成形模具密封性要求很高,且增加工序数。若涂层厚度不均匀,位置不准还会使结构件外表面产生沟槽。此外,更要求严格控制扩散连接温度和保温时间,以防止晶粒过度长大,导致超塑成形时零件破裂[2]。
近年来,国内外的一些学者开始积极寻找替代扩散连接的其他焊接方法与超塑成形工艺相组合,并对接头超塑性能力和零件性能等方面进行研究,这些研究主要集中在搅拌摩擦焊、等离子弧焊以及真空电子束焊等焊接方法上[3-5],取得良好的效果,证明焊缝具有参与超塑性变形的能力。激光焊接具有能量密度高、焊接速度快、焊缝及热影响区窄、焊件变形小、焊缝组织细小及质量高等优点[6-10],将激光焊接与超塑成形工艺相组合,将有望获得性能更好的成形件[11]。目前,关于激光焊接接头超塑性变形行为的研究还未见报道。本文作者研究 TC4钛合金激光焊接接头超塑变形性能,以及超塑变形前后的显微组织变化,为激光焊/超塑成形组合工艺的研究和应用提供实验基础。
1 实验
实验材料为0.8 mm厚TC4钛合金薄板,其化学成分(质量分数)为Al 5.50%~6.75%,V 3.50%~4.50%,Fe不大于0.5%,C不大于0.1%,O不大于0.20%,N不大于 0.05%,接头形式为对接接头。焊前板材清理工序如下:5%~10%NaOH酒精溶液碱洗除油,清水冲洗,5%HF+30%HNO3水溶液酸洗去除表面氧化物,清水冲洗,烘干并保存在干洁器皿中。焊接试验使用功率范围为100~4 000 W的CO2轴流激光器,模式为TEM01模,激光束采用透镜聚焦,焦距为190.5 mm,聚焦后光斑直径不大于0.2 mm。焊接工艺参数:离焦量Δf =-0.5 mm,激光功率P=1 300 W,焊接速率V=3.0 m/min。焊接过程气体保护良好,焊缝成银白或淡黄色,经X射线探伤仪检测焊缝内部没有观察到气孔或裂纹。
高温拉伸试验在高温 MTS810拉伸试验机上进行,试样尺寸如图1所示。为便于对比,同时对相同试样尺寸的母材进行试验。拉伸前在试样表面涂Ti-5玻璃防护涂料,该涂料在850~1 000 ℃下都有很好的保护效果,且高温流动性较好。应变速率选取工业常用应变速率范围为 10-3~10-1s-1;拉伸温度范围为870~920 ℃,空冷。金相试样经打磨抛光后用5%HF+10%HNO3水溶液侵蚀,通过Leo-40扫描电镜观察接头组织形貌。
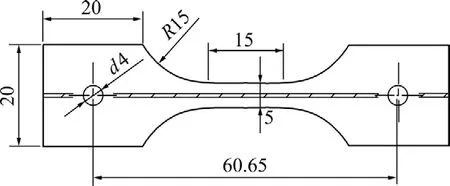
图1 高温拉伸试样的示意图Fig.1 Schematic diagram of specimen for hot tensile test (mm)
2 结果及讨论
2.1 TC4钛合金激光焊缝超塑性变形性能
图2所示为高温拉伸试验结果。由图2可知,在870~920 ℃的拉伸温度范围内,焊缝的伸长率δ值在97%~397%间变化。一定应变速率条件下,焊缝伸长率随着温度的升高伸长率而升高,仅当应变速率为10-3s-1时,伸长率先上升,在900 ℃达到最大值397%,随温度继续升高,伸长率略有下降,在 920 ℃时为387%。分析认为,随着温度的升高,焊缝中的原子扩散加快,粘性β相的量增加,晶界会变得越来越不稳定,晶界间的粘滞力逐渐降低,晶界滑移也变得越来越容易,所以试样的伸长率增加。但当应变速率较慢时,如果温度过高,晶粒容易长大,反而会降低材料的超塑性能,所以在10-3s-1时920 ℃条件下伸长率会略有降低。
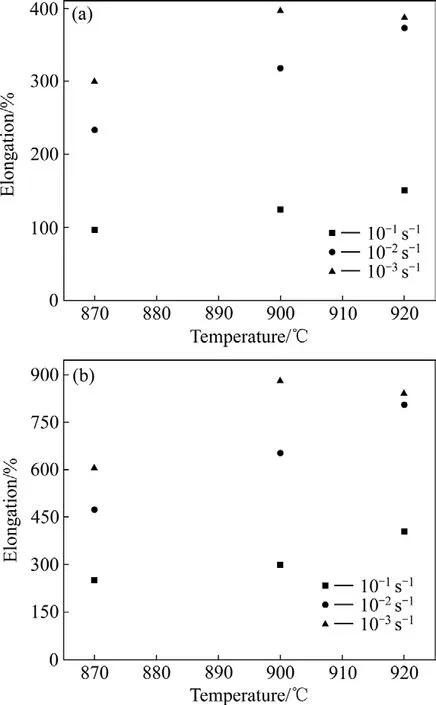
图2 变形工艺对焊缝及母材伸长率的影响Fig.2 Effects of forming parameters on elongation of weld bead(a) and base metal(b)
由图2还可以看出,应变速率也是影响合金超塑性能的重要因素之一。焊缝在10-3~10-2s-1应变速率范围内,伸长率δ值在233%~397%之间变化,虽然比相同条件下的母材伸长率(473%~880%)低,仍说明焊缝呈现良好的超塑性变形能力。在本试验条件范围内,当应变速率为10-3s-1时焊缝超塑性能力最佳。一般来说,材料的超塑性发生在较缓慢的应变速率条件下。因为在高应变速率条件下变形时,位错塞积、扩散蠕变和位错滑移不能有效的对晶界滑移起协调作用。且焊缝组织在变形过程中是片层组织,晶粒在滑动过程中必然在一些地方受阻,从而引起应力集中。因此,材料内部的协调过程来不及进行,应变硬化不能充分消除,应力集中得不到及时松弛,不利于均匀变形,故超塑性能较差[12]。
2.2 TC4钛合金激光焊缝初始显微组织
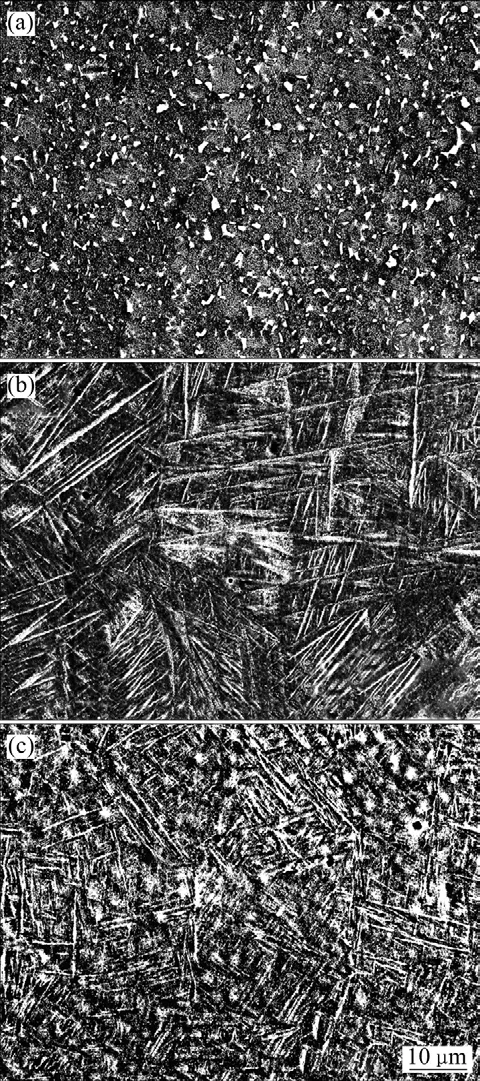
图3 超塑性变形前母材与焊缝中心及热影响区的显微组织Fig.3 Microstructures of base metal(a) and weld joint before tensile test(b) and HAZ(c)
图3 所示为超塑性变形前母材与焊缝中心以及热影响区的显微组织。由图3可看出,TC4钛合金母材组织为等轴α+β相(见图3(a)),β相分布在α相边界处;焊缝中存在大量柱状晶,内部为针状马氏体α′相交织成的网篮状组织,α′相是合金元素在 α相中的过饱和固溶体[13](见图3(b));焊缝热影响区(HAZ)的组织由较粗大的等轴晶粒及其内部的微量细小针状马氏体组成(见图 3(c))。
2.3 TC4钛合金激光焊缝超塑变形后显微组织
图4所示为试样在870 ℃、10-3s-1条件下发生超塑性变形后母材及热影响区的显微组织。由图 4(a)可以看出,经历超塑性变形后,母材组织由变形前的等轴组织转变为双态组织。这种组织是由于合金在 α+β相区较高温度变形而生成的[14],晶粒尺寸变化并不明显,这是由高温晶粒长大和动态再结晶细化共同作用导致的。由图4(b)可以看出,焊缝组织由原来的针状转变为片层状。在片层组织和等轴组织之间有一过渡层,过渡层主要由等轴组织和短小片层结构组成,所处位置为变形前热影响区的位置。
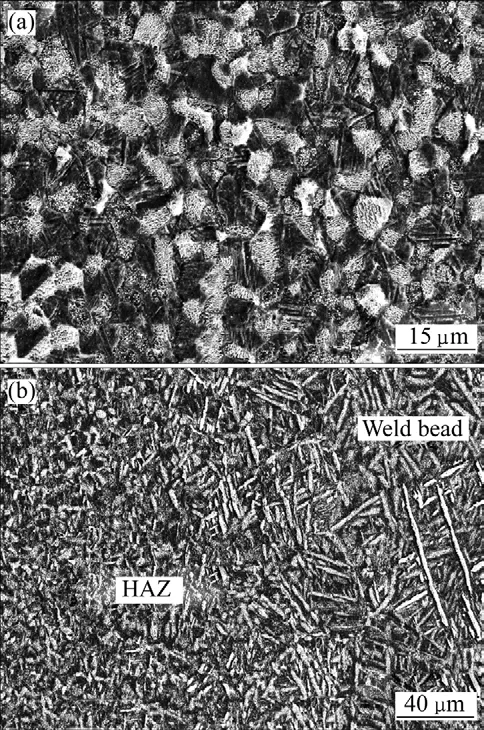
图4 在870 ℃、10-3 s-1时超塑性变形后母材及焊缝热影响区的显微组织Fig.4 Microstructures of base metal(a) and HAZ of weld bead(b) after tensile test at 870 ℃ and 10-3 s-1
TC4钛合金激光焊接焊缝显微组织中的针状马氏体α′相是一种过饱和固溶体,在一定条件下,其内部合金元素将往外扩散,形成稳定的 α相。在 870~920 ℃、10-3~10-1s-1的条件下,焊缝中的合金元素扩散系数较高,焊缝中的过饱和固溶体 α′相将发生α′→α+β的转变[15]。同时,针状组织长大成片层状组织。即经历超塑性变形后,TC4钛合金激光焊接焊缝显微组织将由网篮状的针状马氏体α′转变成片层状的α+β组织。在大变形的作用下,片层发生动态再结晶,且片层之间发生相互碰撞、挤压,使得片层不断碎化,从而形成片层组织等轴化的现象。HAZ内部的细小针状组织在超塑性变形过程中同样向片层组织转变,使得在超塑性变形后热影响区组织由等轴组织和短小片层组织的混合组成,此区域也就成了焊缝片层组织和母材等轴组织之间的过渡区域。
2.4 变形温度对显微组织的影响
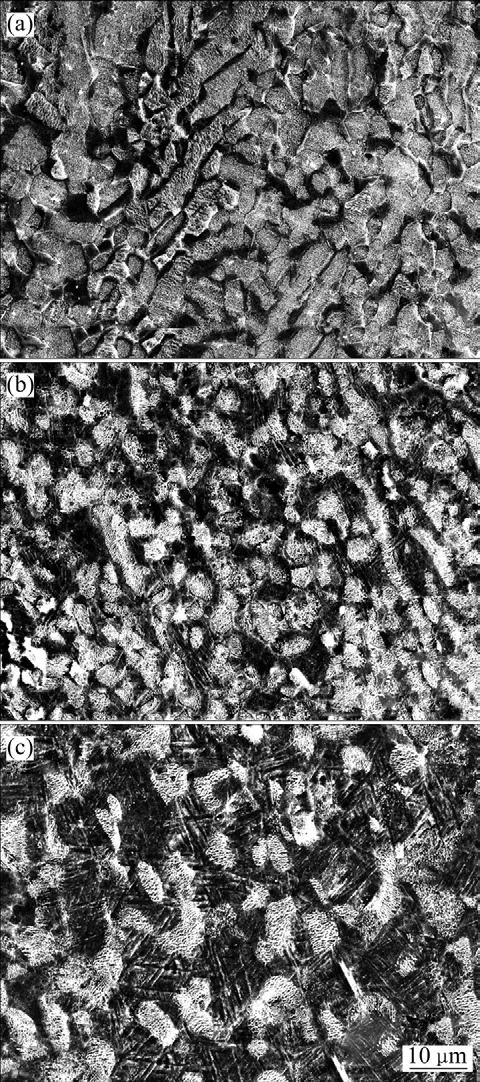
图5 应变速率为10-3 s-1时不同温度下拉伸后焊缝显微组织Fig.5 Microstructures of weld bead deformed at 10-3 s-1 and different temperatures: (a) 870 ; (b)℃ 900 ; (c)℃ 920 ℃
图5 所示为应变速率为10-3s-1时变形温度对焊缝显微组织的影响。由图5可以看出,在应变速率为10-3s-1条件下,随着温度的升高,片层组织首先在900 ℃转变为尺寸细小的等轴晶粒,说明变形过程中发生动态再结晶;当温度上升至920 ℃时,晶粒有所长大,且在整个温度上升过程中焊缝内β相含量逐渐增加。其原因是当变形温度为870 ℃时,焊缝软化程度不高,动态再结晶进行不充分,在应力和变形作用下 α片层发生断裂,焊缝由等轴晶粒和片层组织组成。而当变形温度增加时,焊缝内部合金元素扩散速率更大,一方面使得片层组织的动态再结晶更充分,生成晶粒尺寸细小的等轴晶粒;另一方面,温度的升高和合金元素的扩散使得β相含量也逐渐增加(见图5(b)),而β相在高温下具有良好的塑性[16],这有利于试样的超塑性变形,因此变形量增大;随着变形温度的进一步升高(见图5(c)),元素扩散速度进一步加快,虽然β相的含量增大,但晶粒长大更加明显,从而降低材料的超塑变形能力。长时间的高温变形使得晶粒长大及试样氧化加剧,导致此温度下试样的超塑性能降低,因此,TC4钛合金激光焊缝在900 ℃、10-3s-1时的超塑性能最佳。
2.5 应变速率对显微组织的影响
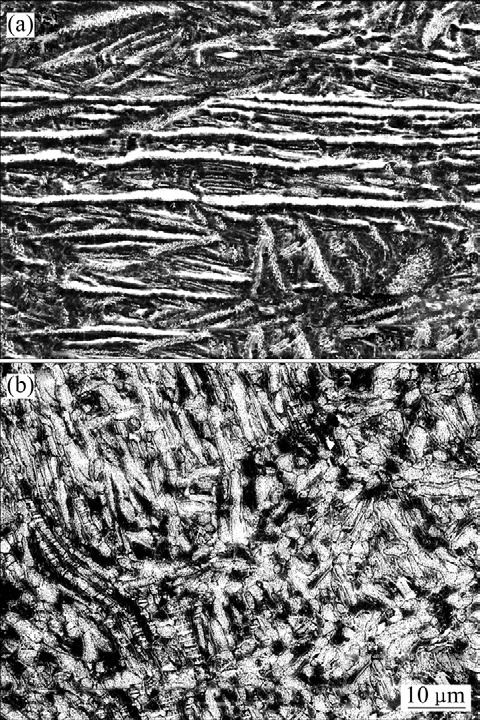
图6 变形温度为900 ℃时不同应变速率下拉伸后焊缝的显微组织Fig.6 Microstructures of weld bead deformed at 900 ℃and different strain rates: (a) 10-1 s-1; (b) 10-2 s-1
图6 所示为应变速率下拉伸后焊缝的显微组织。由图6可以看出,在变形温度为900 ℃条件下,当应变速率为10-1s-1时,显微组织已长大成明显的片层状组织,且片层具有比较明显的方向性,这主要是变形速率过快,应力变形未能对焊缝组织充分作用,焊缝组织转变不充分的结果。当应变速率降低到 10-2s-1时,一方面焊缝具有足够的变形时间,使变形更加充分,而且由于温度较高,原子扩散速度较快,片层更为粗大;另一方面,应变速率的降低有利于焊缝组织的动态再结晶软化,应力应变为片层生长提供更多的间隙,同时片层间的嵌入、切断也更充分,使得焊缝中的片层组织更加粗、短、分布更杂乱,且在焊缝片层组织之间已经出现部分等轴组织(见图 6(b))。这种组织转变使得焊缝超塑性变形后的伸长率达到318%。当超塑变形初始应变速率继续降低到10-3s-1时,焊缝内部的组织转变更充分,组织完成等轴化(见图5(b)),焊缝组织完全为等轴晶粒,使其伸长率达到 397%,呈现出良好超塑性变形能力。由此分析可知,应变速率的降低有利于焊缝超塑性变形组织转变,也有利于焊缝超塑性变形的进行。
通过以上分析可知,动态再结晶焊缝变形的主要机制,并伴随有扩散蠕变和位错滑移相协调。在拉伸温度作用下,原子扩散速率大幅增加,原始焊缝发生相变同时由针状转变为片层组织,此后片层组织因发生动态再结晶而球化生成等轴晶粒。焊缝显微组织的转变需要较高的变形温度(不小于870 )℃和较低的应变速率(不大于10-2s-1),在合适的变形温度条件下应变速率的降低有利于显微组织的等轴化,且在900 ℃、10-3s-1条件下得到最理想的晶粒,此条件下获得的伸长率也最大。
3 结论
1) 拉伸温度和应变速率是影响钛合金激光焊缝超塑性变形的两个主要因素,在温度为870~920 ℃,应变速率为10-3~10-2s-1范围内时,焊缝呈现良好的超塑性能。随拉伸温度的升高或应变速率的降低,焊缝伸长率均呈增加趋势,在900 ℃、10-3s-1条件下伸长率达到最大值397%。
2) 超塑性变形过程中焊缝组织发生α′→α+β的相变,并由针状转变成片层状,进而等轴化。在合适温度条件下,变形速率的降低有利于针状组织的轴化,且在900 ℃、10-3s-1条件下得到最细小的等轴晶粒。
3) 动态再结晶是焊缝显微组织转变的主要机制。
REFERENCES
[1] HAN Wen-bo, ZHANG Kai-feng, WANG Guo-feng.Superplastic forming and diffusion bonding for honeycomb structure of Ti-6Al-4V alloy[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 450-454.
[2] BOTTOMLEY I E. Superplastic forming and diffusion bonding of aircraft structures[J]. Journal of Aerospace Engineering, 1995,209(3): 227-231.
[3] MA Z Y, MISHRA R S, MAHONEY M W. Superplastic deformation behaviour of friction stir processed 7075Al alloy[J].Acta Materialia, 2002, 50(17): 4419-4430.
[4] HANADI G, SALEM A, ANTHONY P R. Microstructure and retention of superplasticity of friction stir welded superplastic 2095 sheet[J]. Scripta Materialia, 2002, 46(5): 337-342.
[5] HUANG J C, SHEN Y D, HAO N J. Characterization of electron beam welding of superplastic 8090 Al-Li alloys[J]. Materials Science and Technology, 1994, 10(6): 647-657.
[6] CASALINO G, CURCIO F, MEMOLA F. Investigation on Ti6Al4V laser welding using statistical and Taguchi approaches[J]. Journal of Materials Processing Technology,2005, 167(2/3): 422-428.
[7] CAIAZZO F, CURCIO F, DARRELIO G, MEMOLA C M F.Ti6Al4V sheets lap and butt joints carried out by CO2laser:mechanical and morphological characterization[J]. Journal of Materials Processing Technology, 2004, 149(1/3): 546-552.
[8] ZHANG L, GOBBI S L, NORRIS I, ZOLOTOVSKY S,RICHTER K H. Laser welding techniques for titanium alloy sheet[J]. Journal of Materials Processing Technology, 1997,65(1/3): 203-208.
[9] WANG S H, WEI M D, TSAY L W. Tensile properties of LBW Welds in TC4 alloy at evaluated temperatures below 450 [J]. ℃Materials Latters, 2003, 57(12): 1818-1823.
[10] LIU De-jian, CHEN Yan-bin, LI Li-qun, LI Fu-quan. In situ investigation of fracture behavior in monocrystalline WCp-reinforced Ti-6Al-4V metal matrix composites produced by laser melt injection[J]. Scripta Materialia, 2008, 59(1): 91-94.
[11] ZHANG Kai-feng, WANG Gang, WU De-zhong, ZHENG Hai-rong, CHEN Hui-bin. Superplastic bulging capability of Ti-6Al-4V buttcover plate[J]. Trans Nonferrous Met Soc China,2002, 12(2): 251-255.
[12] 王 敏, 郭鸿镇. TC4 钛合金晶粒细化及超塑性研究[J]. 塑性工程学报, 2008, 15(4): 155-158.WANG Min, GUO Hong-zhen. Investigation on grain refinement and superplasticity of Ti-6Al-4V alloy[J]. Journal of Plasticity Engineering, 2008, 15(4): 155-158.
[13] PARK C H, KO Y G, PARK J W, LEE C S. Enhanced superplasticity utilizing dynamic globularization of Ti-6Al-4V alloy[J]. Mater Sci Eng A, 2008, 496(1/2): 150-158.
[14] VALIEV R Z, ISLAMGALIEV R K, SEMENOVA I P.Superplasticity in nanostructured materials: New challenges[J].Mater Sci Eng A, 2007, 463(1/2): 2-7.
[15] MARTINEZ F, MURR L E, RAMIREZ A, LOPEZ M I,GAYTAN S M. Dynamic deformation and adiabatic shear microstructures associated with ballistic plug formation and fracture in Ti-6Al-4V targets[J]. Mater Sci Eng A, 2007, 454/455:581-589.
[16] SHEN C C, PERNG T P. Pressure-composition isotherms and reversible hydrogen-induced phase transformations in Ti-6Al-4V[J]. Acta Materialia, 2007, 55(3): 1053-1058.
Superplastic deformation behavior and microstructures of laser welded titanium alloy
CHENG Dong-hai, HUANG Ji-hua, LIN Hai-fan, ZHAO Xing-ke, ZHANG Hua
(School of Materials Science and Technology, University of Science and Technology Beijing, Beijing 100083, China)
The superplastic deformation behavior of laser welded Ti-6Al-4V alloy by hot tensile tests were investigated,and the microstructures of the weld bead before and after superplastic deformation were observed by scanning electron microscopy (SEM). The results show that the laser welded TC4 joint has good superplasticity, and the maximal elongation of 397% is obtained at 900 ℃ and 10-3s-1. During the superplastic deformation, the initial acicular martensite transforms into lamellar α+β phases. Then, dynamic recrystallization occurs and the grain expresses equiaxed trend. The equiaxed degree increases with increasing tensile temperature and decreasing strain rate.
Ti-6Al-4V alloy; laser beam welding; superplastic deformation
TG 456.7
A
1004-0609(2010)01-0067-05
2008-11-20;
2009-07-28
黄继华,教授;电话:010-62334859;E-mail: jihuahuang47@163.com
(编辑 李艳红)
猜你喜欢
土木工程与管理学报(2022年6期)2023-01-18
航空发动机(2020年3期)2020-07-24
中国材料进展(2019年10期)2019-12-07
石油管材与仪器(2019年4期)2019-08-24
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
中国铁道科学(2015年6期)2015-06-21