漂白针叶木浆酶促打浆效果的研究
2010-11-22 01:56:48曹海利李新平张素风
中国造纸 2010年10期
曹海利 李新平 张素风
(陕西科技大学造纸工程学院,陕西省造纸技术及特种纸品开发重点实验室,陕西西安,710021)
漂白针叶木浆酶促打浆效果的研究
曹海利 李新平 张素风
(陕西科技大学造纸工程学院,陕西省造纸技术及特种纸品开发重点实验室,陕西西安,710021)
研究了纤维素酶和β-葡聚糖酶的预处理对节约打浆能耗的影响,通过测定纸浆的黏度、保水值、还原糖含量以及纸张的强度性能来反映酶处理纸浆的效果。结果表明,酶处理的确可以有助于节约打浆能耗,提高纸浆的滤水性能,增加纤维的保水值。同时,纸张的强度性能也得到改善。
纤维素酶;β-葡聚糖酶;打浆能耗;纸浆黏度;保水值
制浆造纸工业能耗高,据统计,能耗大约占其生产成本的 18%~25%,而打浆过程的电力损耗就占到其中的 15%~18%[1]。由于高能耗的能源开支高,因而造纸工业有必要采取节能措施。通过纸浆的预处理 (尤其是在打浆阶段)来促进节约能耗,将会在造纸工业中形成一个全球化的节能效应[1-2]。在制浆造纸工艺中,对浆料悬浮液进行机械磨浆,导致了纤维形态学和结构的改变。磨浆的主要影响是纤维的细纤维化、构造的精细化、纤维的缩短或切断以及纤维的卷曲或校正[3-5]。而现代生物技术的发展恰好给纸浆的预处理提供了一种选择,通过生物酶的预处理对纸浆纤维进行改性,以促进纤维表面的细纤维化,降低打浆能耗[6]。
本实验研究了两种商业酶——纤维素酶和β-葡聚糖酶作用于漂白针叶木纸浆的效果,依据磨浆能耗及手抄纸过程中的水解糖含量、纸浆特性和物理性能,来评价这种酶系处理对磨浆的影响。
1 实 验
1.1 原料
浆料取自国内某企业的无元素氯漂白浆料,浆料黏度为 841 mL/g。
实验使用了两种商业酶,β-葡聚糖酶和由糖降解酶混合而成的纤维素混合酶 (包括聚阿拉伯糖水解酶、纤维素酶、半纤维素酶和木聚糖酶)。酶均由诺维信公司 (Novozymes)提供。
1.2 酶预处理
分别用 1、2和 4 IU/g绝干浆的纤维素酶和β-葡聚糖酶在浓度为 5%的浆料悬浮液中进行预处理,温度为 50℃,边反应边搅拌。
反应时间:混合酶 1 h;β-葡聚糖酶 2 h和 4 h。pH值:纤维素酶处理用缓冲液调节到 5;β-葡聚糖酶调到 4.3。
酶处理后,用带真空泵的布氏漏斗对纸浆进行过滤,滤液回收进行还原糖测定,纸浆用去离子水洗涤至中性,以避免进一步的酶反应[6-10]。除了酶的添加,浆料处理均在相同的条件下进行。每次预处理重复 3次,结果取平均值。
1.3 滤液中的碳水化合物特征分析
在酶预处理浆料以及磨浆后对干残渣进行碳水化合物水解情况的分析,用 DNS法测定总还原糖的含量。
1.4 浆料特征分析
依据国际标准方法 ISO 5351/1,在酶预处理前后对纸浆黏度进行检测。所有的纸浆样品都在 PFI打浆机 (ISO 5264/2)中进行,转数分别是 500、1500、3000转,浆浓为 10%。
根据 ISO5267/1标准,用打浆度来衡量纸浆的滤水性能。实验室手抄纸用 ISO 5269-1标准方法,测试物理性能用 ISO 5270标准。
纤维的润胀程度通过测定保水值 (WRV)来衡量,这种方法包含浆样在水中的浸透以及进一步的离心分离。其计算方程式为:WRV=[(Ww-Wd)/Wd]×100%。其中,Ww为离心分离后的湿浆质量;Wd为湿浆在 105℃下烘干至恒重时的质量。
2 结果与讨论
2.1 混合酶预处理
2.1.1 混合酶水解反应对浆料的影响
通过测定酶处理后滤液中释放的还原糖含量以及纤维素聚合度,可以验证酶对纤维的水解反应,图1显示了未磨浆用纤维素混合酶预处理 1 h,还原糖含量及纸浆黏度的变化。

图1 混合酶预处理对还原糖含量以及纸浆黏度的影响
图1数据显示,还原糖含量最高为 13 mg/g,表明浆料水解率不超过 1.3%,这就意味着浆料不会因为预处理而大量丢失。纤维素酶的水解作用使浆料黏度下降了 20%。纸浆黏度的降低很可能是和纤维素酶的作用方式是相符的,混合酶含有内切葡聚糖酶,可以水解自由结合的无定形链状纤维素,因此也可以制造更多的末端基使得纤维素链快速降解。
2.1.2 混合酶预处理对打浆的影响
表1显示经过酶预处理的浆料打浆度较未经过酶预处理的高,在 PFI打浆 1500转时,打浆度达到一个较大值,提高了 35%以上,相应的在打浆阶段也起到了明显的节能效果。
通常情况下,纤维外部的细纤维化可以影响某些指标,以保水值 (WRV)为例 (见表2),在相同的磨浆转数下,可以观察到相似的变化趋势,但是伴随的保水值的增加并不是那么明显。与打浆度进行比较,保水值的增加较小,这很可能与纤维内部的细纤维化以及酶渗透到纤维壁内部受到限制有关联;另一方面,较大幅度的打浆度增加和纤维外部细纤维化有关,这也验证了酶对纤维表面结构改性的假说。
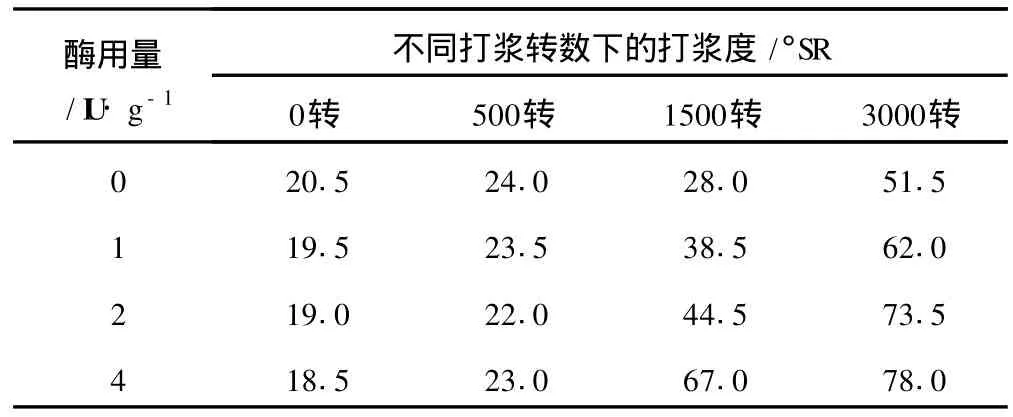
表1 酶用量对不同打浆转数下浆料打浆度的影响
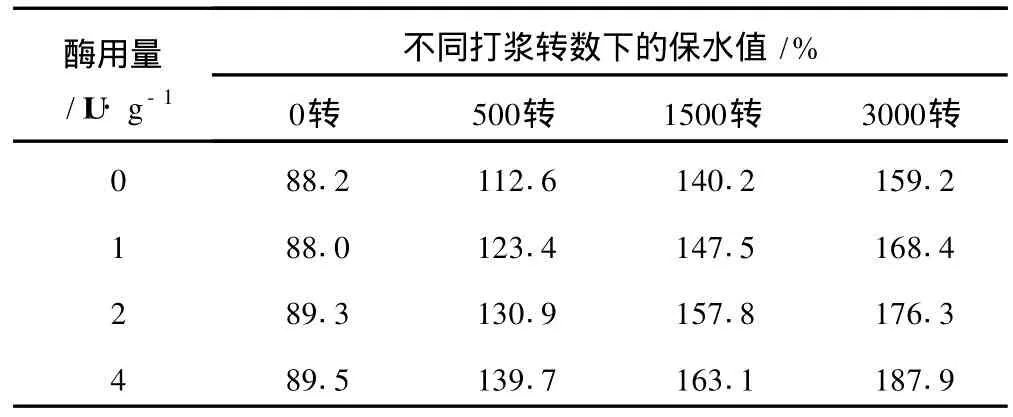
表2 酶用量对不同打浆转数下浆料保水值的影响
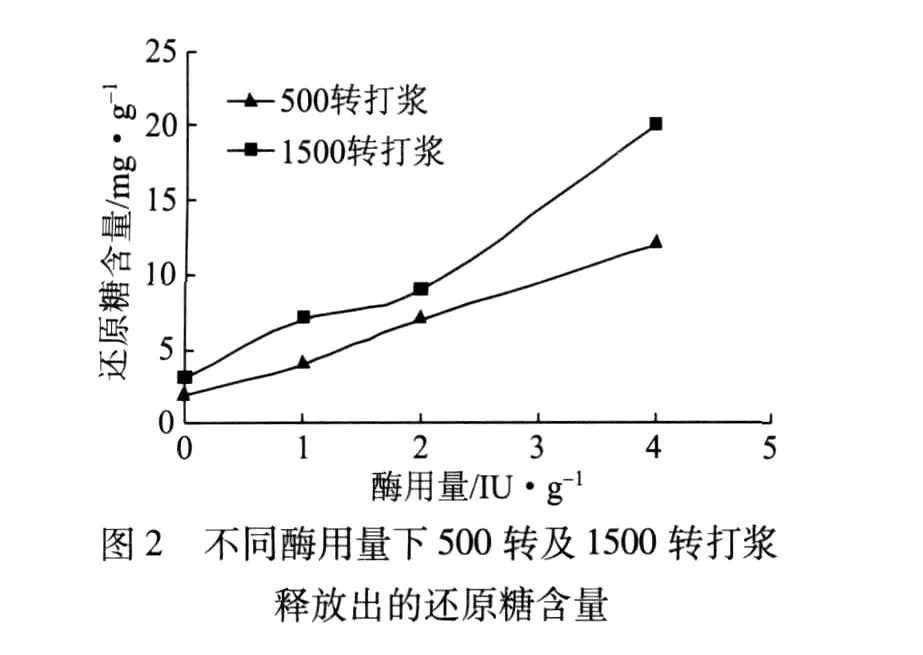
通过磨浆过程以及测定磨浆后回收滤液中还原糖的含量,发现浆料还原糖含量在 PFI打浆转数为1500转以及酶用量大于 2 IU/g时有较大的改变,见图2。这表明,通过聚合物的物理降解,磨浆过程的机械处理促进了还原糖的释放。
2.1.3 混合酶预处理对纸浆强度性能的影响
如图3所示,随着酶对纤维素和半纤维素的降解,以及对浆料的机械磨解作用,纸浆的强度性能变化较大。在酶处理样品中,并没有发现纸浆物理性能的下降,相反,在 2 IU/g样品中 PFI打浆 1500转后抗张能力比未处理的样品提高了 14%,再进一步提高酶用量和打浆转数,纸浆物理性能的变化不明显。图4显示了在没有机械磨解的情况下增加酶用量,纸张的抗张强度提高了 13.6%。


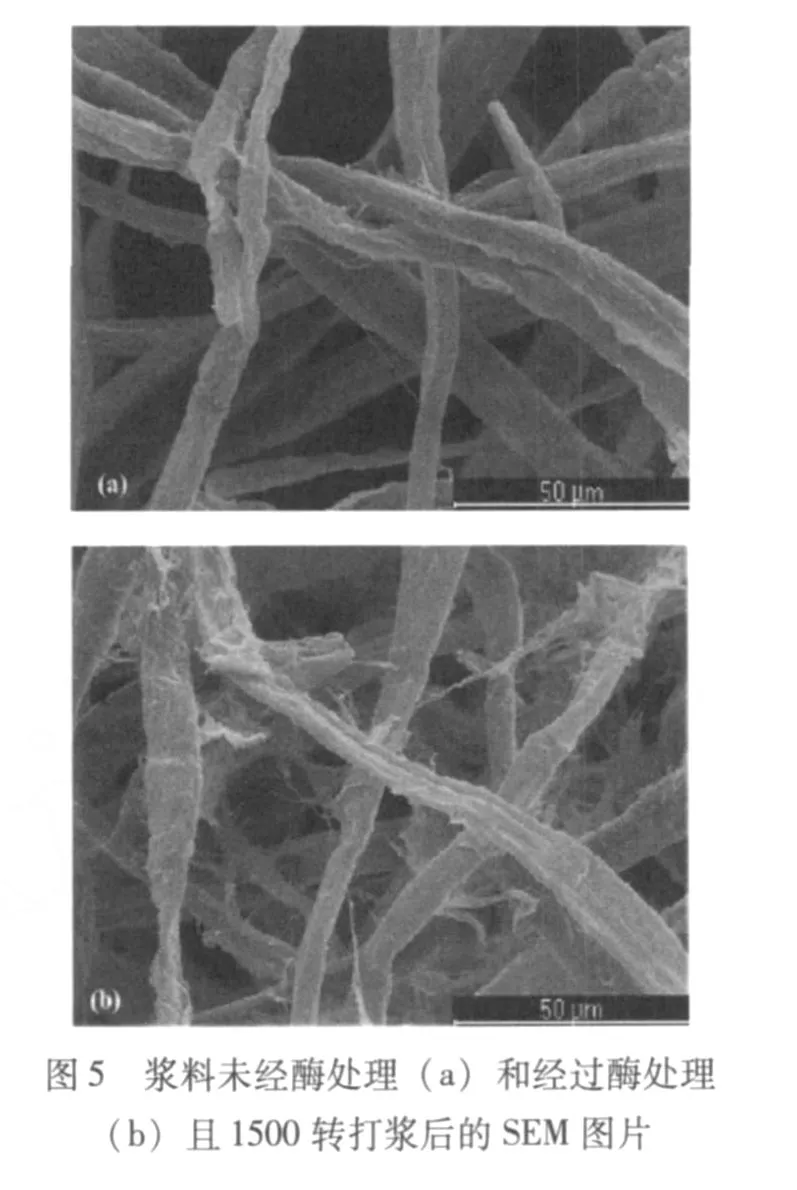
酶跟生物打浆的效果有关,这也就意味着在不经过打浆的情况下,酶处理纸浆可以制造更多的外部细纤维化,也可以促进打浆效果,提高打浆效率,改善纸张质量,见图5。
2.2 β-葡聚糖酶预处理
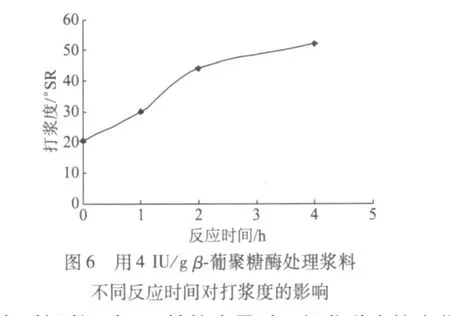
酶用量 4 IU/g,改变酶预处理的反应时间,结果见图6。由图6可知,延长反应时间,β-葡聚糖酶预处理的效果更加明显。预处理时间从 1 h延长到 2 h,打浆度可以提高 46.7%。
2.2.1 β-葡聚糖酶水解反应对浆料的影响
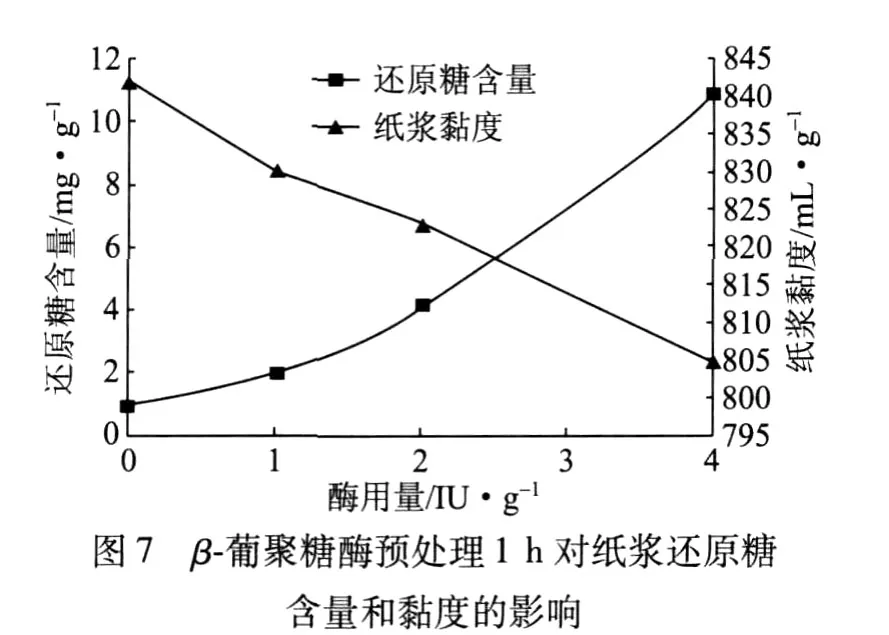
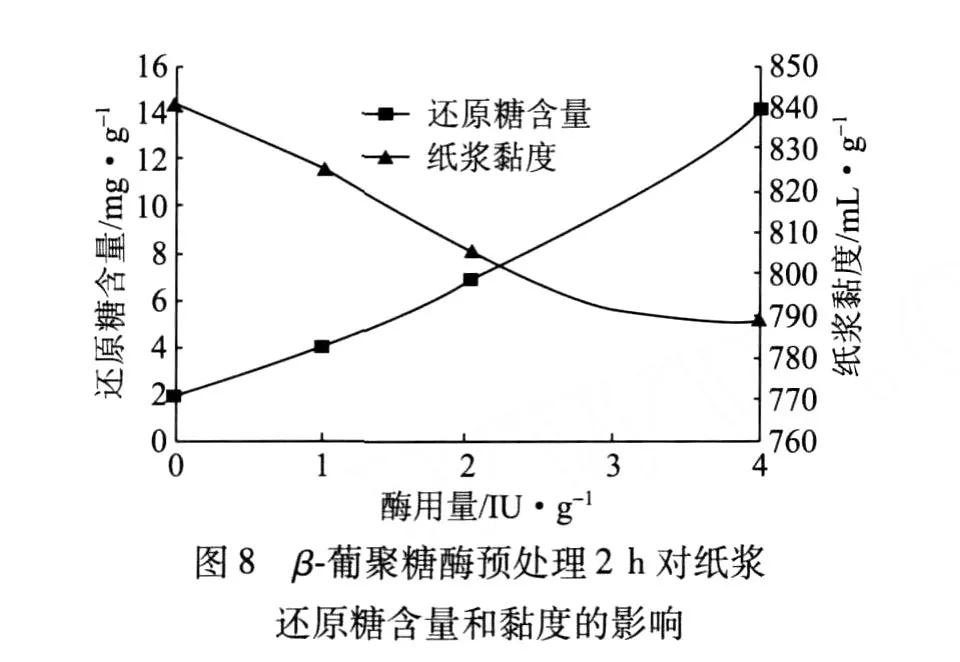
如图7、图8所示,酶处理的反应时间在 1 h和2 h时,检测得到还原糖的含量以及纸浆黏度的变化趋势相同,酶处理 2 h时还原糖的含量较之反应 1 h时略有提高,纸浆黏度也稍有降低,但均不太明显,这说明β-葡聚糖酶预处理浆料时,反应时间对其降解纤维素的效率影响不大。
与之前所述的纤维素混合酶预处理比较,β-葡聚糖酶预处理并不能明显降解纤维素,如图7所示,检测释放出来的总的还原糖含量在 0.1%~1.1%之间。
而关于β-葡聚糖酶预处理对纸浆黏度的影响,在处理 1 h时,黏度下降了 3.6% (见图7),也说明了纤维稍有降解,这也与纤维长度的轻微变化一致。预处理 2 h,纸浆黏度下降 5.9%,这与纤维素混合酶处理相比,其水解作用有所下降。
2.2.2 β-葡聚糖酶预处理对打浆效果的影响
β-葡聚糖酶处理和纤维素混合酶处理一样,也可以增加浆料的打浆度和纤维的润胀性能,但又没有那么明显,然而在磨浆之后这种影响会变得比较明显,在 PFI打浆 1500转,酶用量为 4 IU/g时,其打浆度和保水值分别提高 40%和 16.4%,见表3、表4。
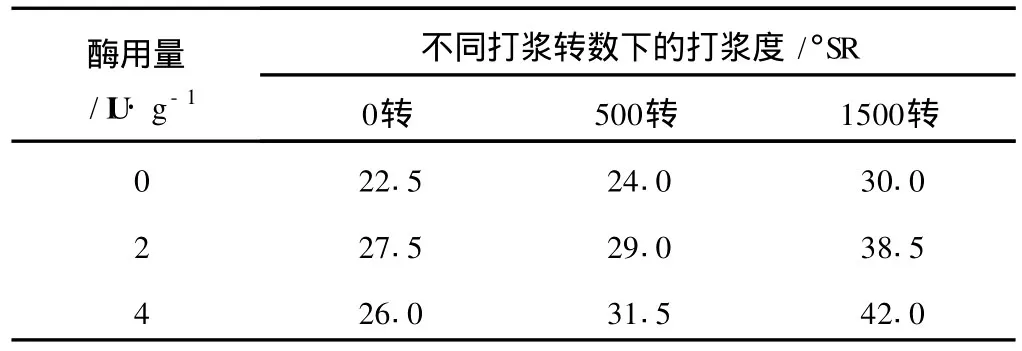
表3 β-葡聚糖酶预处理浆料在不同打浆转数下的打浆度
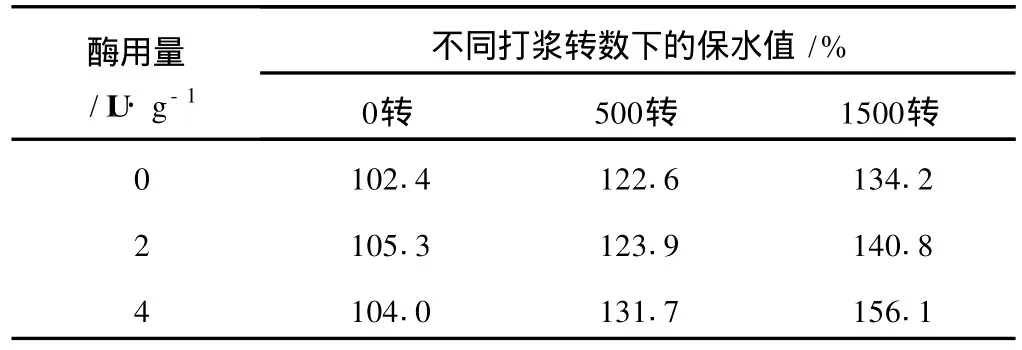
表4 β-葡聚糖酶预处理浆料在不同打浆转数下的保水值
在 PFI打浆 1500转之后,β-葡聚糖酶预处理对浆料水解程度的影响,也可以通过测定释放出来的还原糖含量来评价。表5中的数据显示,在磨浆1500转时,不同的酶用量对还原糖的含量影响不大,然而与 500转磨浆时相比较,说明在β-葡聚糖酶处理浆料的基础上,机械磨解能释放出更多的还原糖,只是其还原糖含量比混合酶预处理时要少,这也与上述的β-葡聚糖酶处理作用较小是相符的。这可能是因为混合酶切断了纤维表面的聚合糖链,但并没有从纤维表面释放出来;另一方面,考虑到半纤维素酶是混合酶的主要组成之一,在打浆过程中,其对半纤维素较小的改变并不能明显地影响浆料的性质。

表5 β-葡聚糖酶预处理浆料在磨浆后还原糖含量
2.2.3 β-葡聚糖酶处理对纸浆强度性能影响
如图9所示,β-葡聚糖酶预处理也可以提高纸浆的强度性能,但是与纤维素混合酶的处理相比,提高的程度较小,而且当酶用量在 2 IU/g及 4 IU/g时,纸浆的强度性能没有明显变化。
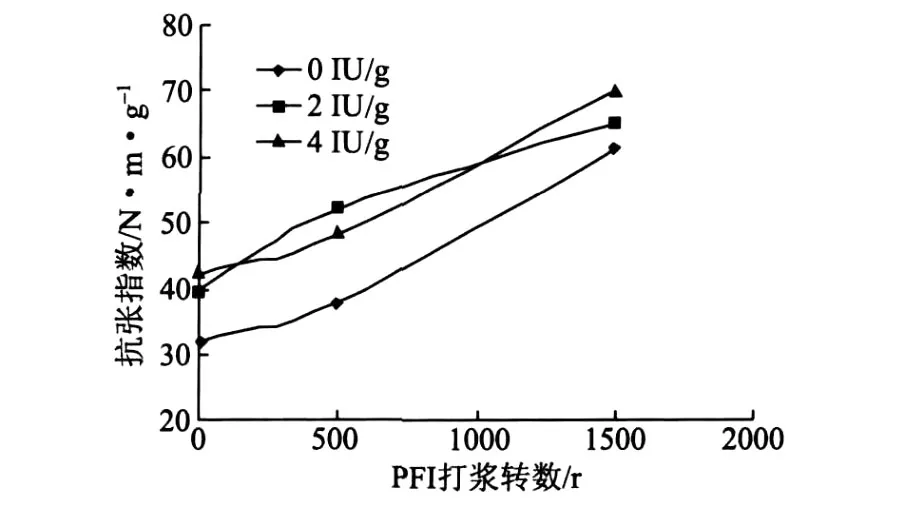
图9 不同打浆转数和酶用量对纸浆抗张性能的影响
即使β-葡聚糖酶并没有显示出很重要的滤水性能的影响,但是生物磨浆在纸浆强度方面的效果主要还是和生物酶的处理有关。当酶用量从 0提高到4 IU/g时,未磨浆的抗张指数提高 42.4%,见图10。这可能是由于β-葡聚糖酶处理使得纤维表面分散的多糖结构更易接触,也促使纤维之间可靠的结合增加,其强度性能也随之增加。

图10 未打浆和不同酶用量对纸浆抗张性能的影响
3 结 论
3.1 在打浆之前进行酶预处理,可以提高纸浆的滤水速率,还能提高浆料的保水值,这种作用在增加纤维素酶用量时更加明显,这很可能是由于这些酶降解了纤维表面细胞壁的结果。
3.2 用纤维素酶预处理纸浆之后再进行打浆,可以达到某一特定的打浆度以及较低的能耗。实验表明,在 PFI打浆 1500转时,适当的酶用量可以使打浆能耗降低 35%以上。
3.3 一定情况下,酶对纸浆的强度性能并没有负面作用,反而会使强度性能有所增加。当用β-葡聚糖酶处理时,在增加酶用量和反应时间的情况下,才表现出最佳作用,但是纤维固有的强度性能却稍有下降。
3.4 混合酶预处理较β-葡聚糖酶预处理的纸浆性能更好,尤其是在机械磨浆之前。
[1] Pala H,MotaM.Gama FM.Enzymaticmodification ofpaper fibres,Biocat[J].Biotransf.,2002,20(5):353.
[2] Bajpal P,Mishra S P,MishraO P,et al.,Use of enzymes for reduction in refining energy-laboratory studies[J].Tappi J.,2006,5(11):25.
[3] BhardwajN K,Bajpal P.Use of enzymes in modification of fibres for improved beatability[J].J.Biotechnol.,1996,51:21.
[4] Wong K K Y,Kibblewhite R P,Signal F A J.Effect of xylanse and dosage on the refiningpropertiesof unbleached softwood kraftpulp,J.Wood Chen[J].Technol.,1999,19(3):205.
[5] Garcla O,TorresA L,Colom J F,et al.Effect of cellulose-assisted refining on the properties of dried and never-dried eucalyptus pulp[J].Cellulose,2002(9):115.
[6] Pere J,Silka-ahoM,BuchertJ,et al.,Effectofpurified trichoderma reesel cellulases on the fibre properties of kraft pulp[J].Tappi J.,1995,78(6):71.
[7] 傅英娟,等.针叶木纤维的酶促打浆[J].中华纸业,2000,5(5):47.
[8] 隋晓飞,等.纤维素酶协同木聚糖酶预处理对磨浆能耗及其性能的影响[J].中华纸业,2008(8):30.
[9] 穆永生,陈嘉川,等.酶促打浆在BCT MP浆中的研究[J].山东轻工业学院学报,2009,23(1):1.
[10] 隋晓飞,陈嘉川,等.木聚糖酶二段磨浆前处理对杨木 RMP磨浆能耗及其性能的影响[J].黑龙江造纸,2008(3):1.
Application of Enzymes to I mprove the Refin ing of Bleached Softwood Pulp
CAO Hai-li*L IXin-ping ZHANG Su-feng
(College of Paper Engineering,ShaanxiUniversity of Science&Technology,Xi'an,Shaanxi Province,710021)
This study dealtwith refining energy saving by pre-treatment of the pulp with cellulases and beta-glucanses.The effects of enzymatic pretreatmentwere evaluated by deter miningpulp viscosity,reducing sugar,water retention value(WRV),and the propertiesofpaper.The results demonstrated that enzyme treatment is of benefit to save refining energy,and improve pulp drainage,water retention value of the pulp and the properties of the paper.Pulp degradation was also evaluated by the pulp viscosity determination.
cellulases;beta-glucanses;refining energy consumption;pulp viscosity;WRV
Q55;TS752
A
0254-508X(2010)10-0006-05

曹海利先生,在读硕士研究生;主要研究方向:清洁制浆与生物质能源技术。
(*E-mail:jasonhaili@163.com)
2010-07-02(修改稿)
(责任编辑:赵旸宇)
猜你喜欢
中国造纸(2017年8期)2017-09-15 08:56:36
天津造纸(2016年1期)2017-01-15 14:03:28
现代农业(2016年6期)2016-02-28 18:42:51
中国造纸学报(2015年1期)2015-12-16 19:35:25
幼儿教育·父母孩子版(2015年5期)2015-05-30 10:48:04
食品工业科技(2014年15期)2014-03-11 18:17:20
中国造纸(2014年1期)2014-03-01 02:10:12
现代检验医学杂志(2014年3期)2014-02-02 02:42:18
食品科学(2013年22期)2013-03-11 18:29:20
食品科学(2013年13期)2013-03-11 18:24:39