
硫酸渣资源化及其以废治废技术研究
2010-11-20 08:12:32叶志平何国伟
华南师范大学学报(自然科学版) 2010年2期
叶志平, 何国伟
(1.华南师范大学化学与环境学院,广东广州 510631;2.广州大学环境科学与工程学院,广东广州 510006)
硫酸渣资源化及其以废治废技术研究
叶志平1, 何国伟2*
(1.华南师范大学化学与环境学院,广东广州 510631;2.广州大学环境科学与工程学院,广东广州 510006)
根据粤西某硫酸厂硫酸渣的物理、化学性质特征,研制了筛分分级—重力分选—重组分浮选脱硫回收高质铁—轻组分浓缩脱水—化学聚合制备废水处理剂的联合工艺.经处理从硫酸渣中获得18.61%的水泥掺料、49.76%品位为63%的铁精矿以及水处理剂等产品,铁的资源化率达到98.23%,几乎无废物产生,使硫酸渣生产区域的环境质量得到良好的改善.以低品位含铁硫酸渣制备的复合混凝剂,处理CODCr8 000 mg/L的高浓度石化废水时,CODCr的去除率为93%,达到以废治废的效果.
硫酸渣; 资源化; 水处理剂
每生产1 t硫酸产出硫酸渣0.8~1.1 t,我国每年硫酸渣的产量已经超过1 200万t,堆存占地超过1 000万m2.露天堆放的硫酸渣遇风微尘四处飘扬,污染空气;遇雨流出呈酸性的粉红色、铁锈色污水,并带有铅、砷等有毒有害离子,给周边地表、地下水及生态环境造成危害.
硫酸渣的主要成分是氧化铁和硅酸盐矿物,粒度粗细不匀,并含有硫、铜、铅、锌、砷等杂质.硫酸渣为硫化矿烧结后的产物,由于高温和氧化还原气氛的作用,烧渣中含铁矿物的晶形结构和氧化程度发生了改变,因此,高效分离渣中的铁质比较困难,给硫酸渣的综合利用带来挑战.
为了经济有效地综合利用硫酸渣,对粤西某地的硫酸渣,在进行物质组成及工艺矿物学研究基础上,制定了筛分分级—重力分选—分选重组分—浮选脱硫回收高质铁—轻组分沉降浓缩—溢流水循环回用—低铁渣化学聚合制备复合混凝剂的工艺流程,使硫酸渣的综合利用率大幅度提高,铁质回收的研究工艺已进行了工业试验并已转入生产.
1 硫酸渣的产生
硫酸生产以黄铁矿为原料,纯净的黄铁矿主要化学成分为FeS2,含53.4%硫和46.6%铁.在焙烧过程中,黄铁矿中的硫和铁离子分别与氧结合,生成二氧化硫和氧化铁.二氧化硫用水吸收获得硫酸,氧化铁和其它杂质则以渣的形式排出[1].
生产实践中硫酸原料多为含硫大于35%的硫精矿,除黄铁矿外还含有一定量的硅酸盐矿物和少量黄铜矿、方铅矿、闪锌矿、辉钼矿、辉铋矿、辉锑矿、毒砂等矿物,烧结后进入硫酸渣,造成硫酸渣的组成复杂.
制酸原料中的黄铁、黄铜、方铅和闪锌矿,焙烧时生成的金属氧化物均进入烧渣[2],其化学反应式如下:
4FeS2+11O2=2Fe2O3+8SO2↑;
3FeS2+8O2=Fe3O4+6SO2↑;
2CuFeS2+O2=Cu2S+2FeS+SO2↑;
2PbS+3O2=2PbO+2SO2↑;
PbS+2O2=PbSO4↓;
2ZnS+3O2=2ZnO+2SO2↑.
2 试样的物理化学性质
对硫酸渣样品进行了工艺矿物学、化学分析和筛分分析的研究,并从渣中挑出2种不同颜色赤铁矿进行EPMA化学成分测定.硫酸渣样品的多元素分析结果见表1,主要矿物相对质量分数见表2,EPMA化学成分测定见表3,筛分分析结果见表4.

表1 硫酸渣样品中各物质的质量分数 %
表2硫酸渣中主要矿物的相对质量分数
%
Tab.2 The relative contents of primary minerals in the sulfuric acid residue

矿物赤铁矿磁铁矿磁黄铁矿黄铁矿黄铜矿脉石质量分数68.781.910.900.050.0328.33
表3硫酸渣中不同颜色赤铁矿的EPMA化学成分的相对质量分数%
Tab.3 The results of the EPMA for the different color hematites in the sulfuric acid residue

物质FeOAl2O3SiO2CaOCoOSb2O5SO3其它褐色87.22221.76490.98597.10370.07600.02000.00002.8273红色64.92545.02398.570819.14970.05390.49570.01911.7615

表4 硫酸渣的筛分分析结果
结果表明,硫酸渣含铁50.72%(表1),是资源化的主要对象.铁的主要矿物为赤铁矿,其质量分数为68.78%(表2),EPMA分析结果显示,赤铁矿的含铁量变化较大,杂质元素以硅、钙、铝为主,会影响铁精矿品位.
由表4可知,渣中的铁主要富集在0.043~0.150 mm粒级,产率为59.40%,金属占有率63.10%.大于0.250 mm粒级产率为20.67%,金属占有率仅为17.36%,含铁量明显低于原渣.从外表看,该渣呈棕竭色、多孔状、粉状和块状,采用筛选脱除,可以将原渣的铁质富集.
硫酸渣含硫较高,达到0.59%(表1),超过炼铁对铁精矿的含硫量要求,工艺过程应注意硫的走向并设法脱除.
3 硫酸渣资源化工艺的制定
依据物质组成及矿物学研究结果,制定分级脱除粗渣,预先富集—重力分选—重组分浮选脱硫回收高质铁—轻组分浓缩脱水—化学聚合制备废水处理剂的联合流程,对硫酸渣进行资源化利用,原则工艺见图1.
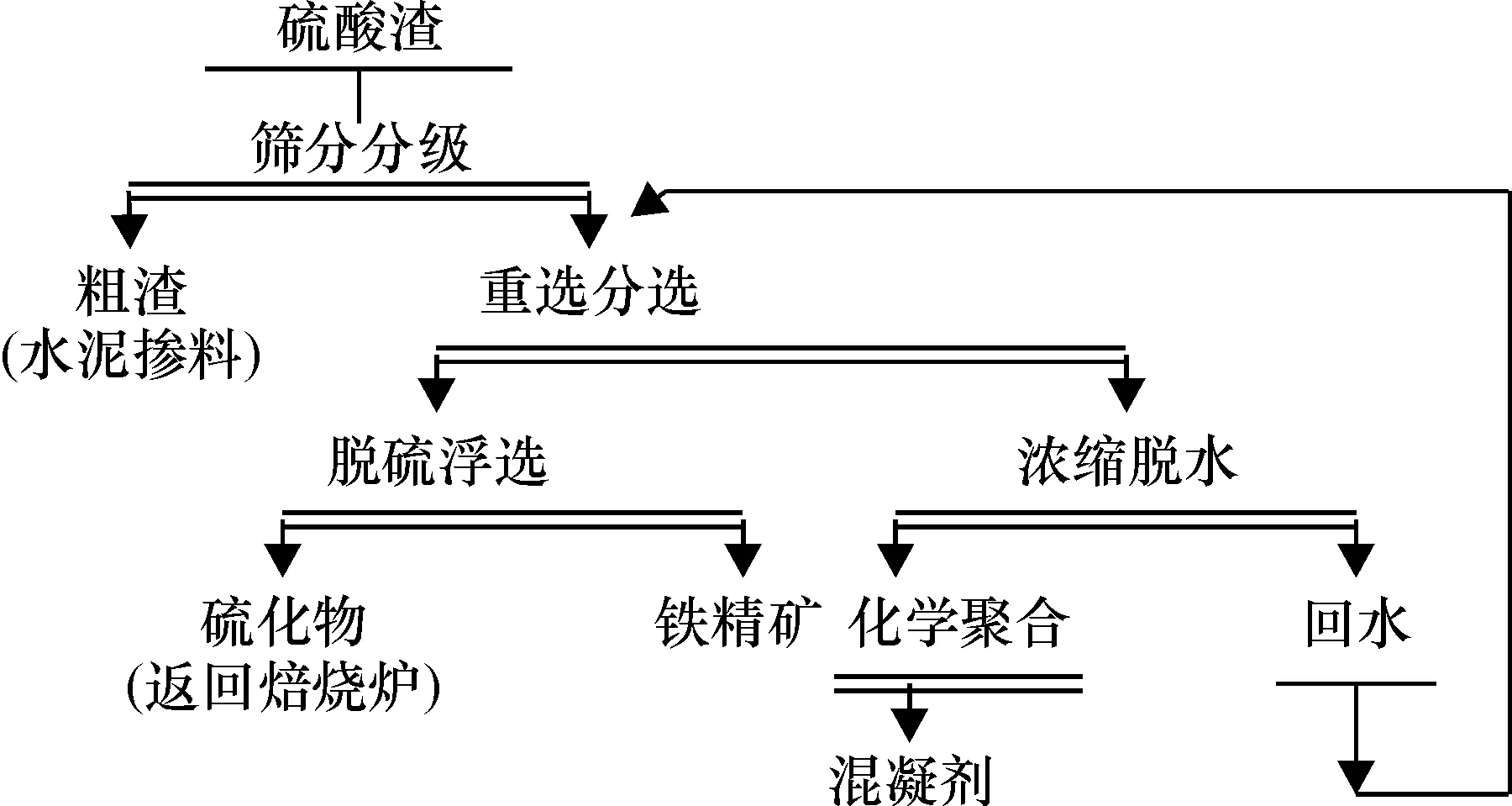
图1 硫酸渣资源化利用原则工艺
4 试验结果
粤西硫酸厂的硫酸渣按照制定的工艺,除化学聚合反应外,进行了工业规模的试验,所得结果列于表5.
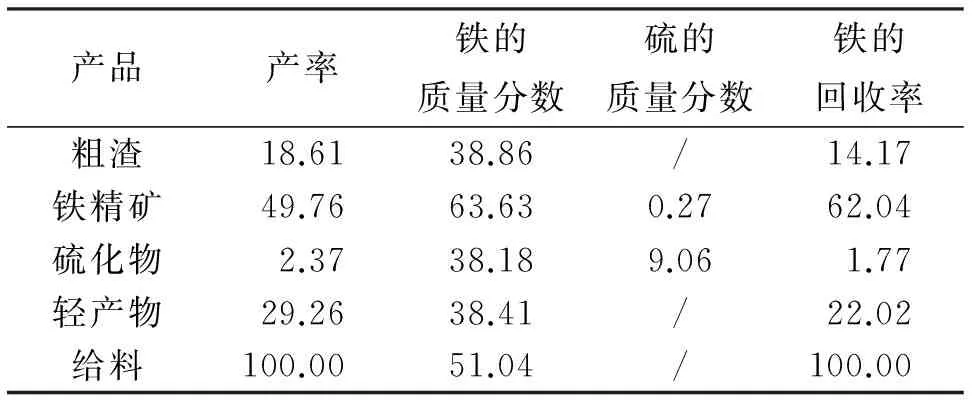
表5 硫酸渣资源化工业试验结果Tab.5 The results of the synthesis tests %
工业试验获得筛分分级的粗粒渣、铁精矿,硫化物以及轻产物.其中粗粒渣经破碎磨矿后可返回再选,亦可销至水泥厂作水泥掺合料.重力分选的重产物经浮选脱硫获得低硫铁精矿,作炼铁原料和含铁化工原料.重力分离的轻产物含铁38.41%,铁的回收率为22.02%,因粒度细微,再进行分离很难获得铁精矿产品.为了进一步提高硫酸渣的综合利用率,对轻产物进行了化学聚合,制备成含聚合铁的复合混凝剂,用于废水处理.
5 讨论
5.1筛分分级粒度的确定
硫酸渣的筛分分析结果表明(表4),铁金属主要赋存在<0.250 mm粒级,铁品位达到 52.20%,金属占有率82.64%.大于0.250 mm粒级的产率为20.67%,含铁 42.09%,金属占有率仅为17.36%.这一粗级别的质量分数是原渣的五分之一,其中硅、铝、钙、镁等脉石矿物相对富集,赤铁矿颗粒多与脉石形成连生体.
硫酸渣的粒度组成和粒级含铁量间具有显著差异,通过筛分可以达到富集的效果,因此,资源化工艺确定采用筛选作业,并选用0.25 mm的筛网孔径.筛选作业除了富集铁外,对隔渣,优化重选给料,提高重力分选效率和铁精矿的品位非常有利.
5.2重选分选及重选精矿脱硫
硫酸渣中的氧化铁矿密度4.8~5.3 g/cm3,石英等脉石矿物的密度2.65~2.70 g/cm3,目的矿物与脉石有一定密度差.不同密度矿物重力分选的难易度可按重力分选等降比判断[3],
e=(δ2-Δ)/(δ1-Δ),
式中e为等降比;δ2为重矿物密度;δ1为轻矿物密度;Δ为分离介质的密度.
当以水作介质时,e=2.24~2.61.用该数量判断重力分选的难易度和分选效率时,e落在1.75~2.50易选区域,可认为硫酸渣适合采用重选,氧化铁矿较易与石英等脉石矿物分离,是采用重力分选的依据.
由于硫酸渣原料中含硫0.59%(表1),铁精矿作为炼铁原材料,要求含硫低于0.30%.为了降低铁精矿中的含硫量,根据氧化铁矿与残余硫铁矿表面性质的差异,采用了浮选作业.浮选脱硫以硫酸调浆,在弱酸性介质中添加丁黄药和二号油.浮选泡沫产品含硫9.06%,槽内产品即是铁精矿,含铁63.63%、硫0.27%,对原渣的铁回收率62.04%(见表5).
5.3轻矿物化学聚合制备复合混凝剂工艺
由表5可知,重力分组轻产物的产率为29.26%,含铁38.41%,铁的金属占有率22.02%,这部分产物,含泥高、铁量低,粒度不匀匀,采用矿物分离方法难以达到较好的经济效果.如作为废渣处理,亦需堆放场地,仍成为污染源.考虑到其中的氧化铁以三氧化二铁为主,硅酸盐脉石具有多孔的特点,符合制备以铁为主的复合混凝剂的原料特征,因此以其为主要原料,采用化学聚合反应进行了复合混凝剂制备[4-5].工艺流程如图2所示.

图2 复合混凝剂制备工艺流程图
5.4复合混凝剂对石化厂废水的处理效果
采用制备的复合混凝剂对广州某石化废水进行处理试验.石化废水的水质分析结果为:CODCr8 000 mg/L,吸光度0.85,pH 7.64.经过用复合混凝剂一次处理,CODCr去除率达到93.11%,浊度去除率为98.82%,处理效果明显.
在硫铁矿的焙烧过程中,由于硫元素挥发,因此,在残余矿物表面和内腔形成孔隙,增加了颗粒的比表面积和表面活性,有助于对有机物的吸附.复合混凝剂中添加沸石,沸石为一种含水的碱金属架状硅酸盐矿物,由硅铝氧四面体构成骨架结构,形成许多孔穴.膨润土同属于表面积大和具有高吸附性能的无机矿物,三者混合搭配成复合混凝剂,对废水中的有机物具有吸附、截留和储存的作用,是处理石化废水效果显著的主要原因.
5.5复合效应
为研究复合混凝剂的协同效应,在同等条件下,对聚合硫酸铁、沸石、膨润土和复合混凝剂,进行了对比试验,4种产物处理石化废水的试验结果见表6.
表6 4种产物对石化废水CODCr和浊度的去除率%
Tab.6 The results for waste water from petrochemical industry treated by four waste water treating-agents

药剂CODCr去除率浊度去除率聚合硫酸铁60.0088.24沸石63.8282.35膨润土82.7875.29复合混凝剂93.1198.88
结果表明,复合混凝剂对石化废水的处理,比其他3种添加剂单独使用的效果好很多.复合混凝剂充分利用了聚合硫酸铁、沸石和膨润土的物化特性,实现不同组分的互补,使混凝剂在架桥凝聚的同时,兼有离子交换和表面吸附等综合性能,3种物质的正协同效应,使废水处理效果得到显著提高[6].
5.6复合混凝剂添加量的影响
复合混凝剂添加量对石化废水的处理效果见图3.
Fig.3 The results for the effect on additive amount of coagulating agent
结果表明,随着投药量的增加,CODCr去除率和浊度去除率呈上升趋势,当投药量为600 mg/L时CODCr去除率和浊度去除率最高;投药量大于600 mg/L时,CODCr去除率呈平缓下降并维持在一定的范围,但是浊度去除率则显著下降.这与聚铁的水解特性有关,当用量超过一定范围时,聚铁中的部分铁离子将游离出来并进入溶液,使溶液颜色加深.
6 结语
(1)采用筛分分级—重力分选—重产物脱硫—轻产物浓缩沉降—化学聚合联合工艺,多层次综合利用硫酸渣资源,铁的总利用率达到98.23%.获得粗粒渣、铁精矿和复合混凝剂3个产品,分别用作建材、冶金和环保的原料.
(2)研制的工艺采用物理分离和化学聚合相结合的技术,使硫酸渣的综合利用率基本达到全资源化和无废渣的目标,不产生二次污染,对环境十分友好.
(3)由重力分选的轻产物制备复合混凝剂,使分离工艺中的低铁渣得到充分利用,增加了资源化的产品种类,达到以废治废的目的.
(4)复合混凝剂对含CODCr8 000 mg/L、吸光度0.85的石化废水进行处理后,CODCr去除率为93.11%,浊度去除率98.82%,处理效果良好.
[1] 张锦瑞.用硫酸渣生产氧化铁颜料-有色金属科学技术进展[M].长沙:中南大学出版社,1994:295.
[2] 曹忠良,王珍云.无机化学反应方程式手册[M].长沙:湖南科学技术出版社,1985:136-182.
[3] 许时.矿石可选性研究[M].北京:冶金工业出版社,1981:126.
[4] 李明玉,刘佩红,汤心虎.硫铁矿烧渣一步法生产新型复合混凝剂[J].硫酸工业,2003(5):14-17.
LI Mingyu, LIU Peihong, TANG Xinhu.Production of solid compound coagulant with pyrites cinder in a one-step process and its application[J]. Sulphuric Acid Industry, 2003(5):14-17.
[5] 严瑞瑄.水处理剂应用手册[M].北京:化学工业出版社,2003:188-209.
[6] 何国伟,叶志平,杨绮芸.印染污泥吸附剂处理印染废水试验研究[J].广州大学学报:自然科学版,2009,8(2):53-56.
HE Guowei, YE Zhiping, YANG Qiyun.Research on dying wastewater treatment by adsorption with the adsorbent made from sludge from jeans dyeing industry[J]. Journal of Guangzhou University:Natural Science Edition,2009,8(2):53-56.
Keywords: sulfuric acid residue; reclamation; coagulant
【责任编辑 成 文】
RESEARCHONRECYCLINGTECHNOLOGYANDWASTEWATERTREATMENTWITHSULFURICACIDRESIDUE
YE Zhiping1, HE Guowei2*
(1. School of Chemistry and Environment, South China Normal University, Guangzhou 510631, China; 2.School of Environmental Science and Engineering, Guangzhou University, Guangzhou 510006, China)
Based on the physical and chemical characteristics of the sulfuric acid residue from a sulfuric acid manufacture in the west Guangdong Province, a flow sheet was developed with sieve classification, gravity concentration and pyrite flotation as well as coagulant making by chemical aggregation from light fraction of gravity separation. A result of 18.61% admixture for cement slurry, 49.76% iron ore concentrate with a grade of 63%Fe and coagulant for waste water treatment had been obtained from the slag by applying a new process. The rate of slag recycling was up to 98.23% leaving only little waste, and thus the pollution caused in the area was controlled. The removal rate of CODCrwas 93% when the developed coagulant was used in the treating petrochemical waste water.
2010-01-11
叶志平(1955—),男,福建仙游人,华南师范大学教授,主要研究方向:矿物加工及固体废物资源化,Email: yzpsd@yahoo.com.cn;何国伟(1955—),女,湖南长沙人,广州大学教授,主要研究方向:矿物加工、环境科学与工程、资源综合利用,Email: hgwgz@yahoo.com.cn.
*通讯作者
1000-5463(2010)02-0072-04
X781.3
A
猜你喜欢
昆钢科技(2022年4期)2022-12-30 11:24:18
山东冶金(2022年4期)2022-09-14 08:59:08
钢铁钒钛(2022年3期)2022-07-08 13:44:20
云南化工(2021年6期)2021-12-21 07:31:02
昆钢科技(2021年4期)2021-11-06 05:31:02
工程建设与设计(2021年10期)2021-04-01 06:27:36
铁道建筑技术(2020年11期)2020-05-22 06:26:42
四川冶金(2018年1期)2018-09-25 02:39:22
中成药(2018年2期)2018-05-09 07:19:55
作文与考试·小学高年级版(2017年21期)2018-01-05 01:06:43
